3.б.5. Допускаемые отклонения для листовых профильных деталей и полос от плоскости и прямолинейности после выправки указаны в табл. 10.
После правки отклонения корпусных деталей от номинальных размеров и формы не должны превышать предельно-допустимых, переведенных в табл. 3 и 4, а также в табл. 6-9.
Габаритные размеры деталей следует контролировать измерительным инструментом или специальным шаблоном, прямолинейность кромок длиной до 2000 мм при помощи стальной линейки, а прямолинейность кромок деталей длинной свыше 2000 мм контролируется при помощи натяжения тонкой нити вдоль проверяемой кромки и замеров расстояний от нее до кромки детали через каждые500 мм.
Отклонения углов разделки кромок деталей под сварку следует проверять угломером или по шаблону.
Отклонения деталей от плоскости следует замерять при помощи линейки и щупа.
Проверку качества выправленных листовых и профильных деталей осуществляете мастер цеха и выборочно контролер ОТК. При этом должны также контролироваться на отсутствие дефектов поверхность и кромки листовых и профильных деталей.
При обнаружении дефектов деталь бракуется и возвращается на дополнительную обработку для устранения обнаруженных дефектов»
Детали с неустранимыми дефектами бракуются окончательно и должны быть по - возможности использованы наряду с мерными / деловыми / отходами для изготовления корпусных деталей о меньшими габаритными размерами той же толщины.
3.7. Гибка деталей.
3,7.1. Гибка заготовок деталей из листового и профильного проката может выполняться, как в холодном, так ив горячем состояние. Гибку с нагревом заготовки следует применять только в том случае, когда гибка в холодной состоянии невозможна.
При хранений в зимнее время на открытом воздухе, заготовки деталей следует подавать в утепленный цех за сутки, до начала холодной гибки в цехе.
Заготовки деталей, поступающие на гибку, должны быть очищены от грязи, ржавчины и окалины, а кромки зачищены от наплывов и брызг металла, заусенцев, шлака, окалины. Кроме того, кромки не должны иметь расслоений, трещин и изломов и должны быть скруглены.
Кромки заготовок листовых деталей, предназначенных для холодной гибки с радиусом менее
10 толщин, должны быть скруглены на 1-2 мм при толщине заготовки до 20 мм и на 3 мм при
толщинках свыше 20 мм.
По разрешено ОТК и технического отдела завода допускается не производить округление кромок заготовок мелких деталей» если в результате гибки опытной партии в количестве не менее 20 шт, в зоне изгиба не обнаружены трещины при люминесцентном контроле.
3.7.2. Заготовки из высокопрочной стали, как правило, перед холодной гибкой необходимо подвергать полной термической обработке-закалке с высоким, отпуском.
При холодной гибке деталей из листового проката радиусы изгиба не должны быть менее предельно допустимых, указанных в табл. II.
ТаблицаII
Предельно допустимые радиусы изгиба/относительные при холодной гибка деталей из листового проката углеродистой стали.
| Толщина листового проката, мм | Детали ответственного назначения | Отгиб фланцев без учёта направления прокатки | Гибка листов без учёта направления прокатки | Гибка листов при линии гиба поперёк направлению прокатки | Примечание |
| До 10 10-20 20-30 свыше60 | 2,0 3,0 5,0 10,0 | 1,0 2,0 2,0 2,0 | 1,0 2,0 3,0 5,0 | 1,0 2,0 2,5 3,0 | Радиусы изгиба относительные, кратные толщине листового проката |
При холодной гибке деталей ответственного назначения радиусом изгиба менее указанного табл. II, необходимо перед гибкой произвести термообработку детали в виде высокого отпуска по режимам, приведенным в отраслевом стандарте ОСТ5.9091-72.
Определение степени ответственности деталей по назначению обязательно согласовывается с ЩЖБ.
3.7.3. При холодной гибке деталей из профильного проката в свободном состоянии радиусы изгиба не должны быть менее предельно допустимых, указанных в табл. 12.
Таблица 12
Предельно допустимые радиусы изгиба /относительные /при холодной гибке деталей из профильного проката углеродистой стали.
| Высота стенки (полки) профиля, мм | Вид гибки | Уголок равнополочный | Уголок не равнополочный | Полосо-бульб не симметричный | Полосо-бульб симметричный | тавр | Примечание |
| До 180 | Меньшей полкой наружу Большей полкой наружу | 4,0 | 4,0 6,0 | 6,0 | 5,0 | 5,0 | Радиусы изгиба относительные, кратные высоте стенки профильного проката |
| Меньшей полкой наружу Большей полкой наружу | 5,0 | 5,0 8,0 | 8,0 | 6,0 | 6,0 | ||
| 200-250 | Меньшей полкой наружу Большей полку наружу | 5,0 | 5,0 6,0 | 8,0 | 6,0 | 6,0 | Радиусы изгиба относительные, кратные высоте стенки профильног проката |
| Меньшей полкой внутрь Большей полкой внутрь | 6,0 | 6,0 8,0 | 10,0 | 8,0 | 8,0 |
3.7.4. Допускается производить холодную гибку деталей с радиусом изгиба менее предельной допустимых, указанных в табл. II для листового проката и в табл. 12 для профильного проката / полкой или стенкой наружу / при условии выполнения промежуточной термообработки для восстановления механических свойств! углеродистой стали. Примерная последовательность такой гибки:
1) гибка с предельно допустимым радиусом изгиба;
2) промежуточная термообработка без проверки механических свойств металла;
3) доведение гибки до заданного радиуса изгиба;
4) последующая термообработка деталей ответственного назначения без проверки механических свойств металла.
3.7.5. Гибку с нагревом следует выполнять только в случае, если заготовки деталей из листового или профильного проката не могут быть согнуты холодным способом на имеющемся оборудовании.
При горячей гибко деталей с местным или общим нагревом до температуры не выше 600 °С и гибко при температуре 450-бО0СЯс последующая термообработка не требуется.
Контролировать температуру нагрева выше 450°с можно оптическим пирометром или термопарой касания.
Температура до 450 °С контролируется при помощи термопары касания или термокарандашом.
Для углеродистой стали, температура нагрева заготовки Детали в начале гибки обычно должна быть не выше 1000-10500С.
При окончании гис5ки температура обычно не ниже 450°с.
Продолжительность нагрева заготовки детали из листового и профильного проката, начиная с момента достижения в печи установленной для углеродистой стали температуры нагрева для начала гибки, должна быть не более указанной в табл. 13.
Таблица 13
Продолжительность нагрева заготовок деталей из листового и профильного проката углеродистой стали.
| Листовой прокат | Профильный прокат | ||||||||||||||||||
| Полосо-бульб | Тавр | ||||||||||||||||||
| Толщина листа, мм | Номер профиля | ||||||||||||||||||
| 3-5 | 6-10 | 11-16 | 18-20 | 22-25 | 26-30 | 32-36 | 38-40 | 42-60 | 65-100 | 9-12 | 14-18 | 20-22 | 24-27 | 29-55 | 25-30 | 32-37 | 39-40 | 45-60 | |
| Продолжительность нагрева заготовок деталей из углеродистой стали, мин. | |||||||||||||||||||
| - |
Во время нагрева, в печи следует поддерживать восстановительную атмосферу / коптящее пламя / и избыточное давление.
Соприкосновение факела пламени с заготовками деталей не допускается. Заготовки располагают в один ряд, на расстоянии 50 мм друг от друга. Количество нагревов устанавливается в зависимости от кривизны и размеров деталей.
3.7.6. Холодную гибку деталей из листового проката можно производить в гибочных валковых
машинах с применением и без применения прокладок» под гидравлическими прессами, на прессах гильотинного типа и на листогибочных станках типа ЛГС.
Гибку деталей цилиндрической и конической формы рекомендуется выполнять в гибочных валковых
машинах.
Подгибку кромок тонких листов можно производить в валковых машинах при помощи подкладного листа.
Подгибку кромок толстых листов обычно производят на гидравлических прессах при помощи универсальных штампов.
Отгибку фланцев рекомендуется выполнять на прессах гильотинного типа или на гидравлических прессах при помощи универсальных штампов*
Гибку листов сферической формы толщиной до 6 мм выполняют на листогибочных станках ЛГС, а толщиной свыше 6 мм - на гидравлических прессах.
Гибку листов парусовидной, седлообразной и веерообразной форм можно производить на валковых гибочных машинах с применением прокладок» на станках ЛГС или на гидравлических прессах в зависимости от размеров листа и сложности погиби.
В валковых гибочных машинах рекомендуется гнуть листы с радиусом кривизны, превышающим
радиус гибочного валка и при отсутствии продольной погиби.
Гибку листов с малыми радиусами кривизны и имеющих одновременно поперечную и продольную погиби рекомендуется выполнять на гидравлических прессах при помощи универсального штампа.
Оптимальные технологические параметры и параметры многовалковых листоправильных машин, валковых листогибочных машин, гидравлических прессов, прессов листогибочных гильотинного типа прессов горизонтально-гибочных типа «Бульдозер» указаны в отраслевом стандарте ОСТ 5.9091-72.
Там же приведена примерная классификация типов и форм гнутых ластовых деталей. Гибку деталей из профильного проката можно производить на вертикальных роликовых станках в холодном состоянии или с нагревом ТВЧ. На этих станках рациональнее гнуть детали с постоянным радиусом кривизны.
Детали с переменным радиусом кривизны можно гнуть в холодном состоянии на горизонтально-гибочных гидравлических прессах типа н «Бульдозер» или прессах типа «Скоттиш», на вертикальных гидравлических прессах, на горизонтально-гибочных станках СГ-2, на кольцегибочных станках.
С применением специальной оснастки на листогибочных станках типа ЛГС-2 и ЛГС-3 можно осуществлять холодную гибку профильного проката-уголков, полособульбов, тавров до 10 номера включительно, и полос толщиной не более 7 мм при отношении ширины к толщине не более 18.
Гибку профильного проката с индукционным нагревом можно производить на горизонтально-гибочных станках СГ-2, на установке ГПС-24, а с предварительным нагревом заготовки- на кольцегибочных станках типа «Геркулес».
При отношении высоты профиля к ее толщине более 7,5 при холодной свободной гибке стенки профиля теряет устойчивость и на ней образуется гофры, а вдоль проката получается винтообразное скручивание.
Для устранения искажения изгибаемых профилей применяются специальные насадки, ролики и другие проспособления в станкам.
Гибку деталей бульбомером или полкой наружу из профилей более 10 номера рациональнее производить под гидравлическим прессом с применением специальных штампов и приспособлений, рекомендуемых отраслевой нормалью 0Н9-836-68 "Штампы и приспособления для обработки металлических корпусных деталей на гидравлических прессах, Типы, основные размеры и технические требования".
Эта отраслевая нормаль устанавливает типы, основные размеры и технические требования на штампы и приспособления, разрабатываемые для холодной гибки листовых и профильных корпусных деталей. Кроме того, для устранения искажений изгибаемых профилей больших размеров, целесообразно применять гибку с индукционным нагревом или предварительным нагревом в печах.
3.7.7 После гибки деталей, при необходимости, должна быть выполнена правка и доводка их до номинальных размеров и формы с допускаемыми отклонениями не более» чем указаны в табл. 3,4,6-10. Допускаемые отклонения от номинальных размеров и формы, для гнутых листовых и профильных деталей не должны превышать предельных.указанных в табл. 14-16.
Таблица 14
Допускаемые отклонения от номинальных размеров и формы для гнутых листовых деталей.
| Форма детали | Сечение или элемент | эскиз | Номинальные размеры, мм | Предельные отклонения, мм при толщине | примечание | |
| До 10 мм | Свыше 10 мм | |||||
| Цилиндрическая и коническая | поперечное | 
| До 1000 Свыше 1000 | 4,0 5,0 | 3,0 4,0 | Д-предельные отклонения |
| угловая | Поперечное | 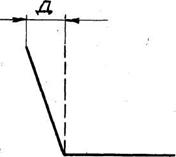
| До 1000 От 1000 До 2000 Св. 2000 | 4,0 5,0 6,0 | 3,0 4,0 6,0 | |
| продольное | До1000 От1000 До 3500 От 3500 До 6000 Св. 6000 | 4,0 8,0 10,0 12,0 | 3,0 6,0 8,0 10,0 | |||
| Коробчатая | Прямая часть | ____ | +/-2,0 | +/-2,0 | Д-предельные отклонения. | |
| Положение отогнутой части | До100 Св. 100 | +/-1,0 +/-2,0 | +/-1,0 +/-2,0 | |||
| Отогнутая часть | До 2000 | +/-2,0 | +/-2,0 | |||
| Сферическая парусовидная и седлообразная | Поперечное | До 2000 Св. 2000 | 5,0 6,0 | 4,0 4,0 | ||
| продольное | До1000 От1000 До 3500 От 3500 До 6000 Св. 6000 | 3,0 5,0 7,0 10,0 | 2,0 4,0 5,0 8,0 | |||
| Комбинированная, вееро- и волнообразная | Поперечное | 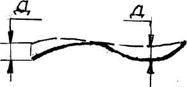
| До 2000 Св. 2000 | 5,0 6,0 | 4,0 5,0 | Д-предельные отклонения |
| продольное | До1000 От1000 До 3500 От 3500 До 6000 От 6000 | 3,0 5,0 8,0 10,0 | 2,0 4,0 6,0 8,0 |
Таблица 15. Допускаемые отклонения от номинальных размеров и формы для обечаек.

| Образующие на высоте 1000 мм |
| Зазор между торцевой кромкой и плитой По периметру |
 Шаблон длиной 1500 мм по хорде
Шаблон длиной 1500 мм по хорде
Торцевые кромки от окружностей: большего радиуса меньшего радиуса
Форма образующей



 на высоте 1000 мм
на высоте 1000 мм
Эскиз
Предельные отклонения, мм для формы
Примечание
д-предельные отклонения
Таблица 16
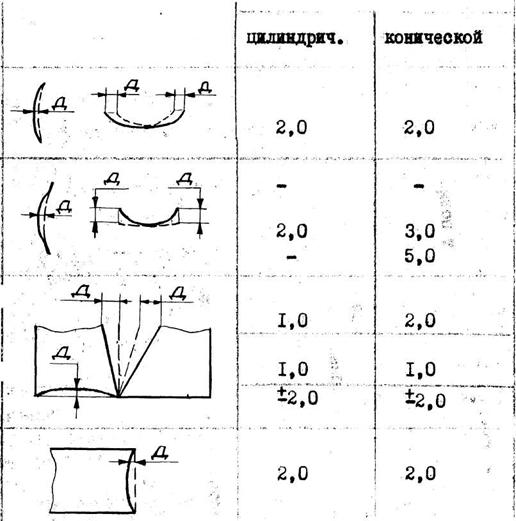
Допускаемые отклонения от номинальных размеров и формы для гнутых профильных деталей, мм.
| Параметры деталей | Предельные отклонения | Примечание | |
| Теоретическая линия на плите или шаблоне | Для наружных профилей Для внутренних профилей | 2,0 2,0 | |
| Для гафрового профиля | Асимметрия полки По ширине | +/-1,5 +/-2,0 | |
| Не перпендикулярностьполки и стенки | +/-2,0 | На всей ширине полки | |
| Выход из плоскости шпангоута Волнистость кромки шпангоута Головка полособульба Коробоватость и вмятины шпангоута Утонение стенки шпангоута Изменение высоты профиля, бульба и полки Скручивание шпангокта | 3,0 2,0 3,0 1,0 1,0 2,0 3,0 | На всей длинне | |
| малковка | При высоте полки до 150 мм При высоте полки свыше 150 мм | +/-1,5 +/-3,0 | На вчю ширину полки |
Допускаемые отклонения от шаблона, малочника, плиты или линии на плите для гнутых листовых и профильных деталей заданы без учета допусков на прокат и их необходимо определять после правки и доводки.
Кривизну листовых деталей цилиндрической формы следует проверять при помощи шаблона, не менее нем по трем сечениям» а деталей конической формы - шаблонами, не менее чем в двух крайних сечениях.
Проверку листовых деталей комбинированной, сферической, парусовидной, седло, вееро и волнообразной формы следует производить при помощи поперечных и продольных шаблонов» количество которых определяется в зависимости от сложности формы детали» а также можно проверять при помощи каркасов.
Проверку листовых деталей коробчатой и угловой формы производят при помощи угольников» шаблонов или палочников» не менее чем в трех сечениях.
При переменном угле слома листовой детали проверку следует выполнять несколькими шаблонами или по мелкам, согласно данным плазовой разбивки.
При проверке деталей» не имеющих технологических припусков линии шпангоутов, стыков и пазов на шаблоне или каркасе должны быть совмещены с соответствующими линиями на детали. При проверке деталей с технологическими припусками, линии пазов и стыков на каркасе / шаблонах / не должны выходить за пределы кромок деталей.
Проверку обечаек необходимо производить шаблонами по трем сечениям, вблизи нижней и верхней кромок и посередине.
Проверку окружности меньшего радиуса следует выполнять не менее, чем в пяти точках. Зазор между плитой и шишей кромкой детали должен проверяться щупом или линейкой. Прогиб по образующим не допускается.
3.7.8. При приемке производственным мастером и контролем ОТК согнутых деталей всех видов, кроме проверки отклонений от номинальных размеров м форма должна также производиться проверка всех деталей на отсутствие трещин, изломов, расслоений, выбоин, заусенцев и
прочих дефектов.
4. Требования техники безопасности.
4.1. Обработку листового и профильного проката и изготовление корпусных деталей на
всех технологических операциях необходимо выполнять с обязательным соблюдением требований
действующих правил техники безопасности и промышленной санитарии.
4.2. Администрация корпусообрабатывающего цеха обязана обеспечить всех работающих основных специальностей данного цеха инструкциями по технике безопасности, выдать их на руки
и обеспечить систематический контроль за их выполнением.
К замещению Должностей, связанных с обслуживанием сложных агрегатов, установок и механизмов
или с выполнением других ответственных работ, допускать только лиц, прошедших специальное
обучение, после проверки их знаний квалификационной комиссией, с выдачей соответствующих
удостоверений.
4.3. Рабочие всех специальностей должны быть проинструктированы и обучены в соответствии с постановлением президиума ВЦСПС от 20 декабря 1958 г. «Об обучении и инструктаже
рабочих по технике безопасности».
4.4. Помещения цехов, производственные участки, технологическое оборудование и оснастка
должны удовлетворять требованиям м Общих правил техники безопасности и производственной
санитарии для предприятий машиностроения*1, утвержденных Постановлением Президиума ЦК профсоюза рабочих машиностроения 29 сентября 1958 г. и " Правил техники безопасности и производственной санитарии яри производстве котельных работ и металлоконструкций", утверждённых Постановлением ЦК профсоюза рабочих машиностроения 29 августа 1961 г.
4.5. Грузоподъемные устройства в корпусообрабатывающем цехе / краны, тельферы» кран-балки и т. п / должны удовлетворять "Правилам устройства и безопасной эксплуатации грузо-подъёмных кранов", утвержденным Госгортехнадзором СССР 5 июля 1956 г,
4. 6. При выполнении тепловой резки должны соблюдаться требования правил техники безопасности, изложенные в отраслевом стандарта. 0СТ5.9526-71 «Тепловая резка металлов. Типовая технология»
4.7. Правка и гибка листовой и профильной стали должны выполняться с соблюдением
"Общих правил техники безопасности и производственной санитарии для предприятий машиностроения", утвержденных Постановлением ЦК профсоюза рабочих машиностроения 29 сентября 1958г и "Правил техники безопасности и производственной санитарии при производстве котельных работ и металлоконструкций", утвержденных Постановлением ЦК профсоюза рабочих машиностроения 29 августа 1961г.
4.8. Термическую обработку листовых и профильных деталей следует выполнять в специаль
но оборудованных термических цехах или участках, отвечающих требованиям "Правил техники
безопасности и производственной санитарии при термической обработке металлов", утвержденных ЦК профсоюза рабочих машиностроения в июле 1960г.