Московский ордена Ленина, ордена Октябрьской Революции и ордена Трудового Красного Знамени
ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ имени Н. Э. БАУМАНА

ФАКУЛЬТЕТ МТ(Машиностроительные технологии)
Кафедра МТ7(Технологии сварки и диагностики)
«Разработка технологии радиографии изделия»
Вариант № 4А
Студент: Платов Д.В.
Группа: МТ7 – 103
Преподаватель: Маслов Б.Г.
Дата: 12.05.05
-МОСКВА-
2005 год
Введение.
Домашнее задание является составной частью учебной программы дисциплины «Радиационные методы контроля» для студентов специальности 120500 «Оборудование и технология сварочного производства», специализация 120503 «Контроль качества сварных соединений».
Цель работы – приобретение студентом практических навыков по выбору и расчету параметров радиографического контроля на примере сварных соединений изделий.
Предусмотрено три вида сварных изделий: плита (лист) с продольным сварным швом, труба с кольцевым сварным швом и цилиндрический резервуар с кольцевыми сварными швами (расчет выполняют для одного шва).
Изделия имеют различную толщину стенки и выполняются из стали или алюминия.
Варианты задания приведены в табл 1, номер варианта задается преподавателем.
Таблица 1.
Варианты задания.
| Номер варианта | ||||||
| Изделия | труба | плита | резервуар | труба | плита | резервуар |
| Материалы | ст./ ал. | Ст./ ал. | Ст./ ал. | Ст./ ал. | Ст./ ал. | Ст./ ал. |
| Толщина, мм | 20/30 | 30/45 | 25/40 | 25/35 | 35/50 | 30/45 |
| Длина или диаметр, мм | ||||||
| Допуст. Геометричес-кая нерезкость [Uг], мм | 0,25 | 0,3 | 0,25 | 0,3 | 0,35 | 0,35 |
| Требуемая чувствите-льность, Wабс, мм | 0,5 | 0,6 | 0,5 | 0,6 | 0,7 | 0,7 |
Продолжение табл. 1.
| Номер варианта | ||||||
| Изделия | труба | плита | резервуар | труба | плита | резервуар |
| Материалы | ст./ ал. | Ст./ ал. | Ст./ ал. | Ст./ ал. | Ст./ ал. | Ст./ ал. |
| Толщина, мм | 30/40 | 40/60 | 35/50 | 35/45 | 50/65 | 40/55 |
| Длина или диаметр, мм | ||||||
| Допуст. Геометричес-кая нерезкость [Uг], мм | 0,35 | 0,45 | 0,4 | 0,5 | 0,7 | 0,6 |
| Требуемая чувствите-льность, Wабс, мм | 0,7 | 0,9 | 0,8 | 1,0 | 1,4 | 1,2 |
Выбор схемы просвечивания.
Схему просвечивания выбирают согласно ГОСТ 7512-82. Выбираем панорамное просвечивание за одну экспозицию (почему выбрали данную схему контроля (предположили, что есть доступ внутрь трубы; увеличивается производительность; геометрические параметры позволяют…) объяснено в пункте - выбор источника излучения):
Выбор источника излучения.
В практике радиационной дефектоскопии предпочтение отдается источникам рентгеновского излучения. Это объясняется тем, что при работе на рентгеновских аппаратах благодаря возможности регулировать эффективную энергию и интенсивность излучения легко устанавливается оптимальный режим просвечивания изделий при сравнительно малых размерах фокусного пятна. Кроме того, интенсивность излучения со временем практически не меняется. В случае же резкого снижения лучевой отдачи рентгеновскую трубку можно легко поменять. Удобство при эксплуатации источников рентгеновского излучения в том, что они радиационно опасны лишь во время работы.
К главным недостаткам рентгеновских аппаратов относятся зависимость от источников питания и громоздкость.
Радионуклидные источники излучения лишены этих недостатков. Поэтому в отсутствии электропитания и при контроле труднодоступных мест используют радионуклидные источники излучения. Они компактные, мобильные, не требуют источников питания, охлаждения и проще в обслуживании.
Достижение требуемых параметров радиационного контроля зависит от оптимального сочетания многих факторов, основные из которых: источник излучения, детектор и геометрическая схема просвечивания. Здесь особое место занимает источник излучения. В промышленности в основном применяют рентгеновские аппараты различных типов и радионуклидные гамма-источники. По ряду причин использование последних имеет тенденцию к сокращению, что связано как с экологическими проблемами, так и более высокими параметрами контроля, который обеспечивают рентгеновские аппараты.
Поэтому в настоящее время радионуклиды применяют в основном при контроле сварных соединений в полевых и монтажных условиях, а также в тех случаях, когда применение рентгеновских аппаратов является технически невозможным. Данное положение закреплено в ряде нормативных документов, в частности "Оборудование и трубопроводы атомных энергетических установок. Сварные соединения и наплавки. Правила контроля. (ПН АЭ Г7-010-89)".
Наибольшее распространение получили портативные рентгеновские аппараты благодаря их сравнительно малому весу, приемлемым габаритам и высоким техническим параметрам. При грамотном их использовании без особых проблем решаются вопросы радиационной безопасности в процессе просвечивания изделий, а после окончания работ и обесточивания рентгеновский аппарат является абсолютно безопасным.
Среди портативных рентгеновских аппаратов особое место занимают импульсные рентгеновские аппараты, получившие в последние годы широкое распространение в России. Однако их применение ограничено для отраслей, в которых предъявляются высокие требования к параметрам радиографического контроля. Это связано с тем, что импульсные рентгеновские аппараты не позволяют осуществлять плавную регулировку плотности потока рентгеновского излучения и, следовательно, добиваться оптимальной радиационной контрастности, что в сочетании с большим размером фокусного пятна ограничивает их применение для контроля высоко-ответственных объектов. К тому же импульсные рентгеновские аппараты требуют длительного перерыва между очередными экспозициями и сравнительно частой замены рентгеновских трубок. Поэтому при больших объемах работ применение импульсных рентгеновских аппаратов становится неэффективным.
Указанных недостатков не имеют портативные моноблочные рентгеновские аппараты непрерывного действия, широкое применение которых сдерживается их высокой (относительно) по сравнению с импульсными аппаратами стоимостью.
При всех конструктивных различиях эти рентгеновские аппараты имеют ряд общих черт: размещение рентгеновской трубки и высоковольтного трансформатора в едином блоке, плавная регулировка высокого напряжения, степенью компьютеризации пульта управления, а также качеством примененных комплектующих, надежностью сборки и регулировки.
Т.к. в задании не оговорены условия контроля (при монтаже, в цехе…) примем, что контроль ведется при монтаже, т.е. есть доступ внутрь трубы. Соответственно, существуют источники питания (например, от сварочных аппаратов) и объем работ можно отнести к категории “больших”. Таким образом, для панорамного просвечивания изделия примем моноблочный рентгеновский аппарат непрерывного действия немецкого производства сертифицированный Госстандартом РФ – ERESCO 36 MFC-W. Аппараты данной фирмы являются очень надежными, изготовлены по среднечастотной технологии, применены высоконадежные металлокерамические трубки, микропроцессорное управление, программы тренировок, карта памяти, русскоязычный дисплей…одним словом они зарекомендовали себя исключительно с положительной стороны за многие годы работы по всему миру.
При выборе рентгеновского аппарата учитывалось:
δ=25мм-толщина стенки трубы, Сталь- материал трубы, Схема просвечивания,
[2, приложение 1]
Области применения источников ионизирующих излучений
| Толщина материала, мм | Источники излучений | ||||
| Fe | Ti | Al | Mg | Радионук-лиды | Рентг.аппараты U, кВ |
| до 4 1 – 20 3 – 50 5 – 80 10 – 120 30 – 200 | до 8 2 – 40 6 – 80 10 – 120 20 – 150 60 – 300 | до 50 3 – 70 20 – 150 40 – 250 50 – 300 200 – 500 | до 80 10 – 200 40 – 350 70 – 450 100 – 500 300 – 700 | - Tm Se Ir Cs Co | 10 – 80 60 - 140 90 – 180 140 – 400 180 – 1000 250 – 1000 |
Характеристики выбранного аппарата:
- диапазон напряжений (20 ¸ 200) кВ (Umax примем=180кВ - т.к. работать на максимуме возможностей для аппаратов не рекомендуется);
- максимальный анодный ток Imax = 10 мА;
- угол выхода излучения, 38х360º;
- размер фокусного пятна Æ 1.5 мм (Ф = 1.5 мм);
- масса моноблока-24кг, масса пульта управления-13кг;
- диаметр моноблока Ø=160мм.
Выбор аппарата и техн. данные на него были произведены по данным из проспектов фирм-участниц выставки (средства неразрушающего контроля) в Копенгагене в мае 1998 года.
Установка аппарата для панорамного просвечивания осуществляется внутрь трубы на специальной “тележке” с возможностью регулировать высоту, позиционирование по геометрическому центру трубы источника излучения (согласно схеме просвечивания) - показано на рисунке:
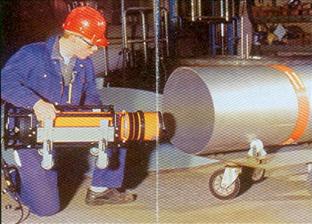
Данный вариант установки подходит, когда кольцевой шов находится на относительно небольшом расстоянии от края трубы, в противном случае для движения РГ аппарата внутри трубы используют специальные самоходные тележки - КРОУЛЕРЫ, также с возможностью регулировки высоты источника, согласно выбранной схеме просвечивания (диаметр трубы=1000мм позволяет это делать т.к. диаметр самого аппарата всего 160мм, а сетевой кабель и кабель к блоку питания по заказу можно увеличить со стандартных 12 метров до 100 метров)
Для выбранного аппарата:
Еэфф=2Umax/3=2·180/3=120 кэВ=0.12 МэВ- эффективная энергия излучения;
По [1,стр.83,прил.3] определим m - линейный коэффициент ослабления,
для Еэфф=0.12 МэВ, материал – Fe μ=1.874 1/см.