ВВЕДЕНИЕ
В начале 30-х годов в СССР в базовой отрасли советской индустрии – металлургии, планировалось ввести в строй сразу несколько крупных комбинатов, которые позволили бы Стране Советов быстро нарастить выпуск чугуна и выплавку стали. Одним из центров новой металлургии должен был стать Нижний Тагил – здесь, практически параллельно с известным строительством Магнитки и Кузнецкого комбината началось возведение их собрата.
Бандажный стан цеха КБЦ ОАО «ЕВРАЗ НТМК» является единственным в России. Он специализируется на производстве бандажей для железнодорожного транспорта и колец различной конфигурации для машиностроения.
правильно эксплуатировать, постоянно поддерживать в рабочем состоянии и своевременно ремонтировать. Это требование относится, прежде всего, к службе ремонта предприятия. Его значение возрастает с непрерывно повышающимся техническим уровнем машин, внедрением прогрессивных технологических ремонтов, обработки и высокопроизводительного инструмента.
Металлорежущие станки являются наиболее распространенными производственными машинами на предприятие. На данном предприятии расход электрической энергии в немалой степени зависит от грамотной эксплуатации этих станков. Одним из важнейших вопросов электрооборудования станков является правильный выбор типа электропривода для основных движений станка и движения подачи.Технически грамотный выбор типа электропривода для станка обеспечивает надёжную работу станка, его выгодные экономические показатели.
Цель дипломной работы – исследования электрического оборудования токарно-карусельного станка 1М557.
Для раскрытия данной цели нами были выбраны следующие задачи:
1.Изучение документации по токарно-карусельному вертикальному двухстоечному станку -1М557.
ОБЩАЯ ЧАСТЬ
Токарно-карусельные станки в технологическом процессе
Изготовление бандажей
В колесо - бандажный цех (КБЦ)входятколесо-прокатный и бандажный станы.
Проектная мощность бандажногостана- 148 тысяч тонн проката в год.Специализация - производство бандажей длялокомотивов, вагонов для железных дорогширокой колеи, вагонов метрополитена,трамваев, а также различных колец простой исложной конфигурации для машиностроения.
При изготовлении бандажей используются исходные заготовки массой 460 и 360 кг, полученные из вакуумированной стали. Заготовку нагревают до температуры 1260oС в течение 5,5 ч. В первой кольцевой печи заготовки выдерживают (изотермическая выдержка, совмещенная с нагревом) при температуре 600-750oС в течение 2,5 ч с последующим нагревом во второй печи в течение 3,0 ч до температуры 1260oС. В последней зоне второй печи заготовки выдерживают для выравнивания температуры по периметру заготовок с градиентом не более 45oС. Из печи заготовки подают манипулятором и устанавливаютна нижнюю обжимную плиту с неизменным положением от заготовки к заготовке зон максимального градиента по отношению к осадочной плите. Осаживали заготовку на прессе усилием 3000 т.с. осуществляли разгонку центральной зоны заготовки пуансоном на этом же прессе, прошивают перемычку с сосредоточенной в ней некачественной осевой зоной. Процесс деформации ведут с неизменным от заготовки к заготовке положением зон максимального температурного градиента по периметру заготовок относительно инструмента деформации, а изотермическую выдержку для противофлокенной обработки совмещают с процессом нагрева под деформацию и отпуском.
Бандаж,поступая на линию контроля бандажей, проходит все виды контроля. При обнаружении дефектов, бандаж направляется на токарно-
Технические характеристики:
Станки модели 1м557 предназначены для обтачивания и растачивания поверхностей в деталях из стали, чугуна и легких сплавов.
Наибольшая высота обрабатываемого изделия, мм - 1500.
Наибольший вес обрабатываемого изделия при числе оборотов планшайбы в минуту, кг - до 21,3 - 16000; до 63 - 4500.
Мощность электродвигателя привода главного движения, кВт - 55;
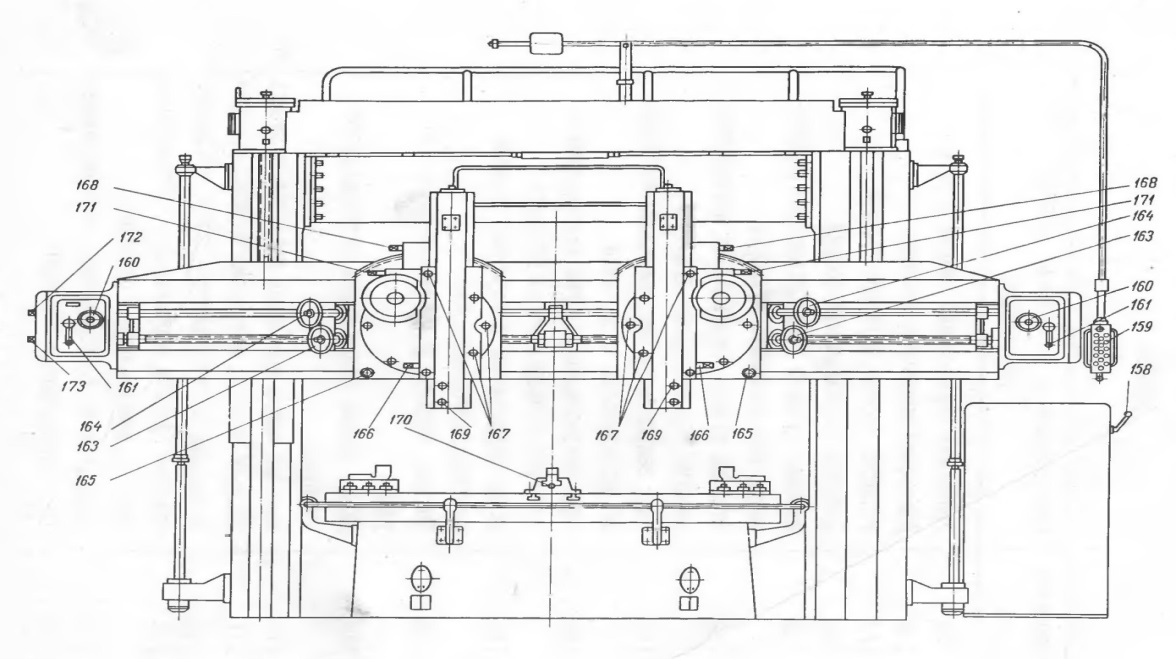
Рис. 1. 2 Общий вид станка с обозначением органом управления
Таблица1. Спецификация органов управления станка
| № | Наименование и назначение органовуправления |
| Рубильник подключения станка к сети | |
| Подвесная кнопочная станция | |
| Рукоятка выбора величины подачи | |
| Рукоятка переключения подачи | |
| Маховик ручного горизонтального перемещения вертикального суппорта | |
| Маховик ручного вертикально перемещения ползуна вертикального суппорта | |
| Винт закрепления вертикального суппортана направляющих поперечины | |
| Винт закрепления ползуна вертикальногосуппорта в направляющих суппорта | |
| Гайки закрепления поворотных салазок вертикального суппорта | |
| Квадрат червяка установки ползуна под углом | |
| Винты зажима резцедержек вертикального суппорта | |
| Квадрат винта крепления детали в кулачках | |
| Квадрат червяка натяжения пружины уравновешивания ползуна вертикального суппорта | |
| Квадрат ручного горизонтального перемещения | |
| Квадрат ручного горизонтального перемещения |
Кинематическая схема станка токарно-карусельного вертикального двухстоечного-1М557
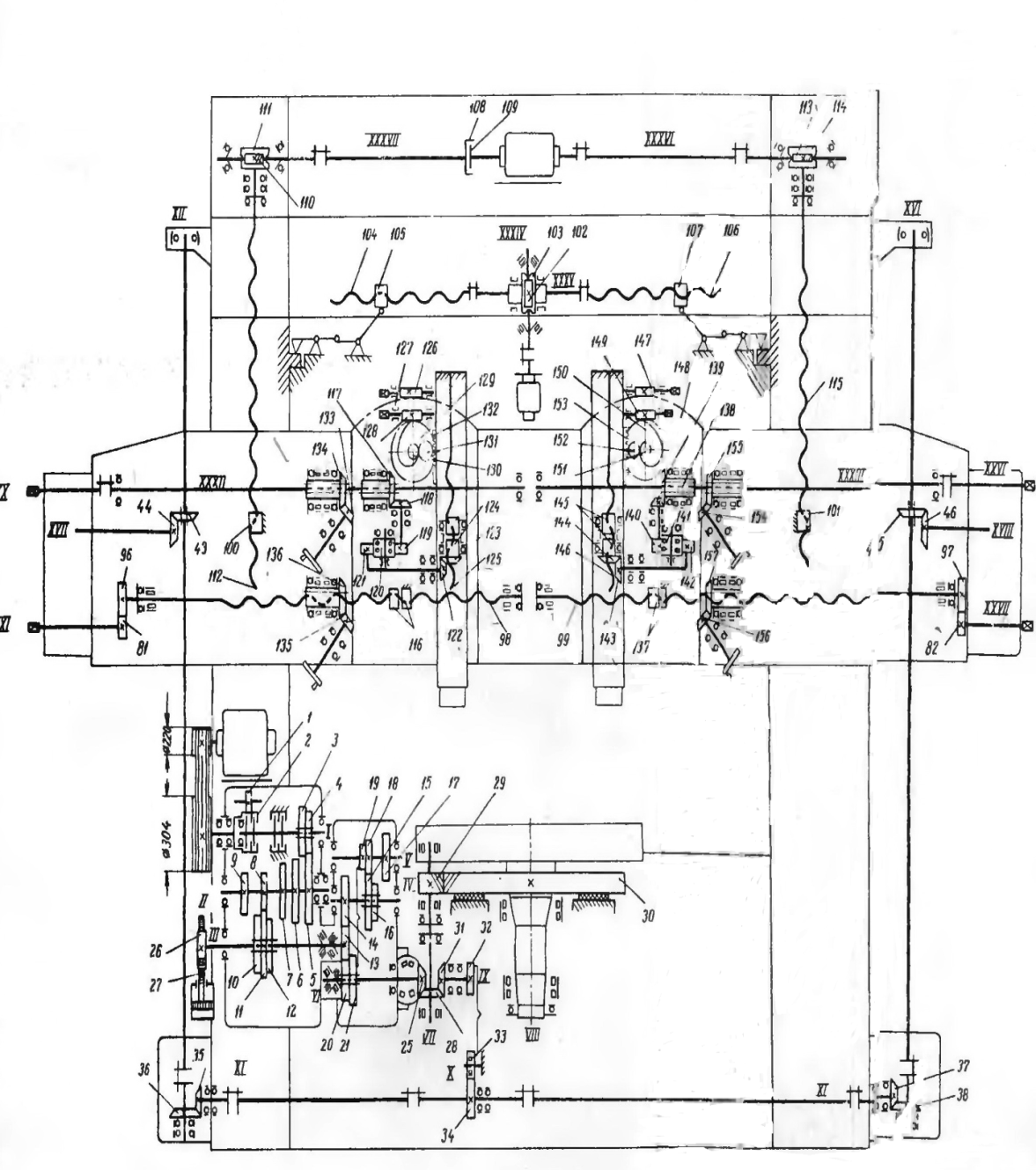
Рис. 1. 3 Кинематическая схема токарно-карусельного станка 1М557
Кинематика станка
7.2)Работа двигателя на скорости врезания в металл под нагрузкой:
 (2.17.),
(2.17.),
 =(31220,1*0,44)/(12*2*0,78)=6868,422Н*м
=(31220,1*0,44)/(12*2*0,78)=6868,422Н*м
7.3)Работа на установившейся скорости  :
:
 (2.18.),
(2.18.),
 =(4,124*104*0,44)/ (12*2*0,78)=963,375 Н*м
=(4,124*104*0,44)/ (12*2*0,78)=963,375 Н*м
7.4)Реверсирование на скорости  :
:
 (2.19.),
(2.19.),
Рис 1.4 Тахограмма и нагрузочная диаграмма фрагмент времени 0-0,1с
Расчет мощности двигателя
Исходя из рассчитанных моментов на валу двигателя, и зная угловые скорости вращения двигателя на всех участках
1)Рассчитаем требуемые мощности двигателя на каждом участке:
а)  (2.37.),
(2.37.),
 =969,375*54,545=52875 Вт
=969,375*54,545=52875 Вт
б)  (2.38.),
(2.38.),
 =228,271*32,727=7470,692 Вт
=228,271*32,727=7470,692 Вт
в)  (2.39.),
(2.39.),
 =733,806*32,727=24015,462 Вт
=733,806*32,727=24015,462 Вт
г)  (2.40.),
(2.40.),
 =989,175*148,818=140283Вт
=989,175*148,818=140283Вт
5)
д)  (2.41.),
(2.41.),
 =228,271*32,727=7470,692Вт
=228,271*32,727=7470,692Вт
2)Номинальные обороты двигателя должны быть не менее:
 (2.42.),
(2.42.),
 =141,818*30/3,14=13,54,264 об/мин
=141,818*30/3,14=13,54,264 об/мин
По большей расчетной мощности и требуемым оборотам выберем двигатель 4А132М4У3.
Для питания токарно-карусельного станка модели 1М557 используется: