| Элемент стержневого ящика | Графическое изображение |
| 1. Формовочные уклоны b на выступающие части (углубления) назначают в зависимости от их высоты hb (в скобках указаны числовые значения уклона), мм: ≤20 (4), 21—30 (5), 31—50 (6), 51—75 (7), 76—100 (8), 101—150 (9), 151—200 (10), >200 (12). Формовочные уклоны а на ребра назначают в зависимости от их высоты ha, (в скобках указаны числовые значения уклонов), мм: ≤20 (3), 21—30 (4), 31—50 (5), 51—75 (6), 76—100 (7), 101—150 (8), 151— 200 (9), >200 (10) |
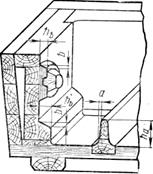
| 2. Муфты 1 и замкнутые рамки 2, имеющие отношение высоты H к ширине не больше 0,75: 1, изготовляют из двух разрезных отъемных частей 3, вставляемых в вертикальную стенку или дно ящика. В остальных случаях их крепят наглухо к стенке или дну ящика |
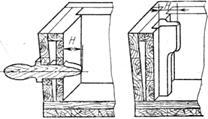
| 3. Выступающие части, имеющие высоту Н 5g;70 мм, крепят наглухо к вертикальной стенке. В остальных случаях их выполняют отъемными или протяжными скалками |
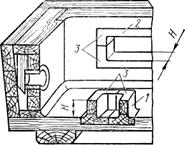
| 4. Все отъемные части должны иметь металлические (или деревянные) ручки или подъемы 1. Ребра 2, имеющие в середине окно, выполняют разрезными; ребра разрезают ниже галтели на величину Н = R |

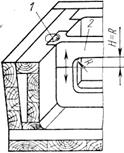
| 5. Галтели R sg: 20 мм со стороны набивки (наливки) выполняют креплением планки 1 на стенке, галтели R > 20 мм — осадными планками 2 |
Вытряхные ящики имеют следующие преимущества: высокую прочность и повышенную точность соединения частей; обеспечивают удаление стержней без расталкивания; удобны при сборке и разборке; могут быть использованы для машинной формовки.
Углы вытряхных стержневых ящиков для серийного производства дополнительно скрепляют металлическими угольниками с шурупами, а на вкладыши верхних плоскостей прикрепляют металлические пластины.
Деревянные стержневые ящики, предназначенные для машинной формовки, имеют приспособления для крепления ящика к столу машины (рис. 2,в). Такие ящики должны иметь повышенную прочность, так как они испытывают большую нагрузку при встряхивании, прессовании и подпрессовке трамбовкой. Коробки ящиков для наливных стержней также делают прочными. Углы таких вытряхных стержневых ящиков дополнительно скрепляют металлическими угольниками с шурупами, а на вкладыши верхних плоскостей прикрепляют металлические пластины. Стержневые ящики для жидких (наливных) самотвердеющих стержней приведены на рис. 3, а, б.
Стержневые ящики, предназначенные для изготовления стержней из холодно-твердеющих смесей (ХТС) (рис. 3, в), несколько отличаются от рассмотренных выше конструкций. Поскольку смесь холодного отверждения «схватывается» в ящике в течение нескольких минут и извлекать части ящика из стержня трудно при обычных уклонах, их увеличивают. Установлено, что для выступающих ребер, приливов, бобышек, углублений и других отъемных частей целесообразно формовочные уклоны увеличивать в 2—3 раза при изготовлении стержней из холодно-твердеющих смесей.


Рис. 3. Стержневые ящики для наливных стержней:
а — вытряхной с разъемными стенками, б — разъемный с болтовыми стяжками, в — вытрях-иой с разъемными стенками; 1 — коробка, 2 — разъемные стенки, 3 — отъемное ребро с уклоном вниз
Формовочные уклоны некоторых наружных и внутренних поверхностей для стержневых ящиков для изготовления стержней из ХТС приведены ниже.
| Высота ребер, приливов и пр. А, мм | до 20 | 21—50 | 51—100 | 101—200 |
| Величина уклона а, мм |