СОДЕРЖАНИЕ
ВВЕДЕНИЕ.. 4
1. ОБЩАЯ ЧАСТЬ. 5
1.1 Общая характеристика цеха металлорежущих станков. 5
1.2 Характеристика электрических нагрузок цеха металлорежущих станков 7
2. РАСЧЁТНАЯ ЧАСТЬ. 8
2.1 Характеристика надежности и выбор схемы электроснабжения цеха металлорежущих станков. 8
2.2. Расчет электрических нагрузок и выбор трансформаторов цеха металлорежущих станков. 11
ЗАКЛЮЧЕНИЕ.. 20
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ... 21
ВВЕДЕНИЕ
Электротехническая промышленность затрагивает вопросы электрификации, технического перевооружения всех отраслей экономики, механизацию и автоматизацию в производственных процессах.
Необходимость профессии обоснована необходимостью проведения основных работ по электро-обеспечению, монтажу, наладке и ремонту электрооборудования, промышленных и гражданских зданий.
Цех металлорежущих станков (ЦМС) предназначен для серийного производства деталей по заказу. Главной задачей промышленности являются более полное удовлетворении потребностей народного хозяйства и высококачественной продукции. Для этого предусматривается расширение выпуска наиболее экономических видов машин, электрооборудования (ЭО), систематическое обновление выпускаемой продукции, повышение ее технического уровня и качества, улучшение эксплуатационных и потребительских свойств изделий. Дальнейшее повышение производительности труда во многом зависит от роста вооруженности труда. Для решения вопросов технического совершенствования производства предусмотрено повышение уровня электрификации производства и эффективности использования электроэнергии.
В моей курсовой работе я рассмотрю такие вопросы как:
• Общая характеристика цеха металлорежущих станков;
• Характеристика электрических нагрузок цеха;
• Характеристика надежности схемы электроснабжения;
• Расчет электрических нагрузок и выбор трансформатора для цеха металлорежущих станков.
ОБЩАЯ ЧАСТЬ
Общая характеристика цеха металлорежущих станков
ЦМС предусматривает наличие производственных, служебных, вспомогательных и бытовых помещений. Металлорежущие станки различного назначения размещены в станочном, заточном и резьбошлифовальном отделениях.
Транспортные операции выполняются кран-балкой и наземными электротележками.
Цех получает элементные сметные нормы (ЭСН) от собственной цеховой трансформаторной подстанции (ТП), расположенной на расстоянии 1,3 км от главной понизительной подстанции (ГПП) завода. Подводимое напряжение – 10 или 35 кВ. ГПП подключена к энергосистеме (ЭНС), расположенной на расстоянии 15 км.
Потребители электроэнергии (ЭЭ) относятся к 2 и 3 категории надежности электроснабжения.
Количество рабочих смен – 3. Грунт в районе цеха – глина при температуре +5 ˚С.
Каркас здания сооружен из блоков-секций, длинной 6 и 8м каждый.
Размеры цеха A×B×H = 50×30×8м.
Все помещения, кроме станочного отделения, двухэтажные высотой 3,6 м.
Расположение основного электрооборудования цеха металлорежущих станков взято из источника [2] изображено на рисунке 1.
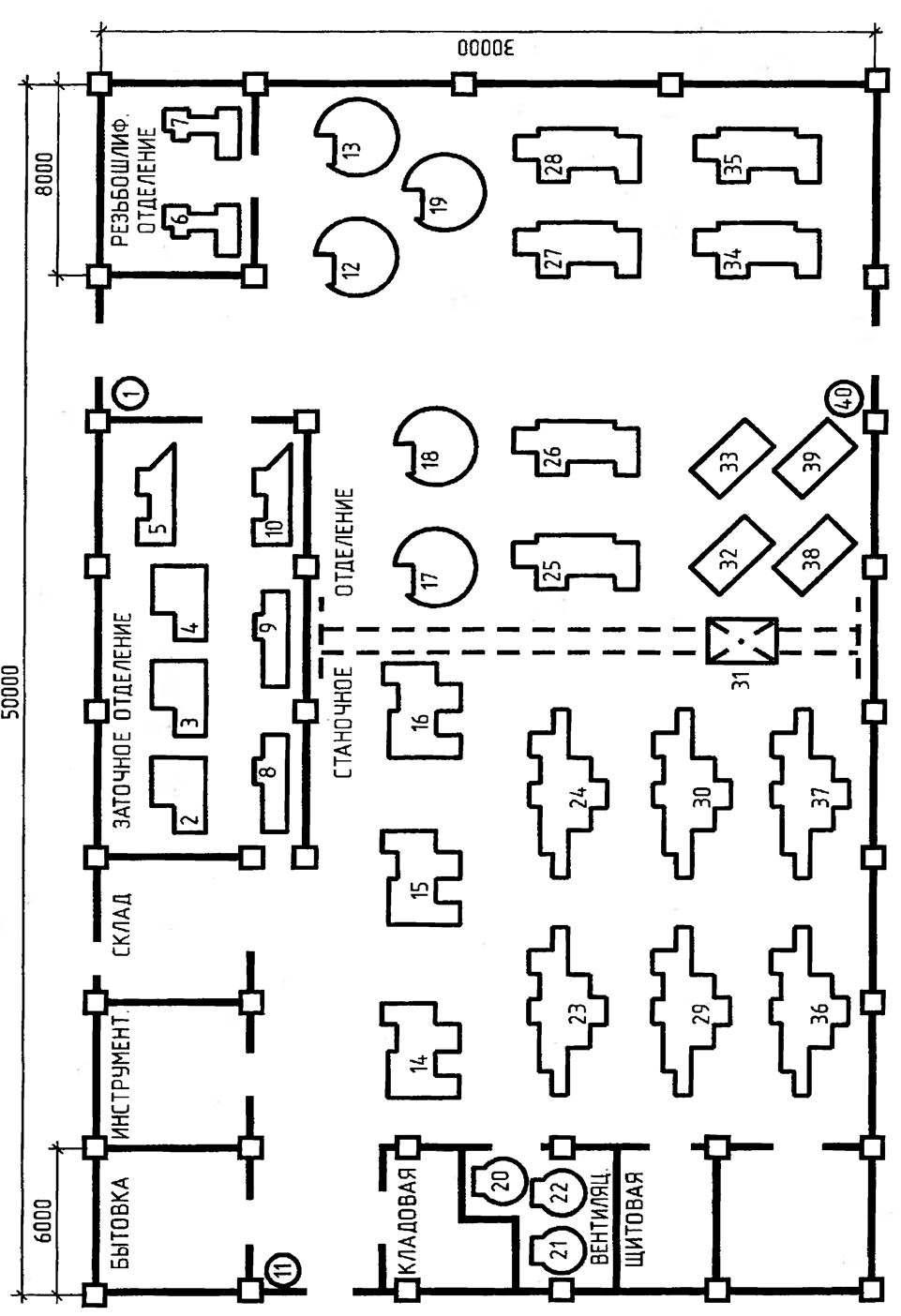
Рисунок 1. Расположение основного электрооборудования ЦМС
Характеристика электрических нагрузок цеха металлорежущих станков
Перечень ЭО цеха металлорежущих станков дан в таблице 1.
Таблица 1. Перечень ЭО ЦМС
| № на плане | Наименование ЭО | n | Pэп, кВт | 
| cos 
| tg
|
| 1, 11, 40 | Электропривод раздвижных ворот | 3,5 | 0,6 | 0,8 | 0,75 | |
| 2...4 | Универсальные заточенные станки | 2,5 | 0,16 | 0,6 | 1,33 | |
| 5, 10 | Заточенные станки для червячных фрез | 0,16 | 0,6 | 1,33 | ||
| 6, 7 | Резьбошлифовальные станки | 4,8 | 0,16 | 0,6 | 1,33 | |
| 8, 9 | Заточные станки для фрезерных головок | 0,16 | 0,6 | 1,33 | ||
| 12, 13, 17…19 | Круглошлифовальные станки | 10,2 | 0,16 | 0,6 | 1,33 | |
| 14…16 | Токарные станки | 6,5 | 0,14 | 0,5 | 1,73 | |
| 20…22 | Вентиляторы | 0,6 | 0,8 | 0,75 | ||
| 23, 24, 29, 30, 36, 37 | Плоскошлифовальные станки | 0,16 | 0,6 | 1,33 | ||
| 25…28, 34, | Внутришлифовальные станки | 8,9 | 0,16 | 0,6 | 1,33 | |
| Кран-балка | 0,1 | 0,5 | 1,73 | |||
| 32, 33, 38, 39 | Заточные станки | 0,16 | 0,6 | 1,33 |
РАСЧЁТНАЯ ЧАСТЬ