Пермский политехнический коледж им.Н.Г.Славянова
Реферат
По дисциплине «источники питания»
На тему: «Полуавтоматическая сварка в защитном газе»
Выполнил:
Мизёв Василий Аркадьевич
Проверил:
Трутнев Владислав Викторович
Полуавтоматическая сварка в защитном газе

Принципы процесса, характеристики дуги
Технологические свойства дуги существенно зависят от физических и химических свойств защитных газов, электродного и свариваемого металлов, параметров и других усло вий сварки. Это обусловливает многообразие способов сварки в защитных газах. Рассмотрим классификацию процесса сварки в защитных газах плавящимся электродам по наиболее существенным признакам.
Полуавтоматическая сварка плавящимся электродом производится в инертных газах Аг и Не (MIG) и их смесях Аг + Не, в активном газе СO2 (MAG), а также в смесях инертных и активных Аг + О2, Аг + СО2, Аг + СО + О2 и активных газов СО2 + О2. В качестве электродных проволок применяют сплошные из нелегированных и легированных сталей и цветных металлов (Ni, Си, Mg, Al, Ti, Mo), а также несплошные порошковые и активированные. Сварка плавящимся электродом выполняется в основном на постоянном токе, приме няется также и сварка импульсным током. Находят применение и другие способы сварки: на нормальном и увеличенном вылете, со свободным и принудительным формированием шва, без колебаний и с колебаниями электродной проволоки, в атмосфере и под водой, в стандартную и нестандартную узкую щелевую разделку кромок и др. Принцип дуговой сварки плавящимся металлическим электродом в защитном газе показан на (рис. 5).
Oсновные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняе мых дуговой сваркой в защитном газе указаны в ГОСТ 14771
В зависимости от уровня механизации и автоматизации процесса различают сварку: - механизированную, при которой перемещения горелки выполняются вручную, а подача проволоки механизирована;
- автоматизированную, при которой все перемещения горелки и подача проволоки механи зированы, а управление процессом сварки выполняется оператором-сварщиком;
- автоматическую (роботизированную), при которой управление процессом сварки выполняется без непосредственного участия оператора-сварщика.
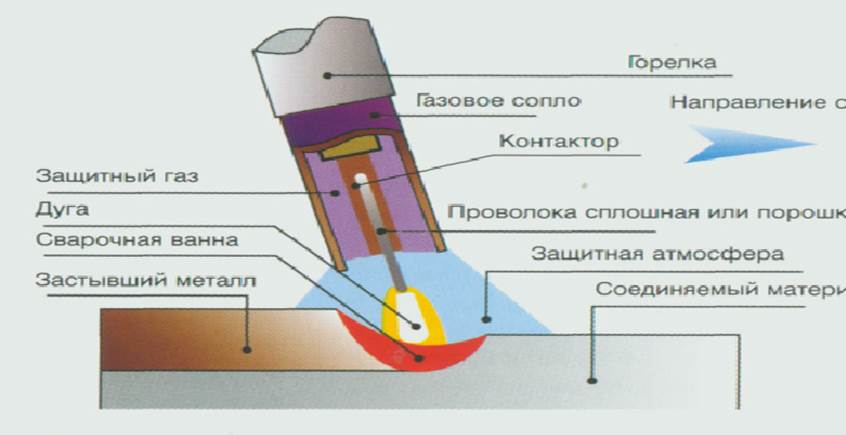
Рис.5 Схема полуавтоматической сварки
Сварочное оборудование
В состав сварочного оборудования входят источник сварочного тока и сварочный аппарат. Составные части сварочного оборудования и их функции определяются уровнем механизации и автоматизации процесса, параметрами режима сварки, необходимостью их установки и регулировки в режиме наладки и сварки.
Основными параметрами автоматизированной дуговой сварки плавящимся электродом в СО2, Аг, Не и смесях газов (MAG, MIG) являются:
1. Сварочный ток lc (~40.,.600 А);
2. Напряжение сварки Uc(~16...4O В);
3. Скорость сварки Vc (~4...2О мм/с), (-14.4...72 м/ч);
4. Диаметр электродной проволоки dn (~0.8...2.5 мм);
5. Длина вылета электродной проволоки Lв (~8...25 мм);
6. Скорость подачи электродной проволоки Vп (~35...25О мм/с), (-126...960 м/ч);
7. Расход защитного газа qг (~3...60 л/мин).
Принцип дуговой сварки в защитных газах определяет основные функции оборудования: - подвод к дуге электрической энергии и её регулирование (lc, Uc);
- перемещение горелки со скоростью сварки (Vc) и её регулирование;
- подача электродной проволоки (Vn) в зону сварки и регулирование её скорости;
- подача защитного газа (qг) в зону сварки и регулирование его расхода;
- установка вылета электродной проволоки (Ц) и корректирующие перемещения горелки;
- возбуждение дуги и заварка кратера;
- автоматическое слежение по линии сварки и др.
При пуске сварочного аппарата схема управления должна обеспечивать такую после довательность включения частей и механизмов оборудования:
1) подачу защитного газа (q г), предварительную продувку системы подачи газа;
2) включение источника питания дуги (U);
3) подачу электродной проволоки (Vэ п);
4) возбуждение дуги (l c, U c);
5) перемещение аппарата со скоростью сварки (Vc), тoесть:
qг ->U->Vп->lcUc->Vc.
При окончании сварки последовательность выключения механизмов должна обеспечи вать заварку кратера и защиту остывающего шва:
Vc->Vn->lc->Uc->U->qг
Сварка в защитных газах плавящимся электродом выполняется как в производственном помещении на специально оборудованных рабочих местах (сварочный пост, установка, станок, РТК) так и вне его (строительная площадка, трасса трубопровода и др.). Сварочные посты имеют местную вентиляцию и ограждены щитами или экранами для защиты окружающих от излучения дуги и брызг электродного металла.
По назначению сварочное оборудование разделяют на универсальное, специальное и специализированное. Рассмотрим кратко принципы компоновки универсального сварочного оборудования общего назначения, которое выпускается серийно.
Установка для механизированной дуговой сварки плавящимся электродом в защитных газах обычно включает:
- источник постоянного тока (выпрямитель);
- механизм подачи электродной проволоки с кассетой для проволоки;
- комплект специальных гибких шлангов с горелкой;
- встроенный в источник блок управления или отдельный шкаф управления;
- систему подачи защитного газа (баллон, подогреватель газа (для СО2), газовый редуктор, смеситель газов, газовые шланги, электроклапан);
- кабели цепей управления;
- сварочные кабели с зажимами;
- приспособление для сборки и кантовки сварного узла (механическое оборудование).
Компоновка установки без механического оборудования, которую традиционно называют сварочным полуавтоматом, показанана (рис. 6).
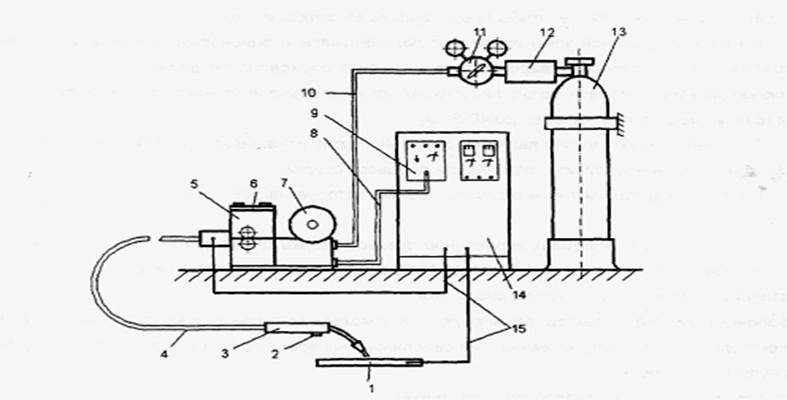
Рис.6
Установка для дуговой механизированной сварки в СО2: 1 - изделие; 2 - кнопка "Пуск"-"Стоп"; 3 - горелка; 4 - гибкий шланг; 5 - механизм подачи электродной проволоки; 6 - пульт управления; 7 - катушка; 8 - кабель цепей управления; 9 - блок управления по луавтоматом; 10 - шланг для подачи защитного газа; 11 - газовый редуктор; 12 - подогреватель СО2; 13 - баллон с СО2; 14 - сварочный выпрямитель.
Сварочные полуавтоматы находят самое широкое применение, имеют различное на значение и конструктивное исполнение. Основным исполнением полуавтоматов является по способу защиты зоны дуги:
-для сварки в активных газах (Г);
-для сварки в инертных газах (И);
-для сварки в активных и инертных газах (У);
-для сварки открытой дугой (О);
-для сварки под флюсом (Ф).
Различают три основные системы подачи электродной проволоки: толкающего, тянуще-толкающего и тянущего типов. Наиболее распространенной является система подачи толкающего типа, которая ограничивает длину шланга (до 3 м), но отличается простотой и небольшой массой горелки. Другие системы позволяют увеличить длину шлангов до 10-20 м и использовать тонкую проволоку диаметром меньше 1 мм, но механизм подачи в горелке увеличивает её массу. Регулировка скорости подачи проволоки чаще применяется плавная, но возможна плавно-ступенчатая и ступенчатая. В случае порошковой проволоки применяют две пары подающих роликов, чтобы предупредить её сплющивание.
По радиусу рабочей зоны различают полуавтоматы стационарные (механизм подачи закрепляется на источнике сварочного тока, радиус определяется длиной шланга), пере движные (механизм подачи можно перемещать относительно источника до 10 м) и перенос ные (ранцевые с длиной кабелей до 40-50 м).
Токоподвод (наконечник) является сменной быстро изнашиваемой деталью. От надеж ности контакта в нем зависит стабильность процесса сварки.
К сменным деталям также относится сопло, которое нагревается от излучения дуги и забрызгивается.
Установки для автоматизированной дуговой сварки плавящимся электродом в за щитных газах СО2, Аг, Не и смесях (MAG, MIG) общего назначения обычно включают:
- источник постоянного или импульсного тока;
- сварочный аппарат (трактор, подвесную или самоходную головку) с механизмами подачи электродной проволоки, перемещения сварочного аппарата со скоростью сварки и подъё ма-опускания горелки;
- катушку или кассету со сварочной проволокой;
- горелку с механизмом наклона и корректирующих перемещения её по высоте и поперек шва;
- пульт управления на сварочном аппарате;
- блок управления, встроенный в сварочный аппарат или размещенный отдельно шкаф управления;
- систему подачи защитного газа;
- система охлаждения водой.
"Инструкция по эксплуатации сварочных полуавтоматов для электросварщиков. "
Сварочные материалы
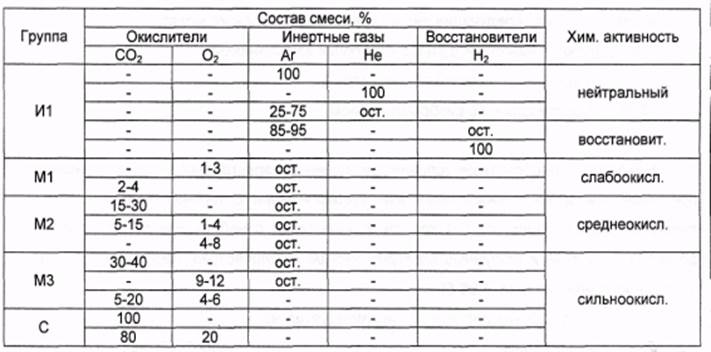
При MIG/MAG-сварке используют защитные газы и электродные проволоки. В табл. 2 приведены типы газов по классификации МИС.
Как видно из таблицы, применяются чистые газы инертные и активные, смеси газов в различных сочетаниях: инертные + инертные, инертные + активные и активные + активные. Водород при сварке плавящимся электродом не применяется из-за высокого разбрызгива ния. Активный газ двуокись углерода регламентируется по ГОСТ 8050-85, кислород газообразный по стандарту ГОСТ 5583-78.
Таб.2
Применяется метод расчета расхода защитного газа Нг в литрах или кубических метрах на 1 м шва определяется в основном для малого производства по следующей формуле:
Нг = (Нуг х Т + Ндг)
где Нг — удельный расход защитного газа, приведенный в табл. 3, м3/с (л/мин); Т — основное время сварки n-го прохода, с (мин); Ндг — дополнительный расход защитного газа на выполнение подготовительно-заключительных операций при сварке n-го прохода.
По ГОСТ 2246-70 предусматривается изготовление 75 марок сварочных проволок, в том числе и для сварки в защитных газах. Средне- и сильноокислительные газы группы М2 и МЗ (Аг + СО2, Аг + О2, Аг + СО2 + О) и С (СО, СО2 + О2) применяются в сочетании с проволо ками, содержащими раскислители Mn, Si, Al, Ti и др. (например СВ-08Г2С, СВ-08ГСМТ, СВ-08ХГ2С). Более точные рекомендации по выбору электродных проволок целесообразно да вать при изучении сварки конкретных групп конструкционных материалов.
Порошковые проволоки применяются для сварки без защиты и с дополнительной за щитой зоны сварки углекислым газом (самозащитные и газозащитные проволоки). По типу сердечника порошковые проволоки можно разделить на:
1) самозащитные: рутил-органические, карбонатно-флюоритные, флюоритные;
2) газозащитные: рутиловые, рутил-флюоритные.
Применение порошковых проволок вместо сплошных позволяет легировать шов в ши роких пределах и повышать стойкость его против пор и горячих трещин, обеспечивать за данные механические свойства. Кроме того, наличие шлака снижает разбрызгивание, набрызгивание и улучшает форму шва.
Типы переноса электродного металла и их применение
При сварке плавящимся электродом открытой дугой перенос электродного металла представляет сложный процесс. Много факторов оказывает влияние на перенос: состав и свойства защитного газа, состав и свойства электродного металла, род тока и полярность, параметры режима сварки, вольт-амперная характеристика источника тока и его динамиче ские свойства и др.
Можно выделить следующие виды переноса электродного металла:
- без коротких замыканий дуги и с короткими замыканиями;
- крупно-, средне-, мелкокапельный и струйный;
- без разбрызгивания и с разбрызгиванием.
Наиболее благоприятные условия для переноса электродного металла наблюдаются при сварке в инертных одноатомных газах аргоне и гелии. В аргоне имеет место два вида переноса: крупнокапельный без коротких замыканий с небольшим разбрызгиванием на докритическом токе и струйный на токе больше критического. Вид переноса влияет на форму проплавления (рис. 7) а) – меньше критического и б) – больше.
Сварка со струйным переносом рекомендуется на металле средней толщины. В гелии наблюдается капельный перенос с короткими замыканиями (к.з.) дуги (малые ток и напряжение) и без к.з. на повышенном токе и напряжении при незначи тельном мелкокапельном разбрызгивании.
ка в гелии имеет меньшую выпуклость, чем в аргоне, так как аргон повышает поверхностное натяжение в сталях. Применение смеси Аг+Не позволяет использовать преимущества обоих газов.
При сварке в СО2 имеют место перенос мелкокапельный с к.з. и небольшим разбрыз гиванием, крупнокапельный с к.з. и без к.з. с большим разбрызгиванием. На больших токах, когда дуга погружается в основной металл, перенос становится мелкокапельным, разбрыз гивание уменьшается, однако валик имеет чрезмерную выпуклость.
Типы переноса металла при сварке MIG/MAG
При сварке MIG/MAG перенос металла осуществляется, в основном, двумя формами. При первой форме капля касается поверхности сварочной ванны ещё до отделения от торца электрода, образуя короткое замыкание, отчего этот тип перено са получил название переноса с короткими замыканиями. При второй форме капля отделяется от торца электрода без касания поверхности сварочной ванны и, поэто му, этот тип переноса называется переносом без коротких замыканий. Последняя форма переноса металла подразделяется на 6 отдельных типов согласно особенно стям формирования и отделения капель электродного металла от торца электрода. Таким образом, согласно классификации предложенной Международным Институ том Сварки, существует 7 основных типов переноса металла, проиллюстрированных на Рис. 8 (условия этих сварок приведены в Табл. 3).
Табл. 3 Условия сварки экспериментов для иллюстрации различных типов переноса металла, представленных на Рис. 8 (электронный источник питания).
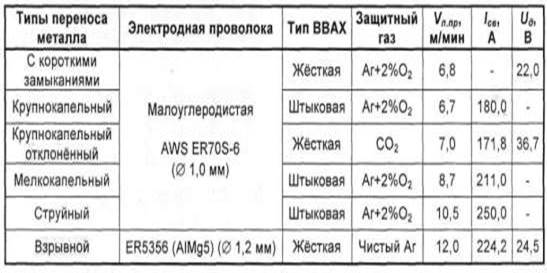
Табл.3
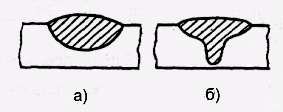
Рис.7
При этом типе переноса металла торец электрода с находящейся на нём каплей расплавленного электродного металла периодически касается поверхности сварочной ванны, вызывая короткие замыкания и погасания дуги. Обычно, перенос металла с короткими замыканиями имеет месте при низких режимах сварки, т.е., малом токе сварки и низком напряжении дуги (короткая дуга гарантирует, что капля коснётся поверх ности ванны раньше своего отделения от торца электрода). Этот тип переноса ме талла имеет место как при сварке MIG, так и при сварке MAG. В начале короткого замыкания на пряжение дуги резко падает (до уровня напряжения короткого замыкания) и ос таётся низким до его окончания, в то время как ток короткого замыкания быст ро повышается. Разогрев перемычки жидкого металла между торцом электро да и сварочной ванной (вызываемый проходящим высоким током короткого замыкания) способствует её разрыву.
Рис.8
Перенос металла при импульсно-дуговой сварке
Главной особенностью процесса импульсно-дуговой сварки (ИДС) является возможность получения мелкокапельного переноса электродного металла при сред нем значении тока сварки (Iм) ниже критического, который в обычных условиях опре деляет границу между крупнокапельным и мелкокапельным переносом металла. В этом методе управления переносом металла ток принудительно из меняется между двумя уровнями, называемыми током базы (Ig) и током импульса (Iи) (Рис. 9). Уровень тока базы выбирается из условия достаточности для обеспе чения поддержания горения дуги при незначительном влиянии на плавление элек трода. Функцией тока импульса, который превышает критический ток, является оп Иллюстрация переноса металла при ИДС (типа «одна капля за один импульс»).
Стальная малоуглеродистая электродная проволока; 0-1,2 мм; Аг+5%02; Iи = 270 A; tu = 5,5 мс; Iб = 70 A; te = 10 мс; Vnnp = 3,5 м/мин; Vce = 28 см/мин; вылет электрода - 18 мм.
лавление торца электрода, формирование капли определённого размера и срыв этой капли с торца электрода действием электромагнитной силы (Пинч-эффект). В течение одного импульса тока может быть сформировано и перенесено в сварочную ванну от одной до нескольких капель. Частота следования импульсов тока, их ам плитуда и длительность (tu) определяют выделяемую энергию дуги, а следователь но, скорость расплавления электрода. Сумма длительностей импульса tu и базы (fe) определяет период пульсации тока, а её обратная величина даёт частоту пульсации.
Перенос электродного металла при ИДС характеризуется следующими пара метрами:
- числом капель сформированных и перешедших в сварочную ванну под действием одного импульса тока;
- размером капли;
- временем от начала импульса тока до срыва первой капли;
- моментом, когда происходит отделение капли от электрода (на фазе импульса или на фазе базы).
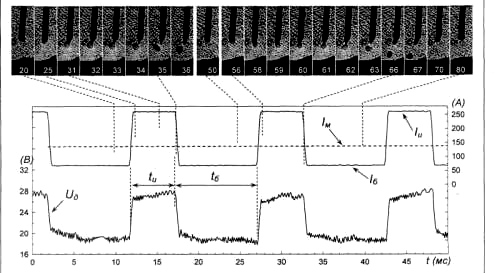
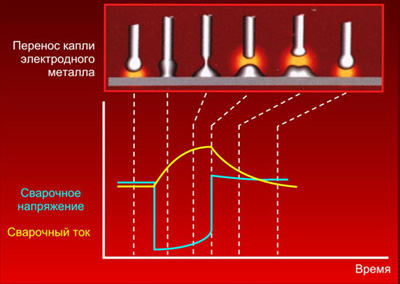
Рис.9
Анализ параметров пульсации тока (Iu, fa, tu, fe) и параметров переноса элек тродного металла будет приведен ниже (см. следующую страницу).
В связи с тем, что формирование и отрыв капли управляется амплитудой и длительностью тока импульса (Iи и tu), средний ток сварки (IМ) может быть уменьшен существенно ниже уровня критического тока, что достигается либо простым увели чением времени базы (fe), т.е., снижением частоты импульсов, либо снижением тока базы (Iб). Например, применительно к малоуглеродистой электродной проволоке диаметром 1 мм при сварке в защитной среде на базе аргона можно поддерживать управляемый мелкокапельный перенос металла на токе сварки менее 50 А, хотя критический ток для этих условий равен примерно 180... 190 А. Благодаря низкой мощности дуги и скорости расплавления электрода, сварочная ванна имеет малые размеры и легко управляема. Таким образом, становится возможным реализация желаемого мелкокапельного переноса электродного металла, как при сварке тонко листового металла, так и при сварке металла больших толщин во всех пространст венных положениях.
Другим преимуществом процесса ИДС является возможность использования проволок больших диаметров для скоростей наплавки характерных для проволок малых диаметров, что снижает стоимость единицы веса наплавленного металла. При этом также возрастает эффективность наплавки благодаря снижению потерь на разбрызгивание электродного металла.
К недостаткам этого процесса можно отнести возможное отсутствие проплавления, вследствие низкого тепловложения в сварочную ванну. Кроме того, повышен ные требования к квалификации сварщиков, а также использование значительно бо лее сложного оборудования в совокупности с более низкой гибкостью (универсальностью) процесса.
"ТЕХНОЛОГИЧЕСКАЯ ИНСТРУКЦИЯ ПО ПОЛУАВТОМАТИЧЕСКОЙ СВАРКЕ СТАЛЕЙ. "
Особенности сварки в среде углекислого газа.
Углекислый газ является активным газом. При высоких температурах происходит диссоциация (разложение) его с образованием свободного кислорода:
2СО2 -> 2СО + О2
Молекулярный кислород под действием высокой температуря сварочной дуги диссоциирует на атомарный по формуле:
О2 -> 2О
Атомарный кислород, являясь очень активным, вступает в реакцию с железом и примесями, находящимися в стали, по следующим уравнениям:
Fe + O =FeO,
C + O =CO,
Mn + O =MnO,
Si + 2O = SiО2.
Чтобы подавит реакцию окисления углерода и железа при сварке в углекислом газе, в сварочную ванну вводят раскислители (марганец и кремний), которые тормозят реакции окисления и восстанавливают окислы по уровням:
FeO + Mn = MnO + Fe,
2FeO + Si = SiО2 + 2Fe и т.д.
Образующиеся окислы кремния и марганца переходят в шлак. Исходя из этого при сварке в углекислом газе малоуглеродистых и низкоуглеродистых сталей необходимо применять кремний-марганцовистые проволоки, а для сварки легированных сталей – специальные проволоки (табл.4).
Табл.4 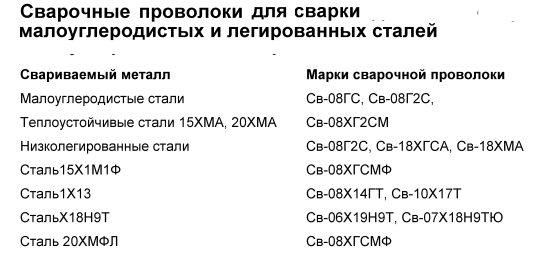
Подготовка металла под сварку состоит в следующем. Чтобы в наплавленном металле не было пор, кромки сварных соединений необходимо зачищать от ржавчины, грязи, масла и влаги на ширину до 30мм по обе стороны от зазора. В зависимости от степени загрязнения зачищать кромки можно протиркой ветошью, зачисткой стальной щёткой, опескоструиванием, а также обезжириванием с последующим травлением. Следует заметить, что окалина почти не влияет на качество сварного шва, поэтому детали после газовой резки могут свариваться сразу после зачистки шлака.
Разделывают кромки под сварку так же, как и при полуавтоматической сварке под слоем флюса.
Выбор режимов сварки в среде углекислого газа.
Режимы сварки в углекислом газе плавящимся электродом без разделки кромок.
К параметрам режима сварки в углекислом газе относятся: род тока и полярность, диаметр электродной проволоки, сила сварочного тока, напряжение дуги, скорость подачи проволоки, вылет электрода, расход углекислого газа, наклон электрода относительно шва и скорость сварки.
При сварке в углекислом газе обычно применяют постоянный ток обратной полярности, так как сварка током прямой полярности приводит к неустойчивому горению дуги. Переменный ток можно применять только с осциллятором, однако в большинстве случаев рекомендуется применять постоянный ток.
Диаметр электродной проволоки следует выбирать в зависимости от толщины свариваемого металла.
Сварочный ток устанавливается в зависимости от выбранного диаметра электродной проволоки.
Основные режимы сварки полуавтоматом приведены в таблице 5.
увеличением силы сварочного тока увеличивается глубина провара и повышается производительность процесса сварки.
Напряжение дуги зависит от длины дуги. Чем длиннее дуга, тем больше напряжения на ней. С увеличением напряжения дуги увеличивается ширина шва и уменьшается глубина его провара. Устанавливается напряжение дуги в зависимости от выбранной силы сварочного тока.
Скорость подачи электродной проволоки подбирают с таким расчётом, чтобы обеспечивалось устойчивое горение дуги при выбранном напряжении на ней.
Вылетом электрода называется длина отрезка электрода между его концом и выходом его из мундштука. Величина вылета оказывает большое влияние на устойчивость процесса сварки и качества сварного шва. С увеличением вылета ухудшается устойчивость горения дуги и формирования шва, а также увеличивается разбрызгивание. При сварке с очень малым вылетом затрудняется наблюдение за процессом сварки и часто подгорает контактный наконечник. Величину вылета рекомендуется выбирать в зависимости от диаметра электродной проволоки.
Кроме вылета электрода, необходимо выдерживать определённое расстояние от сопла горелки до изделия (табл.6), так как с увеличением этого расстояния возможно попадание кислорода и азота воздуха в наплавленный металл и образования пор в шве. Величину расстояния от сопла горелки до изделия следует выдерживать в приведенных значениях.
Таб.6 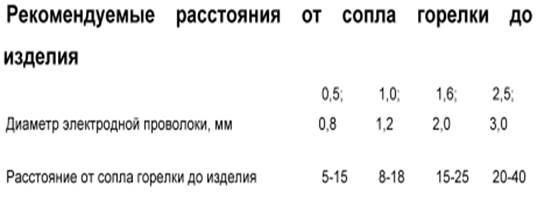
Расход углекислого газа определяют в зависимости от силы тока, скорости сварки, типа соединения и вылета электрода. В среднем газа расходуется от 5 до 20 л/мин.
Наклон электрода относительно шва оказывает большое влияние на глубину провара и качество шва. В зависимости от угла наклона сварку можно производить углом назад и углом вперёд.
При сварке углом назад в пределах 5 – 10 град. улучшается видимость зоны сварки, повышается глубина провара и наплавленный металл получается боле плотным.
При сварке углом вперёд труднее наблюдать за формированием шва, но лучше наблюдать за свариваемыми кромками и направлять электрод точно по зазорам. Ширина валика при этом возрастает, а глубина провара уменьшается. Этот способ рекомендуется применять при сварке тонкого металла, где существует опасность сквозного прожога.
Скорость сварки устанавливается самим сварщиком в зависимости от толщины металла и необходимой площади поперечного сечения шва. При слишком большой скорости сварки конец электрода может выйти из-под зоны защиты газом и окислиться на воздухе.
Основные требования безопасности труда при полуавтоматической сварке.
1. Перед пуском сварочного полуавтомата необходимо проверить исправность пускового устройства (рубильника, кнопочного выключателя).
2. Корпуса источника питания дуги и аппаратного ящика должны быть заземлены.
3. При включении полуавтомата первоначально следует включить рубильник (магнитный пускатель), а затем – аппаратный ящик. При выключении – наоборот.
4. Шланги для защитного газа и водяного охлаждения у полуавтомата в местах соединения со штуцерами не должны пропускать газ и воду.
5. Опираться или садиться на источник питания дуги и аппаратный ящик запрещается.
6. При работе открытой дугой на расстоянии менее 10м необходимо ограждать места сварки или пользоваться защитными очками.
7. Намотку сварочной проволоки с бухты на кассету нужно производить только после специального инструктажа.
8. По окончании работы выключить ток, газ, воду.
9. О замеченных неисправностях в работе оборудования необходимо доложить мастеру цеха и без его указания к работе не приступать.
10.Устранять неисправности полуавтоматах самому сварщику запрещается.