Третий метод профилирования основан на замене криволинейного профиля боковой стороны в осевом сечении эвольвентного червяка на прямолинейный, близкий к нему (рис.2)
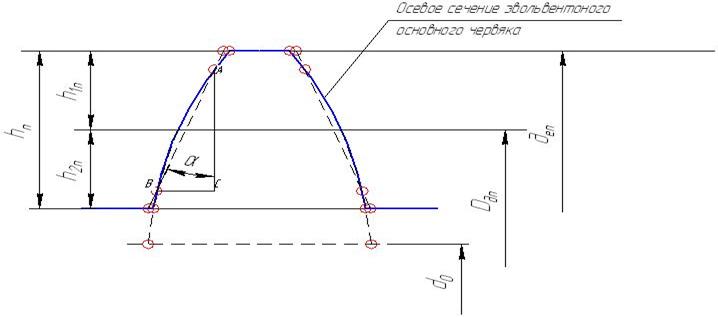
Рис. 2. Прямолинейный профиль в осевом сечении зубьев фрезы.
В этом случае приближенного профилирования червячных фрез для цилиндрических зубчатых колес с эвольвентным профилем происходит замена эвольвентного основного червяка на архимедов червяк. Червячные фрезы, спрофилированные приближенно на основе архимедового червяка, образуют, по сравнению с другими методами приближенного профилирования, наименьшие погрешности профили зубьев нарезаемых колес в виде небольшого подреза ножки и среза, благоприятно влияющие на условие зацепления сопрягаемой пары зубчатых колес. Кроме того, такие червячные срезы имеют следующие преимущества.
1) боковые стороны зубьев архимедовых червячных фрез можно затыловать в радиальном направлении. При этом не образуются органические погрешности, что обеспечивает расположение боковых режущих лезвий зубьев фрезы на производящей поверхности при перетачивании фрезы до полного ее использования;
2) для окончательного контроля профиля боковой стороны зубьев архимедовых червячных фрез разработаны и используются специальные приборы, обеспечивающие высокую и стабильную точность измерения.
Эти основные преимущества архимедовых червячных фрез обеспечивают высокую точность профиля зубьев нарезаемых колес не только при работе новыми фрезами, но и переточннными до полного их использования.
При проектировании чистовых червячных фрез для цилиндрических зубчатых колес с эволентным профилем приближенное профилирование на основе архимедового червяка является предпочтительным.
Применение червячных фрез с прямолинейным профилем в осевом сечении обеспечивает изготовление зубчатых колес в пределах 7-8-й степени точности.
Рассмотренные методы профилирования червячных фрез для цилиндрических зубчатых колес с эвольвентным профилем относится к случаям нарезания зубчатых колес с наименьшей погрешностью профиля зубьев, определяемой условиями их работы. Однако при изготовлении зубчатых колес бывает, что в профиль зубьев нарезаемых колес вносятся преднамеренные отклонения, исходя из эксплутационных или технологических факторов. В этом случае применяются методы профилирования, обеспечивающие изготовление зубчатых колес с преднамеренными отклонениями профиля зубьев (например, при нарезании фланкированных зубчатых колес, зубчатых колес, подвергающихся при изготовлении шевингованию или шлифованию). Выбранный профиль зубьев червячных фрез должен обеспечить оптимальное расположение припуска под шлифование или шевингование, при котором шлифовальному кругу или шеверу обеспечиваются оптимальные условия работы.
III. Порядок расчета основных конструктивных элементов червячной фрез (рис.3)
1.Число заходов( )
)
Число заходов червячных фрез является одним из факторов, влияющих на производительность при нарезании зубьев цилиндрических колес. На выбор числа заходов червячных фрез влияет степень точности нарезаемых колес и их размеры (число зубьев и модуль). Червячные фрезы, особенно чистовые, проектируются однозаходными. При предварительном нарезании зубьев цилиндрических колес с модулем 6 мм и при нарезании зубьев цилиндрических колес под шевингование или шлифование применяются в ряде случаев многозаходные червячные фрезы.
Увеличение числа заходов червячных фрез приводит к уменьшению количества резов, формирующих боковую сторону зубьев нарезаемых колес. Вследствие этого возрастает погрешность профиля зубьев. Погрешность профиля зубьев нарезаемых колес, связанная с огранкой, уменьшается с уменьшением угла профиля исходной зубчатой рейки. Угол профиля  принимается в этих случаях равным 8-120.
принимается в этих случаях равным 8-120.
Для повышения точности профиля зубьев нарезаемых колес число заходов на должно быть кратным числу зубьев фрезы в торцевом сечении и числу зубьев нарезаемых колес. Так, например, двухзаходные чрвячные фрезы рекомендуется применять при нарезании цилиндрических колес с нечетным числом зубьев, а трехзаходные – с четным числом зубьев.
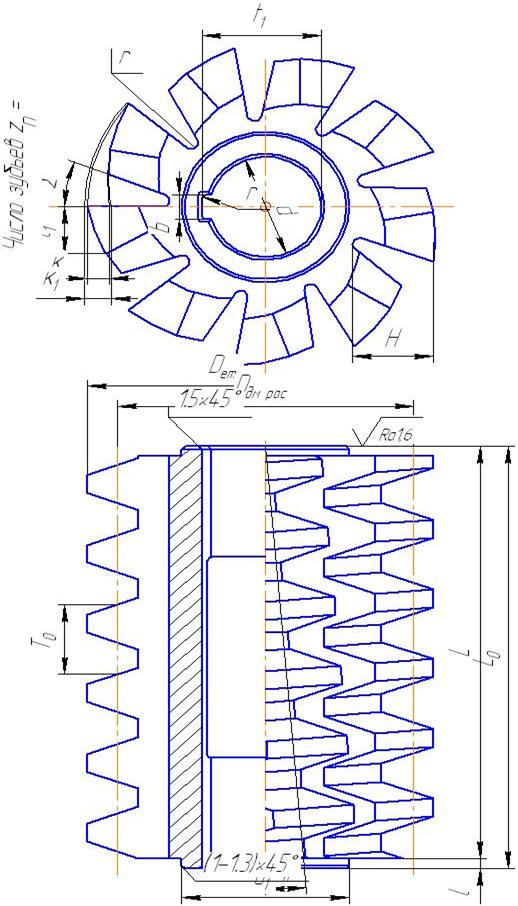
Рис. 3. Конструктивные элементы червячной фрезы для цилиндрических колес с эвольвентным профилем.
2.Угол подъема винтовой линии по делительному цилиндру 
Погрешности профиля зубьев нарезаемых колес с эвольвентным профилем, связанные с приближенным профилированием червячных фрез, в значительной степени зависят от величины угла подъема винтовой линии по делительному цилиндру фрез. С увеличением угла подъема винтовой линии по по делительному цилиндру величина погрешности профиля зубьев нарезаемых колес возрастает. Вследствие этого для чистовых червячных фрез величина угла подъема винтовой линии по делительному цилиндру принимается не свыше  . Для черновых червячных фрез величина угла подъема винтовой линии по делительному цилиндру допускается до
. Для черновых червячных фрез величина угла подъема винтовой линии по делительному цилиндру допускается до 