14.01.2019
Источник: https://extxe.com/11429/izmeritelnyj-instrument-dlja-montazhnyh-rabot/
Измерительным инструментом при монтаже служат поверочные линейки, плиты и призмы, а также шаблоны, щупы, а иногда и специальные калибры. Традиционные поставщики измерительного инструмента — отечественные производители СтИЗ (г. Ставрополь), ОАО «Калибр» (г. Москва), ЗАО «Челябинский инструментальный завод», ЗАО «Эталон» (г. Москва) и ряд других предприятий.
Поверочный инструмент. При измерениях отклонений формы и расположения поверхностей в качестве базы отсчета, а также при разметке используют линейки, плиты, угольники и призмы.
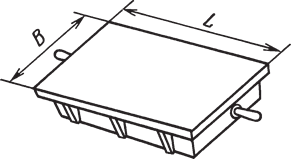
Поверочные и разметочные плиты (табл. 8) применяют для проверки отклонений от плоскостности по методу «пятен на краску» и «линейных отклонений» для использования в качестве эталонной отсчетной поверхности, а также как вспомогательного приспособления при поверочных и контрольных работах. Плиты изготовляют из серого чугуна, а для увеличения жесткости их основания выполняют ребристыми. У плит размером 630 × 630 мм и менее на основании предусматривают три опорные точки, а у других плит — не менее пяти. Плиты размером свыше 1000 × 630 мм имеют регулируемые винтовые опоры. Плиты классов точности 00, 0,1и2 применяют для проверки отклонений от плоскостности, а класса 3 — при разметочных работах. Пример условного обозначения плиты первого класса точности размером 1600×1000 исполнения 2:
Плита 2–1–1600 × 1000 ГОСТ 10905–86.
Поверочные и разметочные плиты из твердокаменных пород (гранита, диабаза и др.) отличаются большим сроком службы, антикоррозионностью и повышенной твердостью, не подвержены короблению и не нуждаются в размагничивании.
Трехкоординатные каменные плиты имеют на рабочих поверхностях несколько рядов отверстий различного диаметра, перпендикулярных к граням плиты. В отверстия можно устанавливать разные оправки и приспособления, позволяющие измерять различные параметры.
Плиты из твердокаменных пород могут иметь три исполнения:
· без бортовых захватов с ненормированными отклонениями от перпендикулярности боковых и рабочих поверхностей и от перпендикулярности боковых поверхностей;
· с двумя бортовыми захватами и нормированными отклонениями от перпендикулярности двух боковых поверхностей к рабочей;
· с четырьмя бортовыми захватами и нормированными отклонениями от перпендикулярности четырех боковых поверхностей к рабочей поверхности и от взаимной перпендикулярности боковых поверхностей по одному из углов плиты.
Таблица 8. Типоразмеры поверочных и разметочных плит
| Плиты | Размеры, мм | Класс точности |
Поверочный и разметочные (чугунные) по ГОСТ 10905–86
| L × B | 00; 0; 1 (исполнение 1); 1; 2; 3 (исполнение 2); 000; 00; 0 (исполнения 3; 4; 5) |
| 250 × 250; 400 × 400; 630 × 400; 1000 × 630; 1600 × 1000; | ||
| 2000 × 1000; | 0; 1 (исполнение 1); остальное — то же самое | |
| 2500 × 1600 | ||
Поверочные и разметочные из твердокаменных пород
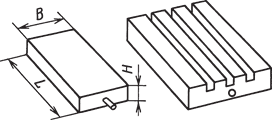
| L × B × H | 00; 0; 1 |
| 250 × 250 × 90; 400 × 250 × 110; 400 × 400 × 110; 630 × 400 × 110; 630 × 630 × 110; 1000 × 630 × 170; 1600 × 1000 × 250; 2000 × 1000 × 250 | ||
Поверочные угловые типа ПУ
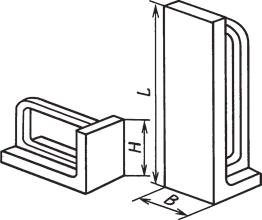
| L × B × H | 0; 1; 2 |
| 250 × 160 × 100 | ||
| 360 × 200 × 125; 500 × 250 × 160 | 1; 2 |
Поверочные угловые плиты применяют для проверки по методу «пятен на краску» перпендикулярных плоскостей. Эти плиты используют в качестве вспомогательного приспособления для контрольных, разметочных и слесарных работ. Плиты изготовляют из чугуна с шаброванной и нешаброванной рабочими поверхностями.
Допускаемые отклонения от плоскостности разметочных и поверочных плит приведены в табл. 9, а угловых поверочных плит — в табл. 10.
Таблица 9. Допускаемые отклонения от плоскостности (мкм) разметочных и поверочных плит по ГОСТ 10905–86
| Размеры плит, мм | Класс точности | |||||
| 250 × 250 | 1,2 | |||||
| 400 × 400 | 1,6 | |||||
| 630 × 400 | ||||||
| 1000 × 630 | 2,5 | |||||
| 1600 × 1000 | ||||||
| 2000 × 1000 | ||||||
| 2500 × 1600 |
Примечания. Плита размерами 2500 × 1600 мм и плиты класса точности 3, а также классов точности 000; 00 размерами свыше 400 × 400 мм изготовляют по заказу потребителя.
Таблица 10. Допускаемые отклонения угловых поверочных плит
| Типоразмер | Класс точности | Отклонения, мкм | ||
| от перпендикулярности рабочих поверхностей | от плоскости рабочих поверхностей | от перпендикулярности бокковых и рабочих поверхностей на длине 100 | ||
| П01 | ||||
| П02 | ||||
| П03 | ||||
Поверочные линейки (табл. 11) применяют при контроле отклонений формы и расположения обработанных поверхностей монтируемого оборудования и его узлов по методам контроля «на просвет» и пятен на краску, а также по методу линейных отклонений. В этих методах поверхность линейки материализует прилегающую плоскость или линию. Для контроля на просвет служат лекальные линейки типа ЛД, ЛТ и ЛЧ, а для контроля методом линейных отклонений и пятен на краску — поверочные линейки типа ШП, ШПХ, ШП0ТХ, ШД, ШМ, ШМ0ТС, УТ, УТ0ТК.
При контроле на просвет используют метод сравнения с образцом просвета между поверхностью лекальной линейки и плоскопараллельными концевыми мерами различного размера, притертыми к стеклянным пластинам. Погрешность измерения составляет примерно 2…3 мкм.
При контроле по методу линейных отклонений поверочную линейку с широкой рабочей поверхностью типа ШП, ШД или ШМ укладывают на две одинаковые опоры. Расстояние от линейки до поверяемой поверхности определяют с помощью плоскопараллельных мер, щупом или измерительной головкой, закрепленной в специальном штативе.
При измерении отклонений поверхностей от заданного расположения часто применяют поверочные линейки в сочетании с брусковыми уровнями. Поверочную линейку устанавливают на выверяемые узлы оборудования и по показанию уровня судят об их расположении. Для установки уровней наиболее удобно использовать поверочные лекальные линейки Л и линейки с шириной рабочей поверхностью ШД, ШПТК, ШМ и ШМ0ТК при ширине грани не менее 20 мм.
При измерениях учитывают погрешности изготовления линеек (табл. 12 и 13), а при установке линеек на опоры — величину прогиба (табл. 14).
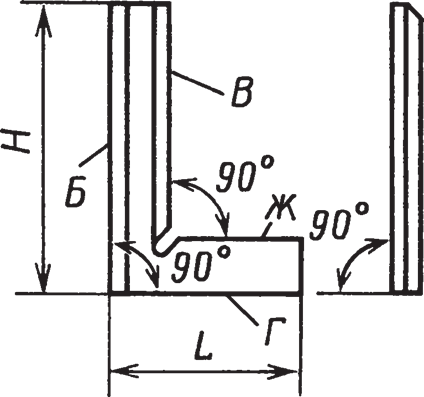
Угольники применяют для контроля отклонений от перпендикулярности расположения поверхностей деталей при выполнении сборочных и слесарных работ, а также при разметке (табл. 15). Для контроля на просвет используют поверочные лекальные угольники, их же можно применять и при контроле на слой краски. Слесарные плоские и поверочные слесарные угольники с широким основанием служат и для разметки.
Поверочные и разметочные призмы предназначены для разметки и установки деталей цилиндрической формы при контрольных операциях (табл. 16.)
Щупы применяют при выверке технологического оборудования, сборке и регулировке его узлов для проверки зазоров между различными поверхностями. Щупы выпускают первого и второго классов точности с толщиной пластин 0,02…0,1 и 0,15…1,0 мм соответственно с градацией через 0,01 и 0,05 мм. Пластины щупов изготовляют из стальной ленты. Допустимая желобчатость 4…7 мкм щупов первого класса точности, 6…12 мкм щупов второго класса точности.
Верхнее допускаемое отклонение толщины новых щупов первого класса точности 3…10 мкм, а щупов второго класса точности 5…15 мкм; нижнее допускаемое отклонение щупов первого класса точности –3…—10 мкм, а щупов второго класса точности –5…–16 мкм. Щупы длиной 100 мм поставляют наборами и отдельными пластинами, длиной 200 мм — отдельными пластинами (табл. 17).
Шаблоны применяют в процессе приемки, сборки, ревизии и ремонта оборудования. Радиусные шаблоны используют для контроля формы выпуклых и вогнутых поверхностей с радиусами 1…25 мм. Выпуклые поверхности контролируют вогнутыми шаблонами, и наоборот. Контроль проводят путем сопряжения шаблона с проверяемой поверхностью (по величине и равномерности просвета судят о качестве обработки). Изготовляют три набора радиусных шаблонов, в каждом из которых скомплектованы пластины для контроля как наружного, так и внутреннего размеров. Средний срок службы радиусных шаблонов два года.
Таблица 11. Поверочные линейки
| Тип линейки | Обозна-чение | Эскиз | Размеры, мм | Класс точности | Преимущественный метод проверки изделий | Пример условного обозначения | |
| l | b | ||||||
| Лекальные | |||||||
| С двусторонним скосом | ЛД | 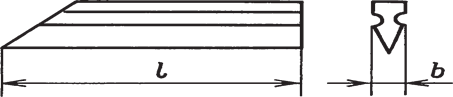
| 0; 1 | Метод световой щели (на просвет) | Линейки нулевого класса точности длиной 200 мм: Линейка ЛД-0-200 ГОСТ 8026–92 | ||
| Трехгранные | ЛТ | 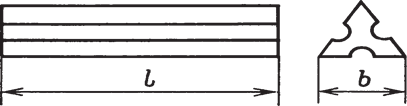
| Линейки первого класса точности длиной 500 мм: Линейка ЛТ-1-500 ГОСТ 8026–92 | ||||
| Четырехгранные | ЛЧ | 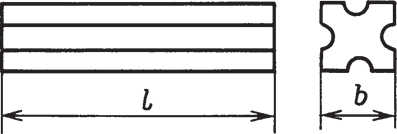
| Линейки первого класса точности длиной 320 мм: Линейка ЛЧ-1-320 ГОСТ 8026–92 | ||||
| Прямоугольного сечения | ШП | 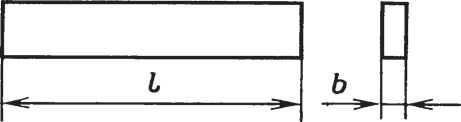
| 0; 01; 1; 2 | Метод линейных отклонений. Метод пятен на краску | Линейки первого класса точности длиной 630 мм: Линейка ШП-1-630 ГОСТ 8026–92 | ||
| Прямоугольного сечения хромированные | ШПХ | 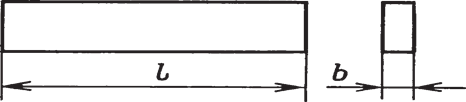
| 0; 01; 1; 2 | Применение для материализации прилегающей прямой или плоскости при контроле расположения | Линейки первого класса точности длиной 400 мм: Линейка ШПХ-1-400 ГОСТ 8026–92 | ||
| Прямоугольного сечения из твердокаменных пород | ШП0ТК | 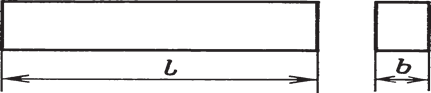
| 00; 0; 01 | Линейки нулевого класса точности длиной 400 мм: Линейка ШП-ТК-0-400 ГОСТ 8026–92 | |||
| Двутаврового сечения | ШД | 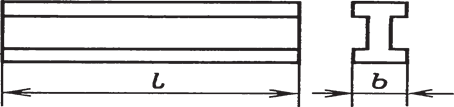
| 0; 01; 1 и 2 | Линейки второго класса точности длиной 3000 мм: Линейка ШД-2-3000 ГОСТ 8026–92 | |||
| 01; 1; 2 | |||||||
| 1;2 | |||||||
| С широкой рабочей поверхностью | |||||||
| Мостики | ШМ | 
| 01; 1; 2 | Метод линейных отклонений. Метод пятен на краску. Применение для материализации прилегающей прямой или плоскости при контроле расположения | Линейки второго класса точности длиной 2500 мм: Линейка ШМ-2-2500 ГОСТ8026–92 | ||
| Мостики из твердокаменных пород | ШМ0ТК | 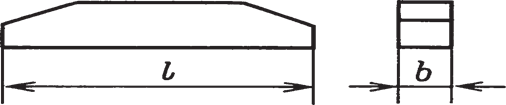
| 00; 0; 01 | Линейки нулевого класса точности длиной 2000 мм: Линейка ШМ-ТК-0- 2000 ГОСТ 8026–92 | |||
| Угловые | |||||||
| Трехгранные | УТ | 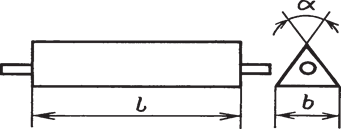
| α = 45° | 0; 1 | Метод пятен на краску | Линейки первого класса точности длиной 630 мм, 60° шаброванные: Линейка УТ-1-630-60- Ш ГОСТ 8026–92 | |
| 55° | |||||||
| 60° |
Таблица 12. Допускаемые отклонения поверочных линеек по ГОСТ 8026–92
| Длина линейки L, мм | Допуск | |||||||||||
| плоскостности | параллельности | перпендикулярности | ||||||||||
| для классов точности | ||||||||||||
| 0,01 | 1 и 2 | |||||||||||
| мкм | ||||||||||||
| 1,6 | 2,5 | 2,5 | ||||||||||
| – | ||||||||||||
| 2,5 | ||||||||||||
| – | ||||||||||||
| – | — | – |
Таблица 13. Отклонения от прямолинейности (мкм) рабочих поверхностей поверочных линеек
| Длина линеек, мм | Класс точности | |
| 0,6 | 1,0 | |
| 1,2 | ||
| 1,6 | ||
| 1,2 | 2,0 | |
| 1,6 | 2,5 | |
| 2,0 | 3,0 |
Таблица 14. Максимальный прогиб (мкм) поверочных линеек
| Длина линеек, мм | Тип линеек при опорах | |||
| на концах линеек | на расстоянии 0,21 длины линеек | |||
| ШП | ШД | ШП | ШД | |
| 2,5 | 2,3 | 0,05 | 0,02 | |
| 0,31 | 0,27 | |||
| – | – | |||
| 5,7 | ||||
Резьбовые шаблоны предназначены для определения профиля номинального шага метрической резьбы и числа ниток на один дюйм для дюймовых резьб при контроле с невысокой точностью. Резьбовые шаблоны комплектуют в наборы для метрической и дюймовой резьб (см. табл. 17). Дюймовый набор № 2 обозначают Д55 °, а метрический № 1 — М60 °.
Проволочки и ролики для измерения среднего диаметра резьбы выпускают по ГОСТ 2475–88 типов:
I — гладкие проволочки (0,045… 0,346 мм);
II — ступенчатые проволочки (0,115…4,980 мм);
III — ролики (5,176…35,00 мм).
Для контроля больших резьб и шлицевых соединений с эвольвентным профилем применяют ролики типа III размером 5,176…26,231 мм.
Отвесы используют для задания вертикальной базы отсчета, центрирования оптико0механических приборов над точкой, а также для вертикального проектирования точек и переноса осей. Отвес состоит из тонкой нити с грузом. Конструкция груза может быть самой разнообразной; известны геодезические и маркшейдерские отвесы с грузом, имеющим подсветку острия: отвесы с полым грузом, содержащим встроенную катушку для намотки нити и т.п. Амплитуда колебаний и искривление нити отвеса под действием потоков воздуха зависят от диаметра нити и массы груза, поэтому при монтаже оборудования применяют отвесы из тонкой проволоки.
Стальные строительные отвесы (табл. 18) с трехпрядными капроновыми шнурами стандартизованы (ГОСТ 7948–80) (рис. 6).
Струны при монтаже оборудования применяют для проверки точности разбивки осей, контроля отклонений формы поверхностей оборудования, расположения его узлов и деталей. В качестве струн служит стальная проволока, реже — нити из капрона или нейлона. Наиболее целесообразно использовать в роли струн стальную проволоку диаметром 0,2…0,4 мм. Проволока должна иметь большое временноVе сопротивление на разрыв и постоянный диаметр. Эффективно применять проволоку марки ОВС по ГОСТ 2771–81.
Таблица 15. Угольники
| Угольниики | Параметр | |||||||||||||||
| Слесарные плоские типа УП | Размер H × L, мм | 60 × 40 | 100 × 60 | 160 × 100 | 250 × 160 | 400 × 250 | ||||||||||
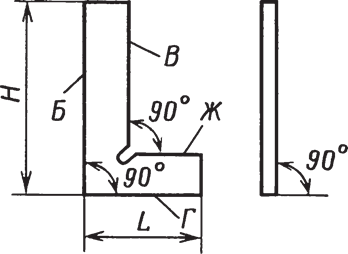
| Класс точности Допускаемые отклонения, мкм: от перпендикулярности измерительных поверхностей В к Ж; Б к Г | – – | ||||||||||||||
| от плоскостности измерительных поверхностей Б, В, Г и Ж | – | – | – | |||||||||||||
| Обозначение слесарного плоского угольника первого класса точности размером 250 × 160 мм: Угольник УП-1-250 ГОСТ 3749–77 | ||||||||||||||||
Поверочные слесарные с широким основанием типа УШ
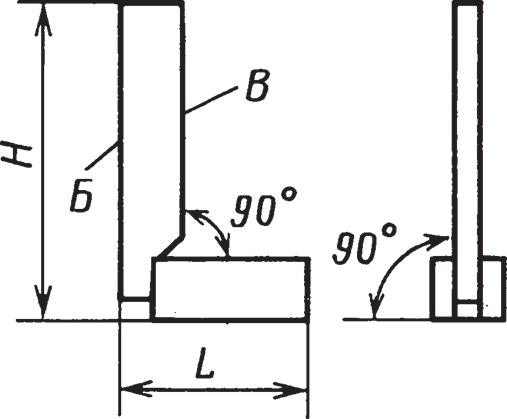
| Размер H × L, мм Класс точности Допускаемые отклонения, мкм: от перпендикулярности измерительных поверхностей Б и В к опорным поверхностям для классов точности: | 60 × 40 0; 1; 2 | 100 × 60 0; 1; 2 | 160 × 100 0; 1; 2 | 250 × 160 0; 1; 2 | 400 × 250 0; 1; 2 | 630 × 400 1; 2 | 1000 × 630 1; 2 | 1600 × 1000 | |||||||
| 2,5 | 3,5 | 4,5 | – | – | – | |||||||||||
| 5,0 | 7,0 | 9,0 | – | |||||||||||||
| 13,0 | 18,0 | 22,0 | ||||||||||||||
| Угольники | Параметр | |||||||||||||||
| от плоскостности и прямолинейности измерительных поверхностей Б и В для классов точности: | 1,5 3,0 6,0 | 1,5 3,0 6,0 | 2,5 5,0 10,0 | – 6 | – 10 | – – 30 | ||||||||||
| Обозначение слесарного угольника с широким основанием первого класса точности размером 250 × 160 мм: Угольник УШ-1-250 ГОСТ 3749–77 | ||||||||||||||||
Поверочные с широким основанием из твердокаменных пород типа УШ-ТК
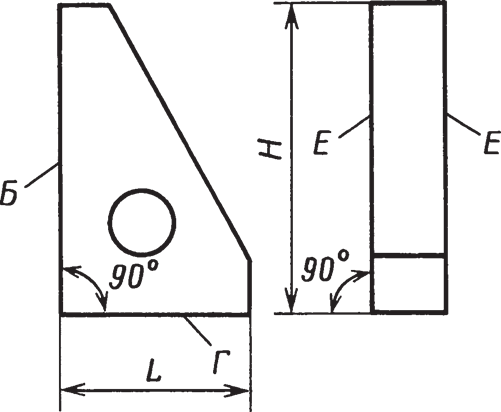
| Размер H × L, мм Класс точности Допускаемые отклонения, мкм: от перпендикулярности измерительных поверхностей Б и Г от плоскостности поверхностей: измерительных опорных Б, Г и Е Материал | 250 × 160 | 400 × 250 | |||||||||||||
| 3,8 1,2 1,6 | 3,0 | 2,0 | 4,0 | |||||||||||||
| Черный или серый гранит, диабаз, габбро | ||||||||||||||||
| Обозначение угольника с широким основанием из твердокаменных пород нулевого класса точности высотой 400 мм: Угольник УЖ-ТК-0-400 ТУ 2-084–82 | ||||||||||||||||
| Угольники | Параметры | |||||||||||||||
Лекальные поверочные типа УЛ
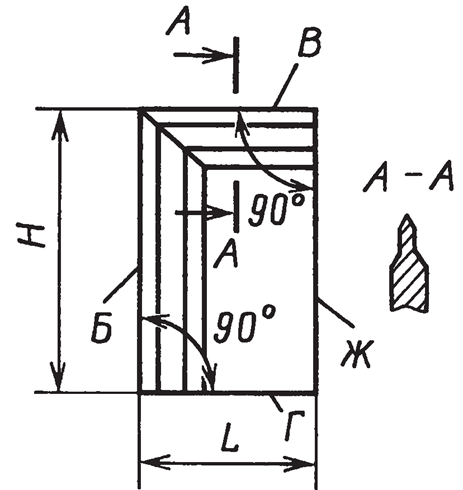
| Размер H × L, мм Толщина, мм Класс точности Допускаемые отклонения, мкм: от перпендикулярности измерительных поверхностей Б и В к опорным поверхностям Г и Ж от прямолинейности | 60 × 40 | 100 ×20 | 160 ×25 | ||||||||||||
| 2,0 1,0 | 3,5 1,5 | |||||||||||||||
| Обозначение лекального угольника нулевого класса точности размером 100 × 600 мм: Угольник УЛ-0-100 ГОСТ 3749–77 | ||||||||||||||||
Поверочные лекальные плоские типа УЛП
| Размеры H L, мм Класс точности Допускаемые отклонения, мкм: от перпендикулярности измерительных поверхностей Б и В к опорным поверхностям Г и Ж от плоскостности и прямолинейности поверхностей: измерительных опорных от параллельности опорных поверхностей | 60 × 40 | 100 × 60 | 160 × 100 | 250 × 160 | |||||||||||
| 2,5 | 5,0 | 3,0 | 6,0 | 3,5 | 7,0 | 4,5 | 9,0 | |||||||||
| 1,0 | 2,0 | 1,0 | 2,0 | 1,5 | 2,0 | 1,5 | 3,0 | |||||||||
| 1,5 | 2,5 | 1,5 | 2,5 | 2,0 | 4,0 | 2,0 | 4,0 | |||||||||
| 2,5 | 5,0 | 3,5 | 6,0 | 3,5 | 7,0 | 4,5 | 9,0 | |||||||||
| Обозначение лекального плоского угольника нулевого класса точности размером 160 × 100 мм: Угольник УЛП-0-160 ГОСТ 3749–77 | ||||||||||||||||
Таблица 16. Призмы
| Призмы поверочные и разметочные | Параметр | |||||||||||
С одной призматической выемкой и накладкой типа П1
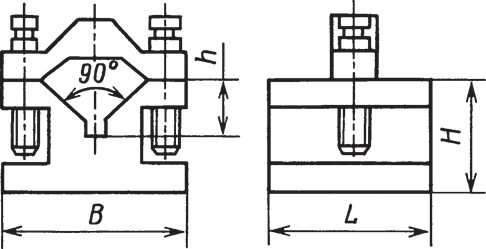
| Типоразмер | П101 | П102 | П103 | П104 | |||||||
| Размеры, мм В | ||||||||||||
| L | ||||||||||||
| H | ||||||||||||
| h | ||||||||||||
| Диаметр устанавливаемых изделий, мм | 3…15 | 5…30 | 8…70 | 12…110 | ||||||||
| Допускаемые отклонения от параллельности выемок основанию и боковым граням (мкм) по классам точности: | ||||||||||||
| 2,5 | ||||||||||||
С четырьмя призматическими выемками типа П2
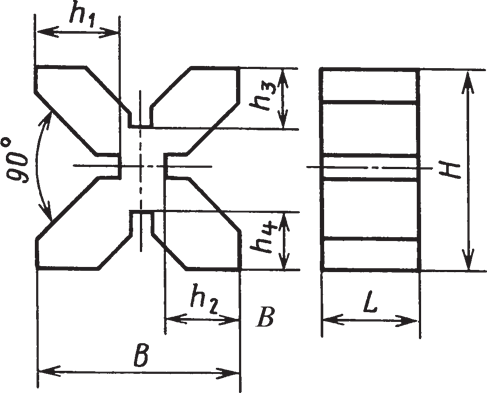
| Типоразмер | П201 | П202 | П203 | П204 | |||||||
| Размеры B L × H, мм | 100 × 60 × 90 | 150 × 80 × 135 | 200 × 100 × 180 | 300 × 125 × 270 | ||||||||
| Размеры выемок, мм: h1 | ||||||||||||
| h2 | ||||||||||||
| h3 | ||||||||||||
| h4 | ||||||||||||
| Призмы поверочные и разметочные | Параметр | |||||||||||
| Класс точности | ||||||||||||
| Допускаемые отклонения, мм: от параллельности выемок основанию и боковым граням и от симметричности расположения выемок | ||||||||||||
| от перпендикулярности боковых граней призм | ||||||||||||
| от разности расстояния выемок двух призм одного комплекта | ||||||||||||
С одной призматической выемкой типа ПЗ
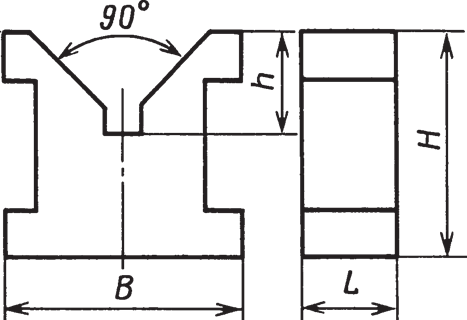
| Типоразмеры | П301 | П302 | |||||||||
| Размеры призмы B × L × H, мм | 200 × 100 × 125 | 300 × 125 × 180 | ||||||||||
| Размеры выемки h, мм | ||||||||||||
| Диаметр устанавливаемых изделий, мм | 2…160 | 32…300 | ||||||||||
| Класс точности | ||||||||||||
| Допускаемые отклонения, мкм: от параллельности выемок основанию и боковым граням | ||||||||||||
| от перпендикулярности боковых граней основания | ||||||||||||
| от разности расстояний выемок двух призм одного комплекта | ||||||||||||
Таблица 17. Наборы щупов, радиусных и резьбовых шаблонов
| Наименование и эскиз | Параметр | № набора щупов | ||
Щупы
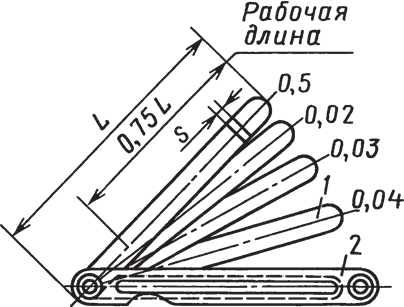 1 — щуп; 2 – обойма
1 — щуп; 2 – обойма
| Номинальная толщина щупа s | 0,02…0,1 | 0,55…1,0 | 0,1…1,0 |
| Число щупов | ||||
| Габаритные размеры | 6 × 12 × 112 | 8,5 × 12 × 112 | 13 × 12 × 112 | 11 × 12 × 112 |
| Масса, кг | 0,02 | 0,04 | 0,07 | 0,05 |
Радиусные шаблоны
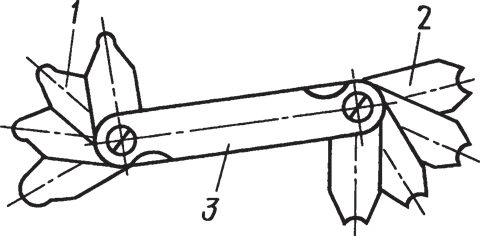 1 — выпуклый шаблон; 2 – вогнутый шаблон; 3 – обойма
1 — выпуклый шаблон; 2 – вогнутый шаблон; 3 – обойма
| Номинальный радиус | 1; 1,2; 1,6; 2; 2,5; 3; 4; 5; 6 | 8; 10; 12; 16; 20; 25 | 7; 8; 9; 10; 11; 12; 14; 16; 18; 20; 22; 25 |
| Число выпуклых и вогнутых шаблонов | По 9 | По 6 | По 12 | |
| Габаритные размеры | 11 × 13 × 72 | 9 × 20 × 85 | 12,5 × 20 × 85 | |
| Масса, кг | 0,048 | 0,058 | 0,095 | |
Резьбовые шаблоны
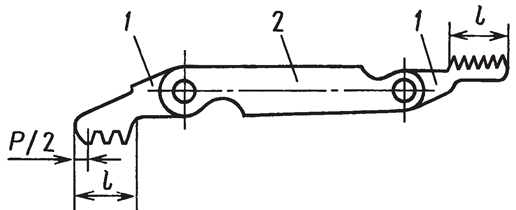 1 — резьбовые шаблоны; 2 – обойма;
l — рабочий участок
1 — резьбовые шаблоны; 2 – обойма;
l — рабочий участок
| Число шаблонов | |||
| Угол профиля резьбы, ° | ||||
| Шаг резьбы Р | 0,4; 0,45; 0,5; 0,6; 0,7; 0,75; 0,8; 1; 1,25; 1,5; 1,75; 2; 2,5; 3; 3,5; 4; 4,5; 5; 5,5; 6 | – | ||
| Число ниток на 1″ | – | 28; 24; 20; 19; 18; 16; 14; 12; 11; 10; 9; 8; 7; 6; 5; 41/2; 4 | ||
| Масса, кг | 0,022 | 0,018 | ||
| Габаритные размеры | 10 × 13 × 65,75 | |||
| Предельные отклонения от номинального шага резьбы | ±(0,10…0,015) |
Таблица 18. Технические характеристики стальных строительных отвесов
| Типоразмер | D, мм (предельное отклонение ±0,5 мм) | L, мм (предельное отклонение ±1 мм) | Масса, кг, не более | Длина шнура, м | Диаметр шнура, мм |
| ОТ50 | 0,05 | 1,8 | |||
| ОТ100 | 0,1 | ||||
| ОТ200 | 0,2 | ||||
| ОТ400 | 0,4 | ||||
| ОТ600 | 0,6 | ||||
| ОТ800 | 0,8 | 3,0 | |||
| ОТ1000 | |||||
| ОТ1500 | 1,5 |
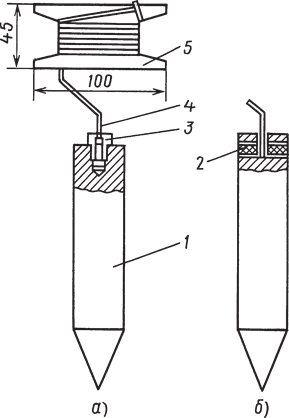
Рис. 6. Стальные строительные отвесы: а — исполнение 1; б — исполнение 2; 1 — корпус; 2 — вставка; 3 — головка; 4 — шнур; 5 — планка