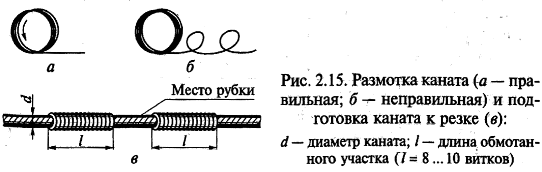
Для выполнения такелажных работ требуются канаты различной длины; с завода они поступают длиной 250, 500 и 1000 м. Канаты доставляют на строительную площадку, разматывают (рис. 2.15, а, б), вращая барабан или бухту на специальной инвентарной металлической катушке, и разрезают на куски требуемой длины.
Прежде чем разрезать, канат обматывают тонкой мягкой проволокой, чтобы предотвратить его скручивание.
На рис. 2.15,в показана подготовка каната к резке.
Один конец обмоточной проволоки забивают и вводят в пряди каната, а другой пропускают под витки и обрезают. Отрезанные куски каната снабжают копией заводской бирки и сертификата, причем на бирке следует указывать длину отрезанного куска.
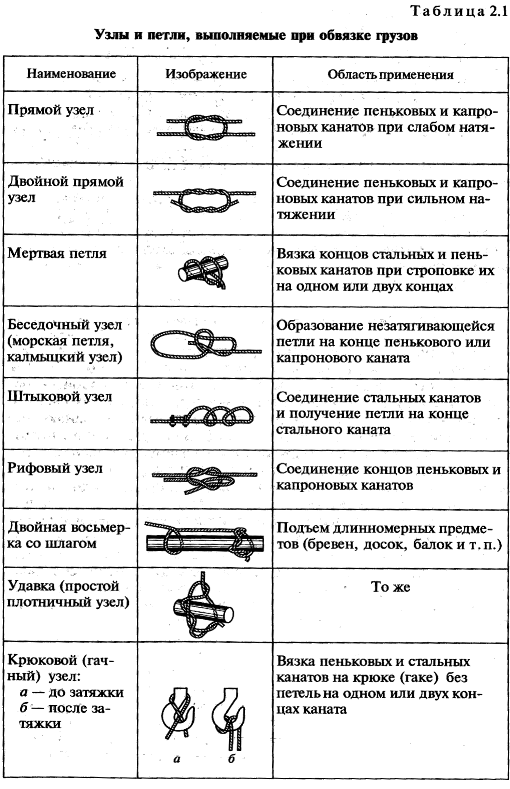
Канаты к поднимаемому грузу и между собой крепятся узлами. Узлы и петли при монтаже должны обеспечивать надежное и быстрое крепление груза, а также легкое и быстрое его высвобождение.
Наибольшее распространение при обвязке грузов получили узлы и петли, показанные в табл. 2.1.
Счаливание (сплетение) концов канатов между собой — надежное соединение, часто применяемое при такелажных работах.
Существует несколько способов сплетения канатов, однако все они должны обеспечивать равнопрочность по сравнению с целым канатом. Счаливание концов канатов допускается только в том случае, если у них одинаковые конструкции и диаметры.
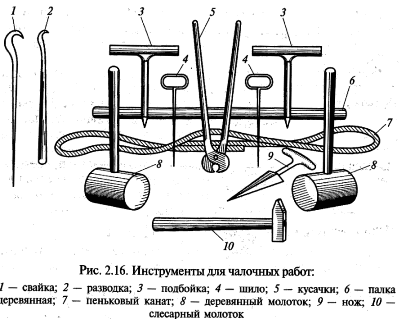
На рис. 2.16 представлены инструменты, применяемые для выполнения чалочных работ.
Счаливают канаты (рис. 2.17, а) в следующей последовательности. На расстоянии 500… 700 мм от концов обоих счаливаемых канатов (рис. 2.17, б) накладывают перевязки 7 (марки), т.е. обматывают канат мягкой проволокой, а затем конец каната распускают на пряди. Концы каждой пряди для предотвращения роспуска прядей проволочки также обматывают мягкой проволокой. Органический сердечник на всю длину распущенного каната вырезают. Стыкуемые канаты соединяют так, чтобы пряди располагались в шахматном порядке, вплоть до перевязок (рис. 2.17, в). Для этого пряди левого каната привязывают двумя перевязками 3 к правому канату и накладывают дополнительные перевязки 4, расположенные друг от друга на расстоянии, равном 40d каната, и препятствующие роспуску каната. 3атем перевязку 1 с левого каната снимают, любую из свободных перевязок накладывают на смежную встречную прядь и с помощью свайки пробивают (пропускают) ее под следующие две пряди (рис. 2.17, г).
Пробитую прядь обтягивают и молотком обколачивают две пряди, под которые пробита ходовая прядь. Ходовыми прядями называют пряди расплетенного конца каната, которыми пробивают второй канат.
Затем также пробивают следующую свободную ходовую прядь под следующие две пряди. Аналогично пробивают все остальные пряди и еще раз те же пряди, а затем снимают перевязку 1 правого каната, перевязки 3 и дважды пробивают пряди левого каната. Затем поочередно вторично выполняют по две пробивки всех прядей с каждой стороны стыка. В таком же порядке сплетают канат на всю длину стыка до перевязок 4. Сплетка заканчивается пробивкой еще по одному разу половины ходовых прядей с каждой стороны через одну прядь (одну прядь пробивают, вторую оставляют, следующую опять пробивают и т.д.). В зависимости от длины стыка число пробивок может составлять 5 1/2; 6 1/2 и т.д.
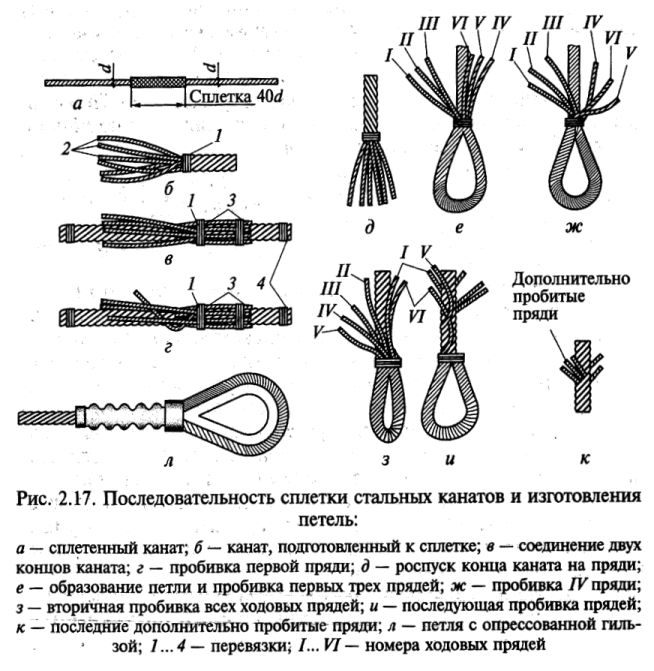
Канаты у петли сплетают следующим образом. На расстоянии 500… 700 мм от конца каната накладывают перевязку, и канат распускают на пряди (рис. 2.17 д). Концы прядей, так же как и при сплетке прямых канатов, обвязывают мягкой проволокой. Органический сердечник по всей длине распущенного конца вырезают. Конец распущенного каната загибают в петлю, привязывают место перевязки к коренному канату. Первую проводку пряди выполняют в положении, когда петля обращена к работающему своей изогнутой частью, а ходовые пряди расположены справа. Первую ходовую прядь пропускают в канат справа налево (против спуска каната). Спуском каната называется направление заплетаемой петли к коренной части каната. Первую прядь для пробивки выбирают так, чтобы после снятия перевязки не происходило закручивания или раскручивания каната.
Ходовую прядь I (рис. 2.17, е) пробивают под одну коренную, II — под две, III — под три пряди. Все три пряди пробивают в одном и том же месте. Ходовую прядь IV пробивают через то же место, что и первые три, но в обратном направлении, под две коренные пряди (рис. 2.17, ж). Ходовую прядь V пробивают под ту же прядь в обратном направлении. Ходовую прядь VI пробивают так же, как I, но в обратном направлении, накрывая эту прядь. Второй раз каждую ходовую прядь пробивают через одну смежную под две следующие коренные пряди (рис. 2.17, з). Последующие пробивки выполняют аналогично II (рис. 2.17, и).
Последнюю пробивку делают половинным числом прядей (рис. 2.17, к). Пробитые пряди обрубают у самого каната и все сплетение плотно обматывают мягкой отожженной проволокой.
Зависимость числа пробивок каната каждой прядью при заплетке от его диаметра
Диаметр каната, мм до 15 15…28 28…60
Число пробивок, не менее 4 5 6
Разъемную петлю на конце каната при креплении его к такелажному приспособлению выполняют с применением либо коуша и зажимов, либо разъемных клиновых зажимов. При огибании канатами цилиндрического захватного устройства без коуша отношение диаметра закругления захватного устройства к диаметру каната должно быть не менее 4. Расположение и крепление канатов в такелажных средствах должно исключать возможность их схода с барабанов, блоков и направляющих, а также перетирание при соприкосновении с конструкциями или другими канатами. Недопустимо соприкосновение канатов с токоведущими проводами. Во избежание повреждения в местах резких перегибов канатов устанавливают подкладки с устройствами, предохраняющими их от падения после снятия нагрузки.
Разъемные соединения канатов расчалок, прикрепленные к вершине такелажных средств и якорям, а также неподвижные концы каната монтажных полиспастов к блокам затягивают внизу до подъема такелажных средств с обязательным устройством сигнальной петли.
Канат крепят к оборудованию разъемными (неразъемными) соединениями. Следует отметить, что согласно ГОСТ 24259—80 при изготовлении элементов монтажных приспособлений из стального каната сращивание каната не допускается.
К неразъемным соединениям относят крепление петлей или крюком на конце каната, канатными узлами.
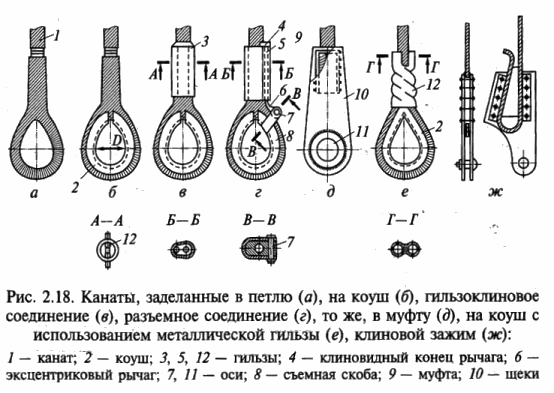
При креплений каната к деталям, проушинам конец стального каната заделывают в петлю (рис. 2.18).
Размер петли зависит от назначения каната или стропа. Петлю (см. рис. 2.18, a) образуют, счаливая канат 1 или устанавливая зажимы. Внутрь петли заделывают металлический коуш (см. рис. 2.18, б), который предохраняет канат от резких перегибов и перетирания. Размеры коушей регламентирует ГОСТ 2224—72.
Коуши изготавливают ковкой или штамповкой. Их маркируют по размеру D и обозначают этим номером. Например, коуш для каната диаметром более 12,5 до 15,5 мм имеет размер D 45, обозначается: коуш 45 ГОСТ 2224—72.
Канаты крепят к оборудованию или между собой с помощью канатных узлов (см. табл. 2.1).
Гильзоклиновое соединение (см. рис. 2.18, в) предназначено для заделки концов стальных канатов в стропах с образованием петли под коуш. Соединение применяют для канатов диаметром 3…22 мм. Гильзы 3 изготавливают из малоуглеродистых сталей, отожженных при температуре 900°С с последующим обжатием для придания им овальной формы.
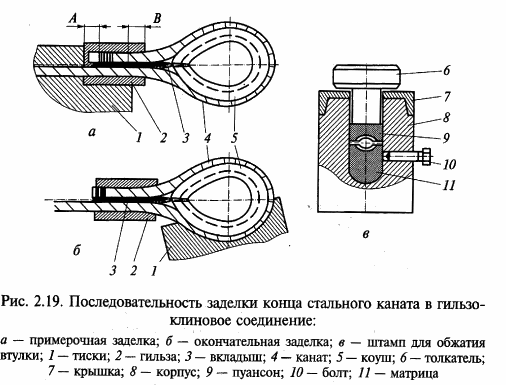
Конец каната 4 (см. рис. 2.19, а) заделывают в следующей последовательности. Сначала конец каната, входящий в гильзу, очищают бензином, бензолом или кипящей водой в течение 30 мин. Затем его пропускают через овальную гильзу, зажатую в тиски 1, огибают вокруг коуша и снова вставляют в гильзу 2.
Гильзу смещают к петле так, чтобы короткий конец каната выходил за пределы гильзы на 2…3 мм (рис. 2.19, б). Освобождают коуш 5, сбивая гильзы с обеих ветвей каната. Короткий конец каната не должен выходить из гильзы более чем на 1/3 ее длины (размер А).
После снятия коуша вставляют вкладыш 3, который пробойником забивают в гильзу на 1/3 ее длины (размер В). Затем устанавливают коуши так, чтобы короткий конец каната выходил из гильзы на 2…3 мм. После подготовки соединение устанавливают в штамп (рис. 2.19, в) и производят двустороннее обжатие с заданным усилением. Штамп состоит из толкателя 6, который может перемещаться вверх и вниз внутри корпуса.
Канаты заделывают на коуш 2 (см. рис. 2.18, е), скручивая металлическую гильзу 12, которую предварительно надевают на канат.
К разъемным соединениям также относят клиновой зажим (см. рис. 2.18, ж), который выполняют на высокопрочных болтах. Он надежен и удобен в работе.
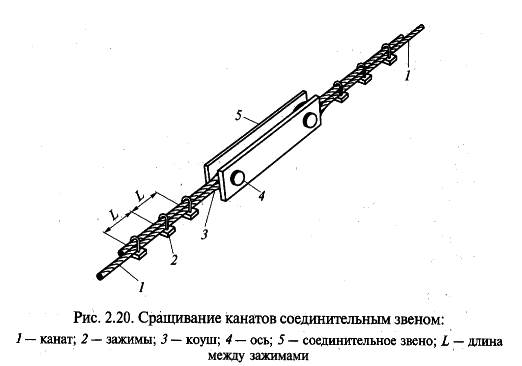
Для закрепления конца каната в петле, на коуше или для соединения двух концов канатов применяют зажимы 2 (рис. 2.20).
Дугу зажима ставят со стороны короткого конца каната. Зажимы затягивают до тех пор, пока суммарный размер поперечника сжимаемых канатов не составит 0,6 от их номинальных размеров. Расстояние между зажимами 2 и их число зависят от диаметра каната (табл. 2.2).
В большинстве случаев расстояние между зажимами принимают не менее шести диаметров соединяемого каната.
На один узел должно быть установлено не менее трех зажимов (см. рис. 2.20).