Цель задания
1.Разобраться в сущности метода селективной сборки соединений.
2. Научиться определять предельные размеры деталей соединения, входящих в каждую размерную группу, групповые допуски деталей, а также предельные групповые зазоры и натяги.
Исходными данными служат
1.Соединение, заданное номинальным размером и полями допусков деталей.
2. Число групп сортировки.
В задании требуется
1.Определить значения допусков, предельных отклонений и предельных размеров вала и отверстия.
2. Определить величины предельных зазоров или натягов в заданном соединении.
3. Определить групповые допуски вала и отверстия.
4. Вычертить схему полей допусков заданного соединения, разделив поля допусков отверстия и вала на заданное число групп. Пронумеровать групповые допуски.
5. Составить карту сортировщика, указав в ней предельные размеры валов и отверстий в каждой размерной группе.
6. Определить групповые зазоры или натяги.
Методические указания к выполнению
1.Порядок определения допусков и предельных отклонений размеров изложен в п. 1 методических указаний к выполнению задания 1. Там же в п. 2 изложен порядок определения предельных размеров.
2. Порядок вычисления предельных зазоров или натягов изложен там же в п. 4.
3. Величину групповых допусков вала и отверстия определяют путем деления допуска детали на число размерных групп - п
 ; (1)
; (1)
 (2)
(2)
т. е. допуски всех размерных групп вала или отверстия будут равны между собой.
4. Предельные отклонения и размеры вала и отверстия в каждой размерной группе проще всего определять прямо по схеме полей допусков заданного соединения, разделив на схеме эти поля допусков на заданное число размерных групп и определив значения предельных отклонений на границах допусков размерных групп.
Пример выполнения схемы полей допусков соединения Ø100  , детали которого следует рассортировать на три размерные группы, приведен на рисунке 3.
, детали которого следует рассортировать на три размерные группы, приведен на рисунке 3.
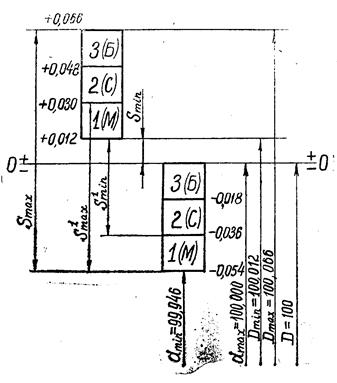
Рисунок 3. Схема полей допусков соединения 100 детали которого рассортированы на три размерных группы.
5. Пример карты сортировщика, в которой указаны предельные размеры валов и отверстий каждой размерной группы, приведен в таблице 3.
6. В настоящее время для селективной сборки, как правило, используются посадки, в которых допуски отверстия и вала равны. В таком случае в различных размерных группах одной и той же посадки соответствующие предельные зазоры или натяги будут иметь одинаковую величину, т. е.
 и т.д., а
и т.д., а  и т.д.
и т.д.
Поэтому достаточно определить предельные зазоры или натяги только для одной (любой) размерной группы. Принципиально определение предельных групповых зазоров или натягов не отличается от их определения в обычных соединениях.
Таблица 3. Карта сортировщика для сортировки на три размерных группы деталей соединения Ø100 G8—h8
| Номер размерной группы | Размеры деталей, мм | ||
| отверстие | вал | ||
| свыше | 100,012 | 99,946 | |
| до | 100,030 | 99,964 | |
| свыше | 100,030 | 99,964 | |
| до | 100,048 | 99,982 | |
| свыше | 100,048 | 99,982 | |
| до | 100,066 | 100,000 |
В рассмотренном примере предельные групповые зазоры равны:
 ,
, 
ЗАДАНИЕ 3