Задание 1
1. Опишите способы выплавки стали в электродуговых печах с окислением примесей и методом переплава.
Производство стали в электродуговых печах.
Плавильные электропечи имеют преимущества по сравнению с другими плавильными агрегатами:
а) легко регулировать тепловой процесс, изменяя параметры тока;
б) можно получать высокую температуру металла;
в) можно создавать окислительную, восстановительную, нейтральную атмосферу и вакуум, что позволяет раскислять металл с образованием минимального количества неметаллических включений.
Электропечи используют для выплавки конструкционных низко- и высоколегированных сталей, инструментальных и специальных сталей и сплавов. Различают дуговые и индукционные электропечи.
Дуговая печь, схема которой приведена на рисунке 1, питается трехфазным переменным током напряжением 380 Вольт, имеет три цилиндрических электрода 4 из графитированной массы, закрепленных в электрододержателях, к которым подводится электрический ток по кабелям 7. Между электродом и металлической шихтой возникает электрическая дуга. Корпус печи имеет форму цилиндра.
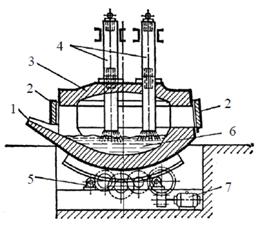
Рисунок 1. Схема электродуговой печи.
1- сливной желобок, 2- рабочее окно, 3- съёмный свод, 4- электроды, 5- опорные ролики, 6- готовая сталь, 7- электрокабель.
Снаружи корпус печи заключен в прочный стальной кожух, внутри футерован основным или кислым кирпичом. Съемный свод 3 имеет отверстия для электродов. В стенке корпуса находится рабочее окно 2 (для слива шлака, загрузки ферросплавов, взятия проб), закрытое при плавке заслонкой.
Готовую сталь 6 выпускают через сливное отверстие со сливным желобом 1. Печь опирается на секторы и имеет опорные ролики 5 для наклона в сторону рабочего окна или желоба. Печь загружают при снятом своде.
Вместимость печей составляет от 0,5 до 400 тонн. В металлургических цехах используют электропечи с основной футеровкой, в литейных – с кислой футеровкой.
В основной дуговой печи осуществляется плавка двух видов: на шихте из легированных отходов (методом переплава) и на углеродистой шихте (с окислением примесей).
Плавку на шихте из легированных отходов ведут без окисления примесей. После расплавления шихты из металла удаляют серу, наводя основной шлак, при необходимости науглероживают и доводят металл до заданного химического состава. Проводят диффузионное раскисление, подавая на шлак измельченные ферросилиций, алюминий, молотый кокс. Так выплавляют легированные стали из отходов машиностроительных заводов.
Плавку на углеродистой шихте применяют для производства конструкционных сталей. В печь загружают шихту: стальной лом, металлизированные окатыши, чушковый передельный чугун, железную руду для окисления примесей, электродный бой или кокс для науглероживания металла, известь.
Опускают электроды, включают ток. Шихта под действием электродов плавится, металл накапливается в подине печи. Во время плавления шихты кислородом воздуха, оксидами шихты и окалины окисляются железо, кремний, фосфор, марганец и частично углерод. К концу «окислительного» периода заканчивается удаление фосфора в основной железистый шлак.
После нагрева до температуры  начинается период «кипения» металла, для дальнейшего окисления углерода.
начинается период «кипения» металла, для дальнейшего окисления углерода.
Выплавка сталей включает следующие операции: расплавление металла, удаление содержащихся в нем вредных примесей и газов, раскисление металла, и выливание его из печи в ковш для разливки по изложницам или формам. Значение этих операций и требования, которые они предъявляют к дуговой печи, могут быть весьма различными.
Расплавление скрапа необходимо вести по возможности скорее и с минимальным расходом энергии. Зачастую длительность его превосходит половину продолжительности всей плавки и при этом расходуется 60-80% всей электроэнергии. Характерной особенностью периода является неспокойный электрический режим печи. Горящая между концом электрода и холодным металлом дуга нестабильна, ее длина невелика и сравнительно небольшие изменения в положении электрода или металла (обвал, сдвиг подплавленного куска скрапа) вызывают либо обрыв дуги, либо, наоборот, короткое замыкание. Ход плавления шихты в дуговой печи иллюстрируется рисунке 2. Дуга загорается сначала между концом электрода и поверхностью шихты (рис.2 а), причем для повышения ее устойчивости в первые минуты под электроды обычно подкладывают куски кокса или электродного боя. После сгорания последних начинает подплавляться металл я каплями стекать на подину. В шихте образуются колодцы, в которые углубляются опускающиеся электроды (рис.2 6) до тех пор, пока они не достигнут подины, на которой во избежание перегрева её к этому моменту должна быть образована лужа расплавленного металла (рис.2 в). Это самый беспокойный, неустойчивый период горения дуги; подплавляемые куски шихты падают на электрод, закорачивая дугу при опускании куска шихты под торцом электрода, может, наоборот, наступить обрыв тока. Горящая между электродом и расплавленным металлом дуга перегревает металл: начинается размыв и расплавление шихты, окружающей колодцы. Колодцы расширяются, уровень жидкого металла в ванне начинает повышаться, а электроды-подниматься (рис.2 в). В конце этого периода почти весь металл оказывается расплавленным; остаются лишь отдельные куски шихты на откосах («настыли», рис.2 г), расплавляющиеся последними. Чтобы не затягивать период расплавления, обычно эти «настыли» сбрасывают ломом в глубь ванны. Период расплавления считают законченным, когда весь металл в печи перешел в жидкое состояние. К этому моменту режим горения дуги становится более спокойным, так как температура в печи выше.Поверхность металла покрыта слоем шлака, образованным заброшенными в печь в период расплавления кусками извести и всплывающими окислами; длина дуги по сравнению с началом расплавления увеличивается в несколько раз дуга горит устойчивее, количество толчков тока и обрывов уменьшается.
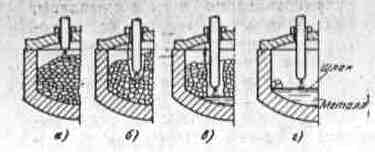
Рисунок2. Этапы плавления шихты.
а - начало плавления; б - опускание электрода; в - подъем электрода; г -окончание плавления.
При достижении нужного количества углерода прекращают кипение и приступают к удалению серы, раскислению для получения металла заданного химического состава. Раскисление производят осаждающим и диффузионным методами. Для диффузионного раскисления наводят шлак, содержащий известняк и молотый кокс. Благодаря повышенному содержанию в шлаке оксида кальция и пониженному содержанию оксида железа в него из металла переходит сера. Для определения химического состава металла берут пробы и при необходимости вводят в печь ферросплавы для получения заданного химического состава. Затем выполняют конечное раскисление алюминием и силикокальцием, выпускают сталь в ковш.
Окислительный период
После окончания периода расплавления начинается окислительный период, задачи которого заключаются в следующем: окисление избыточного углерода, окисление и удаление фосфора; дегазация металла; удаление неметаллических включений, нагрев стали.Окислительный период плавки начинают присадкой железной руды, которую дают в печь порциями. В результате присадки руды происходит насыщение шлака  и окисление металла по реакции:
и окисление металла по реакции:  . Растворенный кислород взаимодействует с растворенным в ванне углеродом по реакции
. Растворенный кислород взаимодействует с растворенным в ванне углеродом по реакции  . Происходит бурное выделение пузырей
. Происходит бурное выделение пузырей  , которые вспенивают поверхность ванны, покрытой шлаком. Поскольку в окислительный период на металле наводят известковый шлак с хорошей жидкоподвижностью, то шлак вспенивается выделяющимися пузырями газа. Уровень шлака становится выше порога рабочего окна и шлак вытекает из печи. Выход шлака усиливают, наклоняя печь в сторону рабочего окна на небольшой угол. Шлак стекает в шлаковик, стоящий под рабочей площадкой цеха. За время окислительного периода окисляют
, которые вспенивают поверхность ванны, покрытой шлаком. Поскольку в окислительный период на металле наводят известковый шлак с хорошей жидкоподвижностью, то шлак вспенивается выделяющимися пузырями газа. Уровень шлака становится выше порога рабочего окна и шлак вытекает из печи. Выход шлака усиливают, наклоняя печь в сторону рабочего окна на небольшой угол. Шлак стекает в шлаковик, стоящий под рабочей площадкой цеха. За время окислительного периода окисляют  со средней скоростью
со средней скоростью  . Для обновления состава шлака одновременно с рудой в печь добавляют известь и небольшие количества плавикового шпата для обеспечения жидкоподвижности шлака. Непрерывное окисление ванны и скачивание окислительного известкового шлака являются непременными условиями удаления из стали фосфора.
. Для обновления состава шлака одновременно с рудой в печь добавляют известь и небольшие количества плавикового шпата для обеспечения жидкоподвижности шлака. Непрерывное окисление ванны и скачивание окислительного известкового шлака являются непременными условиями удаления из стали фосфора.
Для протекания реакции окисления фосфора  ;
;  необходимы высокое содержание кислорода в металле и шлаке, повышенное содержание
необходимы высокое содержание кислорода в металле и шлаке, повышенное содержание  в шлаке и пониженная температура.
в шлаке и пониженная температура.
В электропечи первые два условия полностью выполняются. Выполнение последнего условия обеспечивают наводкой свежего шлака и постоянным обновлением шлака, так как шлак, насыщенный  скачивается из печи. По ходу окислительного периода происходит дегазация стали – удаление из нее водорода
скачивается из печи. По ходу окислительного периода происходит дегазация стали – удаление из нее водорода  и азота
и азота  , которые выделяются в пузыри , проходящие через металл.
, которые выделяются в пузыри , проходящие через металл.
Выделение пузырьков сопровождается также и удалением из металла неметаллических включений, которые выносятся на поверхность потоками металла или поднимаются наверх вместе с пузырьками газа. Хорошее кипение ванны обеспечивает перемешивание металла, выравнивание температуры и состава.
Общая продолжительность окислительного периода составляет от 1 до 1,5 часа. Для интенсификации окислительного периода плавки, а также для получения стали с низким содержанием углерода металл продувают кислородом. При продувке кислородом окислительные процессы резко ускоряются, а температура металла повышается со скоростью примерно  . Чтобы металл не перегрелся, вводят охлаждающие добавки в виде стальных отходов. Применение кислорода является единственным способом получения низкоуглеродистой нержавеющей стали без значительных потерь ценного легирующего хрома при переплаве.
. Чтобы металл не перегрелся, вводят охлаждающие добавки в виде стальных отходов. Применение кислорода является единственным способом получения низкоуглеродистой нержавеющей стали без значительных потерь ценного легирующего хрома при переплаве.
Окислительный период заканчивается, когда содержание углерода становится ниже заданного предела, содержание фосфора 0,01%, температура металла несколько выше температуры выпуска стали из печи. В конце окислительного периода шлак стараются полностью убирать из печи, скачивая его с поверхности металла.
Восстановительный период плавки
После скачивания окислительного шлака начинается восстановительный период плавки. Задачами восстановительного периода плавки являются: раскисление металла, удаление серы, корректирование химического состава стали, регулирование температуры ванны, подготовка жидкоподвижного хорошо раскисленного шлака для обработки металла во время выпуска из печи в ковш. Раскисление ванны, т.е. удаление растворенного в ней кислорода, осуществляют присадкой раскислителей в металл и на шлак. В начале восстановительного периода металл покрывается слоем шлака. Для этого в печь присаживают шлакообразующие смеси на основе извести с добавками плавикового шпата, шамотного боя, кварцита. В качестве раскислителей обычно используют ферромарганец, ферросилиций, алюминий. При введении раскислителей происходят следующие реакции:

В результате процессов раскисления большая часть растворенного кислорода связывается в оксиды и удаляется из ванны в виде нерастворимых в металле неметаллических включений. Процесс этот протекает достаточно быстро и продолжительность восстановительного периода в основном определяется временем, необходимым для образования подвижного шлака. В малых и средних печах при выплавке ответственных марок сталей продолжают применять метод диффузионного раскисления стали через шлак, когда раскислители в виде молотого электродного боя, порошка ферросилиция присаживают на шлак. Содержание кислорода в шлаке понижается и в соответствии с законом распределения кислород из металла переходит в шлак. Метод этот, хотя и не оставляет в металле оксидных неметаллических включений, требует значительно большей затраты времени. В восстановительный период плавки, а также при выпуске стали под слоем шлака, когда происходит хорошее перемешивание металла со шлаком, активно происходит десульфурация металла по уравнению  . Этому способствует хорошее раскисление стали и шлака, высокое содержание извести в шлаке и высокая температура.
. Этому способствует хорошее раскисление стали и шлака, высокое содержание извести в шлаке и высокая температура.
В ходе восстановительного периода вводят легирующие – ферротитан, феррохром и другие, а некоторые, например никель, присаживают вместе с шихтой. Никель не окисляется и не теряется при плавке. Добавки тугоплавких ферровольфрама, феррониобия производят в начале рафинирования, так как нужно значительное время для их расплавления.
В настоящее время большинство операций восстановительного периода переносят из печи в ковш. Присаживают по ходу выпуска раскислители. Целью восстановительного периода является обеспечение нагрева стали до заданной температуры и создание шлака, десульфурирующая способность которого используется при совместном выпуске из печи вместе со сталью.
При выплавке легированных сталей в дуговых печах в сталь вводят легирующие элементы в виде ферросплавов.
В дуговых печах выплавляют качественные и высококачественные углеродистые и легированные стали – конструкционные и инструментальные.
2. Опишите последовательность изготовления формы методом машинной формовки.
Формовка – это технологический процесс изготовления форм, придания формы воплощается в огромном спектре разнообразных производств. В литейном производстве применяется как при самом литье, так и при изготовлении форм для литья. При изготовлении железобетонных изделий, используют процессы экструзии, виброформования, послойного виброформования. В пищевой промышленности– этохлебопечение, кондитерское производство. Широко используются технологии формовки листовых материалов.
Формовка бывает двух видов: ручная и машинная.
Ручная формовка является старейшим способом производства отливок. Она широко применяется в условиях мелкосерийного или индивидуального производства, при создании уникальных отливок. Использование для форм современных материалов позволяет получать высококачественные отливки практически любой степени сложности. Необходимо учитывать, что создание модели и подготовка к ручной формовке – дорогостоящая операция. В стоимости отливки при ручной формовке заметную часть составляет стоимость модели. Для сокращения расходов, улучшения качества подготовки модели в настоящее время широко применяют специализированные системы автоматизированного проектирования.
Машинная формовка является в настоящее время основным способом изготовления литейных форм. При машинной формовке механизируются наиболее трудоемкие операции уплотнения формовочной смеси и извлечения модели из формы, а также ряд вспомогательных операций. В результате этого резко повышается производительность труда по сравнению с ручной формовкой, возрастает точность отливок по размерам и массе, облегчается труд, и улучшаются санитарно-гигиенические условия работы, сокращается производственный цикл изготовления отливки.
Процесс изготовления форм в парных опоках может быть практически полностью механизирован за счет механического дозирования подачи формовочной смеси, уплотнения с использованием специальных машин, и т.п. Наиболее распространенным методом машинной формовки является уплотнение прессованием. Этот метод заключается в придании смеси определенной плотности посредством приложения регламентированного усилия, передаваемого через прессовую колодку. На практике используют как верхнее, так и нижнее прессование (рис. 3). Выбор метода прессования определяется в зависимости от целого ряда технологических факторов. В ряде случаев прессование осуществляют одновременно с вибрационным воздействием. В результате этого смесь уплотняется равномернее, а процесс прессования происходит более эффективно и качественно.
Кроме метода прессования в литейном производстве используются пескометные, пескодувные и пескострельные агрегаты, а также импульсные и вакуумные технологии уплотнения. Характерной особенностью такого рода технологических агрегатов является высокая степень их автоматизации, универсальность, маневренность, а также высокая производительность.
При нарушении технологической дисциплины в отливке возможно образование дефектов. В ГОСТ 19200-92 дефекты разделяют на следующие группы:
а) дефекты по несоответствию размеров (недолив, разностенность, перекос, коробление);
б) несплошность металла отливки (горячие трещины, холодные трещины, газовая пористость, усадочная раковина, усадочная пористость и др.);
в) несоответствие металла отливок требованиям (состав, ликвация, отбел);
г) наличие включений (металлических, неметаллических и др.).
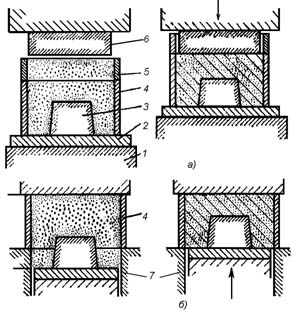
Рисунок 3. Методы верхнего (а) и нижнего (б) прессования при машинной формовке: 1 – неподвижная траверса; 2 – подмодельная плита; 3 – модель; 4 – опока; 5 – наполнительная рамка; 6 – прессовая колодка; 7 – прессовый стол.
Дефекты в общем случае делят на две группы - неисправимые и исправимые. Отливка с неисправимыми (обычно крупными) дефектами идет на переплавку. Исправимые (обычно мелкие) дефекты устраняют.
Наиболее распространенными дефектами являются раковины и трещины. Газовые раковины – пузыри воздуха или газов, которые остались в теле отливки после ее затвердевания в форме. Газовые раковины образуются из-за недостаточной газопроницаемости и повышенной влажности формовочных смесей, плотной набивки смеси в форме, низкой температуры заливаемого металла, неправильной конструкции литниковой системы. Песчаные раковины образуются из-за разрушения или обвала отдельных частей формы при заливке металла.
Усадочные раковины – открытые или закрытые полости в теле отливки, имеющие неровную внутреннюю поверхность. Они могут образовываться при неправильном подводе металла расплава в полость формы или слишком высокой температуре расплава.
Усадочные трещины – разрывы тела отливки в местах небольшой толщины и значительной длины, в местах значительного перепада толщин. Холодные трещины образуются вследствие внутренних напряжений, возникающих из-за различий в скорости охлаждения тонких и толстых мест отливки.
Горячие трещины образуются в процессе формирования отливки при высокой температуре металла и потому имеют темную окисленную поверхность. Причины – плохое раскисление расплава, низкая податливость стержней, а также ранняя выбивка отливок из формы.
Машинную формовку применяют для производства отливок в массовом и серийном производствах. При формовке на машинах формы изготовляют в парных опоках с использованием односторонних металлических модельных плит.
Машинная формовка механизирует установку опок на машину, засыпку формовочной смеси в опоку, уплотнение смеси, удаление моделей из формы, транспортирование и сборку форм. Машинная формовка обеспечивает высокую геометрическую точность полости формы по сравнению с ручной формовкой, повышает производительность труда, исключает трудоемкие ручные операции, сокращает цикл изготовления отливок. При машинной формовке формовочную смесь уплотняют.
Машинная формовка обеспечивает более высокое качество и точность отливок.
3. Опишите последовательность производства отливок по выплавляемым моделям и приведите поясняющие эскизы. Укажите преимущества, недостатки и области применения этого метода литья.
Литье по выплавляемым моделям представляет собой способ получения отливок в многослойных оболочковых неразъемных разовых формах. Формы изготавливают с использованием выплавляемых, выжигаемых и растворяемых моделей однократного применения. Применение этого способа обеспечивает возможность изготовления из любых литейных сплавов фасонных отливок, в том числе сложных по конфигурации и тонкостенных.
Последовательность подготовительных и основных производственных операций при различных вариантах современного промышленного процесса литья по выплавляемым моделям представлена на рисунке 4.
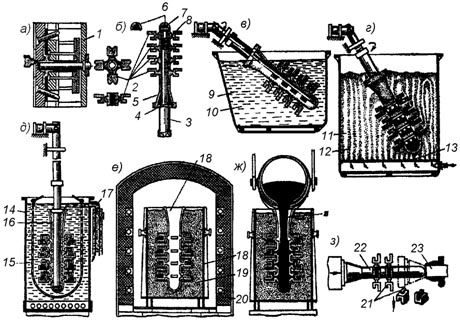
Рисунок 4. Литье по выплавляемым моделям
Модели отливок изготавливают преимущественно с применением металлической пресс-формы. Для изготовления моделей используют воскообразные сплавы, в состав которых могут входить парафин, церезин и различные воскоподобные материалы. Воскообразные модельные составы обычно запрессовывают в полость пресс-формы в жидком или пастообразном состоянии. На рисунке 4а показана запрессовка модельного состава в четырехместную пресс-форму 1. Модели отливок обычно собирают в блок, соединяя их с моделью литниковой системы, сделанной также из модельного сплава. В условиях массового производства обычно применяют высокопроизводительный метод механического соединения звеньев в блок (рис. 4б) нанизыванием на металлический стояк-каркас и скреплением их пружинным устройством в верхней части стояка. На стояк с рукояткой 3 и опорным фланцем 4 сначала надевают модель литниковой воронки 5, затем нанизывают звенья 2 моделей 4 и скрепляют прижимным устройством 6 с гайкой 7, после чего на нее напаивают колпачок 8 из модельного сплава.
Для получения оболочки формы (рис.4, в, г) на модельные блоки путем их погружения в бак 9 последовательно наносят несколько слоев суспензии 10, содержащей раствор специального связующего (например, этилсиликата) и порошок огнеупорной основы (пылевидный кварц, корунд, алюмосиликат и пр.). Каждый слой суспензии присыпают упрочняющими его огнеупорными материалами 12 (например, кварцевым песком, шамотом или корундом), которые располагаются в специальном устройстве 11 во взвешенном состоянии. Обычно для получения оболочки необходимой прочности наносят от 3-4 до 7-8 слоев суспензии, а при изготовлении крупных отливок наносят до 18-20 слоев, получая, таким образом, оболочку толщиной около 20-22 мм. Сушка слоев оболочки состоит из двух процессов: собственно сушки (испарения органических растворителей или воды, введенных в состав связующего) и отверждения пленки связующего вещества в результате огеливания или полимеризации.
Удаление моделей после формирования оболочки производят различными способами с учетом свойств модельного сплава. Так, легкоплавкие воскообразные составы на основе парафина удаляют из оболочки в горячей воде, горячим воздухом или паром, в перегретом расплаве модельного состава и т.п. На рисунке 4д показано в качестве примера удаление моделей в горячей воде (14 – бак с горячей водой; 15 – сетка для приема оболочки формы 16; 17 – сливной патрубок для очистки модельного сплава). После удаления модельного сплава оболочки сушат (рис. 4е) и затем для удаления остатков его органических компонентов прокаливают при температуре  . Заливку форм производят непосредственно после прокаливания их в горячем состоянии при температуре
. Заливку форм производят непосредственно после прокаливания их в горячем состоянии при температуре  , что обеспечивает хорошее заполнение форм. Заливка может производиться как в заформованные в опорный наполнитель 19 оболочки (рис. 4ж), так и в незаформованные. После заливки форм и охлаждения отливок оболочка обычно растрескивается на поверхности литого блока из-за меньшего сжатия при охлаждении, по сравнению с усадкой металла. Отливки 21 отделяются от литниковой системы 22 механически, например, специальным инструментом – трубчатой фильерой 23 (рис.4з).
, что обеспечивает хорошее заполнение форм. Заливка может производиться как в заформованные в опорный наполнитель 19 оболочки (рис. 4ж), так и в незаформованные. После заливки форм и охлаждения отливок оболочка обычно растрескивается на поверхности литого блока из-за меньшего сжатия при охлаждении, по сравнению с усадкой металла. Отливки 21 отделяются от литниковой системы 22 механически, например, специальным инструментом – трубчатой фильерой 23 (рис.4з).
Преимущества литья по выплавляемым моделям по сравнению с литьем в песчано-глинистые разовые формы заключаются в следующем:
1) отсутствие разъема формы, что обеспечивает повышенную точность размеров и массы отливок;
2) уменьшение параметров шероховатости поверхности и существенное улучшение внешнего товарного вида отливок;
3) улучшение заполняемости форм из-за их предварительного подогрева;
4) улучшение условий затвердевания отливок в силу более медленного охлаждения;
5) сокращение в несколько раз объема переработки и транспортирования формовочных материалов;
6) уменьшение объема механической обработки отливок.
Кроме того, для литья по выплавляемым моделям характерна меньшая жесткость оболочки, что следует рассматривать как достоинство метода в сравнении с методами литья в кокиль.
Основные недостатки метода литья по выплавляемым моделям:
1) относительно высокая стоимость формовочных материалов;
2) сложность модельной оснастки;
3) повышенное выделение вредных химических веществ в ходе термического удаления модельного вещества.
Задание №2
1. Опишите явления, происходящие в металле при холодном деформировании, и укажите сущность процесса упрочнения.
Деформация (от латинского «deformatio » – «искажение») – изменение взаимного положения частиц тела, связанное с их перемещением друг относительно друга.Деформацией называют процесс изменения формы и размеров тела под действием приложенных к нему нагрузок.
Деформация представляет собой результат изменения межатомных расстояний и перегруппировки блоков атомов. Обычно деформация сопровождается изменением величин межатомных сил, мерой которого является упругое механическое напряжение.
Деформации разделяют на обратимые (упругие) и необратимые (неупругие, пластические, ползучести).
Упругие деформации исчезают после окончания действия приложенных сил, а необратимые – остаются. В основе упругих деформаций лежат обратимые смещения атомов тела от положения равновесия (другими словами, атомы не выходят за пределы межатомных связей); в основе необратимых – необратимые перемещения атомов на значительные расстояния от исходных положений равновесия (то есть выход за рамки межатомных связей, после снятия нагрузки переориентация в новое равновесное положение).
Деформации ползучести – это необратимые деформации, происходящие с течением времени.
При неизменной нагрузке, приложенной к телу, деформация изменяется со временем; это явление называется ползучестью. С возрастанием температуры скорость ползучести увеличивается. Частными случаями ползучести являются релаксация и упругое последействие.
Пластические деформации – это необратимые деформации, вызванные изменением напряжений. Способность вещества пластически деформироваться называется пластичностью. При пластической деформации металла одновременно с изменением формы меняется ряд свойств – вчастности, при холодном деформировании повышается прочность.
Все реальные твёрдые тела при деформации в большей или меньшей мере обладают пластическими свойствами. Твёрдое тело с достаточной точностью можно считать упругим, пока нагрузка не превысит некоторого предела (предел упругости).
Природа пластической деформации может быть различной в зависимости от температуры, продолжительности действия нагрузки или скорости деформации.
В зависимости от температурно-скоростных условий деформирования различают холодную и горячую деформацию.
Холодная деформация характеризуется изменением формы зерен, которые вытягиваются в направлении наиболее интенсивного течения металла (рис.11, а). При холодной деформации формоизменение сопровождается изменением механических и физико-химических свойств металла.
Упрочнение металла под действием пластической деформации называется наклепом, или нагартовкой.
Пластическая деформация вносит существенные изменения в строение металла. Кристаллическая структура пластически деформированного металла характеризуется не только искажением кристаллической решетки, но и определенной ориентировкой зерен - текстурой.
Беспорядочно ориентированные кристаллы под действием деформации поворачиваются осями наибольшей прочности вдоль направления деформации (рис.5).
С увеличением деформации степень текстурованности возрастает и при больших степенях деформации достигает 100%, т.е. все зерна оказываются одинаково ориентированными.
В результате деформации зерно измельчается. В действительности оно только деформируется, сплющивается и из равноосного превращается в неравноосное (в виде лепешки, блина), сохраняя ту же площадь поперечного сечения.
Рисунок 5. Изменение микроструктуры при пластической деформации поликристалла
Холодная деформация без нагрева заготовки позволяет получать большую точность размеров и лучшее качество поверхности по сравнению с обработкой давлением при достаточно высоких температурах. Отметим, что обработка давлением без специального нагрева заготовки позволяет сократить продолжительность технологического цикла, облегчает использование средств механизации и автоматизации и повышает производительность труда.
Горячей деформацией называют деформацию, характеризующуюся таким соотношением скоростей деформирования и рекристаллизации, при котором рекристаллизация успевает произойти во всем объеме заготовки и микроструктура после обработки давлением оказывается равноосной, без следов упрочнения
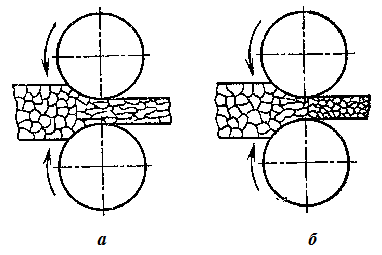
Рисунок 6. Схема изменения микроструктуры металла при прокатке:
а) холодная пластическая деформация;
б) горячая пластическая деформация
Для каждого металла и сплава существует своя температурная область холодной и горячей обработки давлением. Пластическое деформирование железа при температуре  следует рассматривать как горячую обработку, а при температуре
следует рассматривать как горячую обработку, а при температуре  – как холодную. Для свинца и олова пластическое деформирование даже при комнатной температуре является по существу горячей обработкой, так как температура
– как холодную. Для свинца и олова пластическое деформирование даже при комнатной температуре является по существу горячей обработкой, так как температура  выше температуры рекристаллизации этих металлов. Эти металлы в практике называют ненаклепываемыми, хотя при деформировании у них образуются линии сдвига (что показывает, например, характерный хруст оловянной пластинки при ее изгибании).
выше температуры рекристаллизации этих металлов. Эти металлы в практике называют ненаклепываемыми, хотя при деформировании у них образуются линии сдвига (что показывает, например, характерный хруст оловянной пластинки при ее изгибании).
Для отжига наклепанного материала в производственных условиях применяют более высокие температуры, чем минимальная температура рекристаллизации, для обеспечения большей скорости рекристаллизационных процессов. В табл.1 приведены теоретические температуры рекристаллизации, температуры, при которых в производственных условиях осуществляют рекристаллизационный отжиг, а также температуры горячей обработки давлением.
Таблица 1. Температура рекристаллизации и горячей обработки
| Металл | Температура, 
| ||
| Рекристаллизация | Рекристаллизационного отжига | Горячей обработки давлением | |
| Сталь | 600 – 700 | 1300 – 800 | |
| Железо | 600 – 700 | 1300 – 800 | |
| Медь | 450 – 500 | 800 –600 | |
| Латунь | 400 – 500 | 750 –600 | |
| Алюминий | 250 – 350 | 450 – 350 | |
| Молибден | 1400 – 1600 | 1400 – 2000 |
Рекристаллизационный отжиг чаще применяют как межоперационную термическую обработку при холодной прокатке, волочении, штамповке и т.д. (для снятия наклепа), а иногда как окончательную обработку для получения заданных свойств изделий и полуфабрикатов.
В результате холодного пластического деформирования металл упрочняется и изменяются его физические свойства - электросопротивление, магнитные свойства, плотность. Наклепанный металл запасает 5 - 10% энергии, затраченной на деформирование. Свойства наклепанного металла меняются тем сильнее, чем больше степень деформации.
Металлы интенсивно наклепываются в начальной стадии деформирования, после 40% деформации механические свойства меняются незначительно (рис. 7). С увеличением степени деформации (относительного удлинения)  предел текучести
предел текучести  растет быстрее предела прочности
растет быстрее предела прочности  (временного сопротивления). Обе характеристики у сильно наклепанных металлов сравниваются, а удлинение становится равным нулю (пунктирная кривая). Такое состояние наклепанного металла является предельным, при попытке продолжить деформирование металл разрушается. Путем наклепа твердость и временное сопротивление (предел прочности) удается повысить в 1,5 - 3 раза, а предел текучести - в 3 - 7 раз при максимально возможных деформациях.
(временного сопротивления). Обе характеристики у сильно наклепанных металлов сравниваются, а удлинение становится равным нулю (пунктирная кривая). Такое состояние наклепанного металла является предельным, при попытке продолжить деформирование металл разрушается. Путем наклепа твердость и временное сопротивление (предел прочности) удается повысить в 1,5 - 3 раза, а предел текучести - в 3 - 7 раз при максимально возможных деформациях.
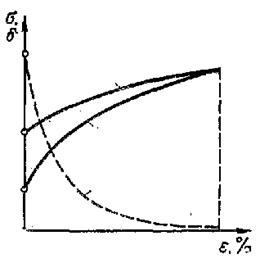
Рисунок 7. Зависимость механических свойств от степени деформации
Текстура деформации. При большой степени деформации возникает преимущественная кристаллографическая ориентировка зерен. Закономерная ориентировка кристаллитов относительно внешних деформирующих сил получила название текстуры (текстура деформации).
Наклеп. С увеличением степени деформации свойства, характеризующие сопротивление деформации, повышаются, а способность к пластической деформации — пластичность уменьшается. Это явление роста упрочнения получило название наклепа. Упрочнение металла в процессе пластической деформации (наклеп) объясняется увеличением числа дефектов кристаллического строения (дислокаций, вакансий, межузельных атомов).
Все дефекты кристаллического строения затрудняют движение дислокаций, а следовательно, повышают сопротивление деформации и уменьшают пластичность. Наибольшее значение имеет, увеличение плотности дислокаций, так как возникающее при этом взаимодействие между ними тормозит дальнейшее их перемещение. В результате деформации уменьшается плотность, сопротивление коррозии и повышается электросопротивление. Холодная деформация ферромагнитныхметаллов, например железа, повышает коэрцитивную силу и уменьшает магнитную проницаемость.
Наклепанные металлы более активно, вступают в химические реакции, они легче корродируют и склонны к коррозионному растрескиванию. При больших степенях деформации в результате образования текстуры деформации проявляется анизотропия механических и магнитных свойств.
Упрочнение при наклепе широко используют для повышения механических свойств деталей, изготовленных методами холодной обработки давлением. В частности, наклеп поверхностного слоя деталей повышает сопротивление усталости.
В промышленности широко применяют следующие высокопроизводительные эффективные и дешевые способы поверхностного упрочнения деталей: дробеструйный наклеп, накатывание поверхности роликами или шариками, чеканка специальными бойками, гидроабразивный наклеп и др.
Эти способы позволяют значительно увеличить долговечность деталей, повысить прочность и твердость, уменьшить пластичность и вязкость.
2. Опишите технологический процесс изготовления поковки способом горячей объемной штамповки на кривошипном горячештамповочном прессе.
При выполнении работы следует:
1)описать сущность процесса штамповки и указать область ее применения;
2)изобразить схему молота и описать его работу;
3) описать механизацию процесса штамповки.
Штамповка – способ обработки давлением металлов, при котором форма и размеры изделия определяются конфигурацией инструмента штампа. Различают штамповку объемн