Сварочная дуга. Виды сварочных дуг.
Технология выполнения швов различной протяженности.
3. Объясните назначение покрытия на плавящихся электродах.
Ответы
1. 1. Сварочная дуга.
Сварочной дугой называется электрический разряд между двумя электродами в ионизированной смеси газов и паров, характеризующийся высокой плотностью тока и малым напряжением.
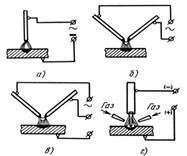
В зависимости от схемы подвода сварочного тока, рода тока и других признаков различают следующие виды сварочных дуг:
дуга прямого действия (рис а), когда дуга горит между электродом и свариваемым металлом;
дуга косвенного действия (рис б), когда дуга горит между двумя электродами, а свариваемый металл не включен в электрическую цепь;
дуга между двумя плавящимися электродами и свариваемым изделием при питании переменным трехфазным током (рис. в);
сжатая дуга (рис г) - дугу сжимают при помощи подачи газа на дугу, для уменьшения сварочной дуги(тем самым уменьшается анодное пятно), увеличивается глубина провара, уменьшается ширина сварочной ванны и уменьшается разбрызгивание металла.
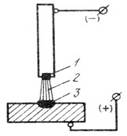
Сварочная дуга состоит из катодной области, столба дуги и анодной области: катодная область, 2 - столб дуги, 3 - анодная область.
Температура в столбе дуги достигает 6000...7000° С, в анодной области- 2500-4000, в катодной области- 2500-3000 градусов.
Технология выполнения швов различной протяженности.
Все сварные швы в зависимости от их длины условно разбивают на три группы:
• короткие - до 250 мм • средней длины - от 250 до 1000 мм; • длинные - от 1000 мм и более.
Короткие швы выполняют «на проход» в одном направлении, т. е. при движении электрода от начала шва к концу (рис. а).
При выполнении швов средней длины и длинных возможно деформация изделий. Чтобы избежать этого, швы средней длины выполняют «на проход» от середины к концам (рис. б) или обратноступенчатым способом (рис. в), сущность которого состоит в том, что весь шов разбивают на участки длиной 100-350 мм с таким расчетом, чтобы каждый из них мог быть выполнен целым числом электродов (двумя, тремя и т. д.). При этом переход от участка к участку совмещается со сменой электрода. Каждый участок заваривается в направлении, обратном общему направлению сварки, а последний всегда заваривается «на выход».
Длинные швы выполняют от середины к концам обратноступенчатым способом (рис, г). В данном случае возможно организовать работу одновременно двух сварщиков.

Задача. Объясните назначение покрытия на плавящихся электродах.
Покрытия на плавящихся электродах предназначено для:
1. Защиты расплавленного металла от кислорода и азота воздуха при сварке. Это достигается газами, которые образуются из покрытия в зоне дуги.
2. Теплоизоляция расплавленного металла шва. Этим достигается пластичность шва.
3. Обеспечение устойчивого горения дуги, за счет введения в покрытие ионизирующих добавок.
4. Легирование металла шва.
Билет № 4
Устройство и назначение сварочного трансформатора.
Оборудование и классификация сварочного поста электросварщика.
Задача. Подобрать основные параметры сварки для металла толщиной 8 мм. Сварка в нижнем положении.
Ответы
Вопрос 1. Устройство и назначение сварочного трансформатора.
Для дуговой сварки используют как переменный, так и постоянный сварочный ток. В качестве источника переменного сварочного тока применяют сварочные трансформаторы, а постоянного - сварочные выпрямители и сварочные преобразователи.
Источник питания сварочной дуги – сварочный трансформатор - обозначается следующим образом: Например:
ТДМ-317, где:
Т - трансформатор;
Д - для дуговой сварки;
М - механическое регулирование;
31 - номинальный ток 310 А;
7 - модель.
Сварочный трансформатор служит для понижения напряжения сети с 220 или 380 В до безопасного, но достаточного для легкого зажигания и устойчивого горения электрической дуги (не более 80 В), а также для регулировки силы сварочного тока.
Трансформатор имеет стальной сердечник (магнитопровод) и две изолированные обмотки. Обмотка, подключенная к сети, называется первичной, а обмотка, подключенная к электрододержателю и свариваемому изделию, - вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60-65 В; напряжение при ручной сварке обычно не превышает 20-30 В.
В нижней части сердечника находится первичная обмотка, состоящая из двух катушек, расположенных на двух стержнях. Катушки первичной обмотки закреплены неподвижно. Вторичная обмотка, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка - подвижная и может перемещаться по сердечнику при помощи винта, с которым она связана, и рукоятки, находящейся на крышке кожуха трансформатора.
Регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки по часовой стрелке вторичная обмотка приближается к первичной, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, и сварочный ток уменьшается.
Так же в трансформаторе есть амперметр- показывающий силу тока и вольтметр- показывающий напряжение в сети.
2. Сварочным постом называют рабочее место сварщика, оборудованное соответствующей аппаратурой и приспособлениями.
Организация рабочего места электросварщика.
Сварочные посты в зависимости от рода применяемого тока и типа источника питания дуги делятся на следующее виды:
• постоянного тока с питанием от однопостового или многопостового сварочного преобразователя или сварочного выпрямителя;
• переменного тока с питанием от сварочного трансформатора.
Сварочные посты по месту расположения могут быть стационарные и передвижные.
Стационарные посты представляют собой открытые сверху кабины для сварки изделий небольших размеров. Каркас кабины металлический. Стены окрашены в светлые тона огнестойкой краской. Окраска стен в темные тона не рекомендуется, так как она плохо поглощает ультрафиолетовые лучи сварочной дуги. Высота сварочного стола 500-600 мм; крышка стола площадью 1 м2, которую изготавливают из листовой стали толщиной около 25 мм. К нижней части крышки или ножки стола приваривают стальной болт, служащий для крепления токопроводящего кабеля от источника тока и для заземления. У стола сбоку имеется два кармана для электродов разных марок. Под ногами у сварщика должен находиться резиновый коврик.
Передвижной пост применяется в случаях сварки изделия крупных форм и необходимости проведения сварки в нестандартных условиях.
Сварочный пост комплектуется: • источником питания;• электрододержателем;• сварочными проводами;• зажимами для токопроводящего провода;• сварочным щитком с защитными светофильтрами;• различными зачистными и мерительными инструментами.
- Кабели и сварочные провода. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи.Токоподводящий провод соединяется с изделием через специальные зажимы.
Сварщики обеспечиваются средствами личной защиты, спецодеждой.
Одежда сварщика изготавливается из различных тканей, которые должны удовлетворять двум основным требованиям:
• наружная поверхность одежды должна быть огнестойкой и термостойкой;
• внутренняя (изнаночная) поверхность одежды должна быть влагопоглощающей.
Исходя из этих требований одежду для сварщиков - куртку и брюки - шьют из брезента, сукна, замши; иногда ткани комбинируют.
При выполнении сварочных работ сварщик пользуется традиционным инструментом: металлической щеткой для зачистки кромок и удаления шлака; молотком-шлакоотделителем для удаления шлаковой корки; зубилом; рулеткой металлической, угольником, чертилкой.
3.Задача. Подобрать основные параметры сварки для металла толщиной 8 мм. Сварка в нижнем положении.
Выбор диаметра электрода.
Диаметр выбирают по толщине свариваемого металла. В данном случае необходимы электроды двух диаметров, так как шов многослойный.
Для выполнения корневого шва выбирают электрод диаметром 2 мм, а последующие слои выполняют электродами 4 мм.
Силу тока рассчитывают по формуле
I=(20+6Dэл)Dэл.
Для Ø 2 мм I=(20+6Dэл)Dэл=(20+6∙2)∙2=64 А.
Для Ø 4 мм I=(20+6Dэл)Dэл=(20+6∙4)∙4=176 А.
Принимают переменный ток.
Для зажигания дугового разряда нужно иметь от источника питания напряжение 30-60 В, а для горения - 20-40 В.