Выбор направления винтового гребня червячных фрез зависит от направления зубьев нарезаемых колес. При нарезании прямозубных колес направления винтового гребня не оказывает влияние на стойкость фрез. При нарезании же цилиндрических колес с винтовыми зубьями для повышения суммарной стойкости червячных фрез, необходимо принимать напрвление винтового гребня фрезы одноименным с направлением зубьев нарезаемых цилиндрических колес.
4.Наружный диаметр 
Основным фактором, влияющим на выбор величины наружного диаметра червячных фрез, является степень точности нарезаемых колес. Увеличение наружного диаметра червячных фрех приводит к уменьшению угла подъема винтовой линии по делительному цилиндру, а следовательно, и к уменьшению величины погрешности профиля зубьев нарезаемых колес, которая связана с приближенным профилированием червячных фрез. Точность профиля зубьев нарезаемых колес повышается с увеличение наружного диаметра. Это приводит к увеличению числа зубьев червячной фрезы, а следовательно, и к увеличению количества резов для формирования боковой стороны зубьев нарезаемых колес.
Ориентировочная величина наружного диаметра червячной модульной фрезы определяется по формуле
 .
.
Окончательная величина наружного диаметра червячной фрезы округляется в большую сторону до величины кратной пяти.
Максимальное значение наружного диаметра должно быть увязано с паспортными данными зубофрезерного станка, на котором выполняется операция нарезания зубьев цилиндрических колес.
Необходимо иметь в виду, что с увеличение наружного диаметра увеличивается время на врезание, что снижает производительность обработки. Для уменьшения времени на врезание при большом наружном диаметре червячных фрез желательно применять, если позволяет зубофрезерный станок, врезание в радиальном направлении.
|
|
5. Форма зубьев
В конструкциях червячных фрез с затылованием задней поверхности применяются следующие две основные формы зубьев.
Форма а) имеет один участок задней поверхности по архимедовой спирали со спадом, равным К. Образование задней поверхности зубьев в этом случае производится затыловычными резцами до термической обработки фрезы. Дефекты, образующиеся при термической обработке, не устраняются. Червячные фрезы с такой формой зуба характеризуются простотой изготовления, но на ряду с этим – пониженной точность профиля и стойкостью. Форма а) зубьев применяется в конструкциях черновых червячных фрез, а также червячных фрез для обработки зубчатых колес 9-й степени точности и грубее.
Форма б) имеет два участка затылованной задней поверхности, образованные по архимедовой спирали: первый участок со спадом К и второй – со спадом К1 . Первый (основной) участок затылованной задней поверхности формируется окончательно после термической обработки шлифованием. Второй участок предназначен для обеспечения свободного выхода шлифовального круга при обработке первого и формируется затыловочным резцом до термической обработки. Червячные фрезы с зубьями по форме б) характеризуются повышенной точностью размеров профиля и стойкостью. Форма б) зубьев применяется в конструкциях червячных фрех для чистовой и окончательной обработки зубьев нарезаемых колес до 8-й степени точности.
|
|
Форма зубьев червячных фрез с затылованной задней поверхностью определяется по следующим размерам:
Н- глубина стружечной канавки;
 - угол впадины стружечной канавки;
- угол впадины стружечной канавки;
r- радиус впадины стружечной канавки;
 - величина спада задней поверхности на первом участке;
- величина спада задней поверхности на первом участке;
 - величина спада задней поверхности на втором участке.
- величина спада задней поверхности на втором участке.
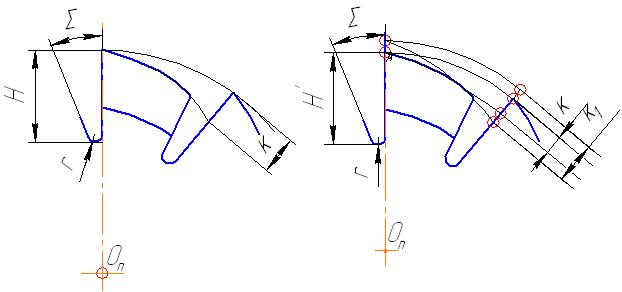
а) б)
Рис.4. Основные формы зубьев червячных фрез
6. Ориентировочное число зубьев фрезы в торцевом сечении 
Число зубьев червячной фрезы в торцевом сечении (число стружечных каналов) влияет на количество резов, формирующих боковую сторону зубьев нарезаемых колес. Для повышения точности профиля зубьев нарезаемых колес и производительности обработки предпочтительно принимать максимально допустимое число зубьев фрезы в торцевом сечении.
Ориентировочное число зубьев в торцевом сечении затылованных червячных фрез для цилиндрических зубчатых колес с эвольвентным профилем определяется формулой
Где  - коэффициент, учитывающий форму зубьев червячных фрез.
- коэффициент, учитывающий форму зубьев червячных фрез.
Для червячных фрез с зубьями по форме а) =1,0, а по форме б) =0,8
7. Величина спада задней поверхности зубьев фрез К и К1
Величина спада (величина затылования) задней поверхности зубьев фрез на первом (основном) участке определяется по формуле
Где  - задний угол на вершине зубьев.
- задний угол на вершине зубьев.
Величина угла принимается равной 100-120.
Величина спада задней поверхности зубьев фрез на втором участке принимается равной

Где  – поправочный коэффициент.
– поправочный коэффициент.
Числовое значение поправочного коэффициента принимается в зависимости от значения червячных фрез и величины модуля нарезаемых колес. Для фрез общего назначения =1,2+1,4, а для прецизионных =1,4+1,8. Меньшее числовое значение коэффициента принимается для больших модулей и, наоборот.
|
|
Найденные числовые значения К и К1 округляются до 0,5 мм.
8. Радиус впадины стружечной канавки r
Величина радиуса впадины стружечной канавки определяется по формуле
Числовое значение радиуса впадины стружечной канавки округляется до ближайшего большего с точностью до 0,5 мм ряда:1; 1,5; 2; 2,5; 3…..
9. Глубина профиля 
Величина глубины профиля или шлифовальная часть зубьев червячных фрез для нарезания цилиндрических зубчатых колес с эвольвентным профилем (рис. 1 и 2) равна

10. Глубина стружечной канавки Н
Размер глубины стружечных канавок определяется в зависимости от формы зубьев червячных фрез.
Для червячных фрез с зубьями по форме а)
Для червячных фрез с зубьями по форме б)
Величина Н округляется до 0,5 мм в большую сторону.
11. Угол впадины стружечной канавки 
Величина угла впадины стружечной канавки принимается в зависимости от числа зубьев фрезы следующих значений:
При  и больше
и больше 
 и 8
и 8 

 или
или 
12. Окончательное число зубьев в торцевом сечении
Число зубьев в торцевом сечении окончательно устанавливается для червячных фрез с зубьями по форме б) из условия обеспечения свободного выхода шлифовального круга дискового типа при обработке первого (основного) участка затылованной задней поверхности. Этому соответствует отсутствие контакта рабочей поверхности шлифовального круга с зубом червячной фрезы, следующим за шлифуемым. Окончательное число зубьев фрезы в торцевом сечении определяется графическим построением (рис.5)
Исходными данными для построения являются величины, полученные расчетом: ,  , К,
, К,  , r,
, r,  , Н, и .
, Н, и .
Графическое построение производится в следующем порядке:
а. Из точки  строится дуга окружности радиусом
строится дуга окружности радиусом 
б. По угловому шагу  зубьев фрезы в торцевом сечении определяется положение передних поверхностей двух соседних зубьев с вершинами в точках А и А1.
зубьев фрезы в торцевом сечении определяется положение передних поверхностей двух соседних зубьев с вершинами в точках А и А1.
в. Вычерчивается вспомогательная окружность радиусом

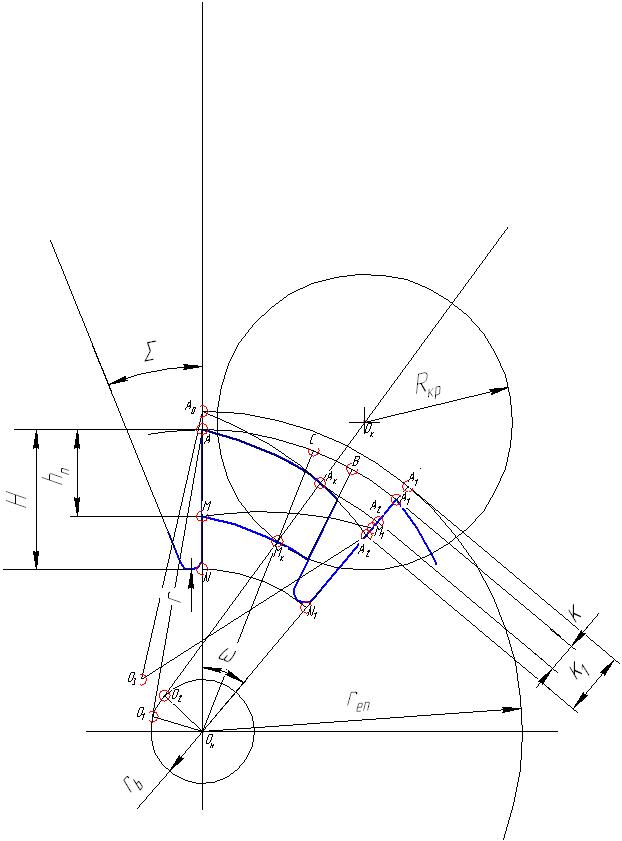
Рис. 5. Графическое построение для определения окончательного числа зубьев червячных фрез
г. Проводится из точки А линия касательно к вспомогательной окружности радиусом  и определяется положение точки 01 в месте касания прямой линии из точки А к вспомогательной окружности.
и определяется положение точки 01 в месте касания прямой линии из точки А к вспомогательной окружности.
д. из точки 01 проводится дуга окружности радиусом 01А, приближенно заменяющая архимедову спираль на вершине зуба фрезы в точке А со спадом величиной К.
е. По размерам Н, r и вычерчивается впадина стружечной канавки двух соседних зубьев фрезы. Ширина зуба у основания должна быть не менее (0,5+0,75)Н. Это условие выполняется, если  и является единственным определяющим окончательное число зубьев в торцевом сечении червячных фрез с зубьями по форме а).
и является единственным определяющим окончательное число зубьев в торцевом сечении червячных фрез с зубьями по форме а).
ж. На передних поверхностях зубьев фрез откладываются отрезки АМ и А1 М1, равные глубине профиля  или величине шлифованной части профиля зубьев фрезы.
или величине шлифованной части профиля зубьев фрезы.
з. Из точки М строится дуга окружности радиусом 01М с центром 01, определяющая приближенно положение задней поверхности на боковой стороне зуба фрезы в точке М.
и. Определяется длина шлифовальной части задней поверхности зуба фрезы. Длина шлифовальной части задней поверхности по вершине зуба должна быть в пределах дуги АС по наружному цилиндру фрезы. Длина дуги АС принимается равной от ½ до 2/3 длины дуги АВ по наружному цилиндру. Для определения шлифованной части задней поверхности на боковой стороне зуба фрезы проводится из точки  линия в точку С. Далее, через точку Мк, расположенную в месте сопряжения линии
линия в точку С. Далее, через точку Мк, расположенную в месте сопряжения линии  и задней поверхности в точке М, проводится касательно в точке
и задней поверхности в точке М, проводится касательно в точке  линия к вспомогательной окружности. Шлифованная честь задней поверхности на боковой стороне зуба фрезы ограничивается линией
линия к вспомогательной окружности. Шлифованная честь задней поверхности на боковой стороне зуба фрезы ограничивается линией  .
.
к. Вычерчивается задняя поверхность на шлифованной части зуба. Для построения второго затылка отмечаются точки  и
и  от точек А1 и А2 на расстоянии
от точек А1 и А2 на расстоянии  .
.
Архимедова спираль на задней поверхности на втором затылке со спадом К1, проходящая по вершине зуба через точки  ,
,  и заменяется дугой окружности с центром
и заменяется дугой окружности с центром  . Центр окружности находится на пересечении перпендикуляров к середине хорд
. Центр окружности находится на пересечении перпендикуляров к середине хорд  и
и  .
.
л. Вычерчивается контур рабочей поверхности шлифовального круга на периферии в конечном положении при шлифовании задней поверхности зуба фрезы. Конечное положение шлифовального круга определяется линией . положение центра шлифовального круга в конечном положении при шлифовании задней поверхности определится на продольной линии 02Ак точкой 0к, расположенной от точки Мк на расстоянии, равном  Минимально допустимый диаметр шлифовального круга, исходя из условий крепления, может быть принят равным
Минимально допустимый диаметр шлифовального круга, исходя из условий крепления, может быть принят равным  . Величина минимально допустимого диаметра шлифовального круга дискового типа не должна быть меньше 60 мм. Контур рабочей поверхности шлифовального круга по периферии в конечном положении контакта с затылуемой задней поверхностью зуба фрезы определяется окружностью радиусом
. Величина минимально допустимого диаметра шлифовального круга дискового типа не должна быть меньше 60 мм. Контур рабочей поверхности шлифовального круга по периферии в конечном положении контакта с затылуемой задней поверхностью зуба фрезы определяется окружностью радиусом  с центром в точке 0к.
с центром в точке 0к.
Свободный выход шлифовального круга при обработке задней поверхности зуба фрезы обеспечивается, если точка  расположена за пределами рабочей поверхности шлифовального круга с диаметром, равным
расположена за пределами рабочей поверхности шлифовального круга с диаметром, равным  . Если это условие не выполняется, то окончательное значение числа зубьев
. Если это условие не выполняется, то окончательное значение числа зубьев  фрезы принимается меньшим, по сравнению со значением, установленным предварительно. Затем пересчитывают параметры для графического построения по определению окончательного числа зубьев фрезы в торцевом сечении.
фрезы принимается меньшим, по сравнению со значением, установленным предварительно. Затем пересчитывают параметры для графического построения по определению окончательного числа зубьев фрезы в торцевом сечении.
Оптимальное максимальное допустимое число зубьев в торцевом сечении червячной фрезы соответствует минимально допустимому расстоянию между рабочей поверхностью шлифовального круга и точкой М1.
Длина шлифовальной части задней поверхности по вершине зубьев  (рис. 3) должна быть равной в пределах
(рис. 3) должна быть равной в пределах  ÷
÷  окружного шага по вершине зубьев фрезы.
окружного шага по вершине зубьев фрезы.
13. Диаметр отверстия d
В целях увеличения жесткости крепления фрезы диаметр отверстия под оправку следует брать максимально допустимым. Ориентировочное значение размера диаметра отверстия определяется по формуле

Окончательное значение размера отверстия принимается по ГОСТу 9472-83
По окончательному размеру диаметра отверстия проверяется толщина корпуса фрезы в опасном сечении по формуле

Где  -размер, определяющий глубину шпоночного паза от стенки отверстия.
-размер, определяющий глубину шпоночного паза от стенки отверстия.
Если последнее условие не выполняется, то принимается конструкция фрезы с торцевыми шпоночными пазами.
14. Длина рабочей части фрезы L
Приближенное значение величины длины рабочей части червячной фрезы определяется по формуле
 .
.
При нарезании косозубых колес с углом наклона свыше 20о червячные модульные фрезы должны иметь заборный конус. Длина заборного конуса  . Угол заборного конуса принимается равным 70-100. при этом для меньшей длины заборного конуса
. Угол заборного конуса принимается равным 70-100. при этом для меньшей длины заборного конуса  принимается большое значение угла заборного конуса, равное
принимается большое значение угла заборного конуса, равное  , и для
, и для  принимается меньшее значение угла заборного конуса, равное
принимается меньшее значение угла заборного конуса, равное  . Заборный конус располагается на входной стороне червячной фрезы.
. Заборный конус располагается на входной стороне червячной фрезы.
15. Общая длина фрезы 
Величина общей длины фрезы определяется формулой
 ,
,
где  - длина цилиндрических буртиков фрезы принимается равной 3-5 мм.
- длина цилиндрических буртиков фрезы принимается равной 3-5 мм.
16. Диаметр буртиков 
Цилиндрическая поверхность буртиков используется для контроля установки фрезы на станке. Диаметр буртиков принимается равным
 мм.
мм.
17. Расчетный диаметр делительного цилиндра 
Расчетный диаметр делительного цилиндра учитывает изменение ряда геометрических параметров (угол подъема винтовой линии, угол наклона передней поверхности и др.) червячной фрезы при перетачивании ее в процессе эксплуатации. Для уменьшения отклонения эксплуатационных значений параметров от расчетных, величина расчетного диаметра делительного цилиндра определяется для сечения, расположенного на расстоянии (0,15…0,25) окружного шага от передней поверхности фрезы. В соответствии с этим расчетный диаметр делительного цилиндра определяется по формуле

18. Расчетный угол подъема винтовой линии по делительному цилиндру 
Величина расчетного угла подъема винтовой линии по делительному цилиндру определяется формулой
Величина расчетного угла подъема винтовой линии на делительном цилиндре определяются с точностью до5 и входит в знаки маркировки червячной фрезы.
19. Направление стружечных канавок и угол наклона 
Стружечные канавки для обеспечения одинаковой величины переднего угла на боковых режущих лезвиях зубьев фрезы располагаются нормально к винтовому гребню и выполняются винтовыми. Угол наклона стружечных канавок принимается равным углу подъема винтовой линии по делительному цилиндру, т.е.

20. Шаг стружечных канавок 
Величина шага стружечных канавок входит в знаки маркировки фрезы и определяется по формуле
21. Осевой шаг зубьев фрезы 
Величина шага зубьев в осевом сечении фрезы рассчитывается по формуле
Величина определяется с точностью до 0,001 мм.
22. Размеры профиля зубьев червячных фрез в нормальном сечении (рис.6)
а. толщина зуба по делительному цилиндру
где  – припуск по толщине зубьев нарезаемых колес под дальнейшую обработку.
– припуск по толщине зубьев нарезаемых колес под дальнейшую обработку.
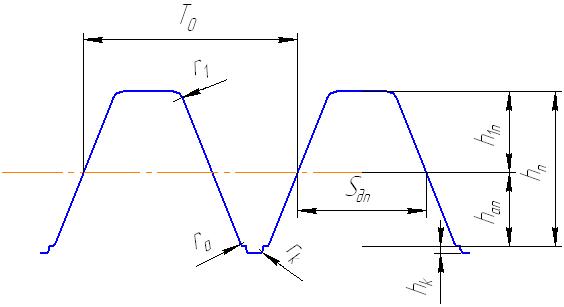
Рис. 6. Размеры зубьев червячных фрез в нормальном сечении
Величина  рассчитывается с точностью до 0,01 мм и указывается на высоте головки зуба фрезы.
рассчитывается с точностью до 0,01 мм и указывается на высоте головки зуба фрезы.
б. Высота головки зуба
в. Высота ножки зуба
 ,
,
где  – коэффициент радиального зазора между головкой зуба нарезаемого колеса и впадиной зуба фрезы. Величина может быть принята равной величине С.
– коэффициент радиального зазора между головкой зуба нарезаемого колеса и впадиной зуба фрезы. Величина может быть принята равной величине С.
г. Радиус галтели на головке зуба
д. радиус галтели у ножки зуба
 .
.
В конструкциях червячных фрез с зубьями по форме б) при  мм по дну впадины выполняется затылованная канавка размерами: высота канавки
мм по дну впадины выполняется затылованная канавка размерами: высота канавки  мм, радиус закругления
мм, радиус закругления  мм. Ширина канавки устанавливается по конструктивным и технологическим мотивам.
мм. Ширина канавки устанавливается по конструктивным и технологическим мотивам.
23. Размеры профиля зубьев фрезы
Размеры профиля зубьев фрезы на рабочем чертеже проставляются в зависимости от принятого приближенного метода профилирования червячных фрез для нарезания зубчатых колес с эвольвентным профилем.
а. профиль зубчатой рейки исходного контура по впадине зубьев в нормальном сечении (рис. 7).
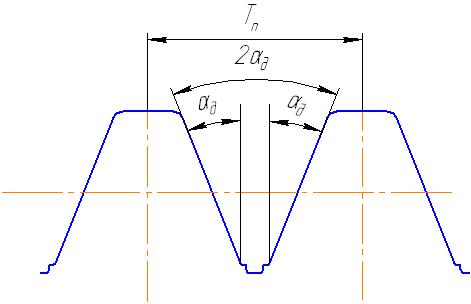
Рис. 7. Размеры профиля зубьев червячных фрез при профилировании по профилю зубчатой рейки исходного контура по впадине зубьев в нормальном сечении
На рабочем чертеже червячной фрезы размеры профиля зубьев фрезы приводятся в нормальном сечении по впадине винтового гребня. Угол профиля боковой стороны зуба фрезы по впадине в нормальном сечении принимается равным углу профиля зубчатой рейки исходного контура нарезаемых зубчатых колес т.е.

Осевое сечение зубьев фрезы на рабочем чертеже может не приводиться.
б. Прямолинейный профиль в нормальном сечении по впадине зубьев фрезы (рис. 8).
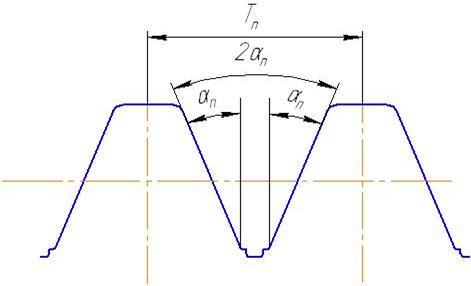
Рис.8. Размеры профиля зубьев червячных фрез при профилировании по прямолинейному профилю в нормальном сечении по впадине зубьев фрезы
Угол профиля зубьев фрезы по впадине в нормальном сечении определяется по формуле

где  - величина поправки угла профиля исходного контура зубчатой рейки
- величина поправки угла профиля исходного контура зубчатой рейки
Числовое значение величины поправки угла профиля зависит от величины угла подъема винтовой канавки по расчетному делительному цилиндру и определяются по таблице.
Таблица
|
| 
| 
| 
| 
| 
| 
| 
| 
|
|
|
| 
| 
| 
| 
| 
| 
| 
| 
| 
|
На рабочем чертеже червячной фрезы приводится профиль впадины зубьев в нормальном сечении с указанием угла профиля  . По этому размеру угла профиля проектируются шаблоны для контроля угла профиля на боковой стороне зубьев фрезы.
. По этому размеру угла профиля проектируются шаблоны для контроля угла профиля на боковой стороне зубьев фрезы.
Профиль зубьев фрезы в осевом сечении на рабочем чертеже может приводиться.
в. Прямолинейный профиль в осевом сечении зубьев фрезы (рис.9)
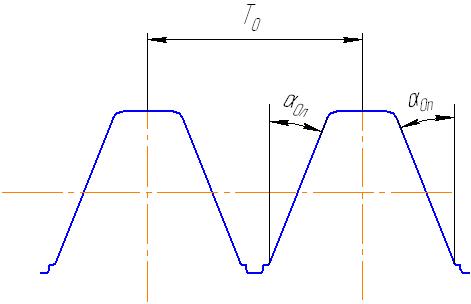
Рис. 9. Размеры профиля зубьев червячных фрез при профилировании по прямолинейному профилю в осевом сечении зубьев фрезы
На рабочем чертеже червячной фрезы при ее профилировании на основе архимедового червяка приводятся профили зубьев в нормальном и осевом сечениях.
Профиль зубьев червячной фрезы в нормальном сечении изображается условно прямолинейным. На этом сечении приводятся основные габаритные размеры зубьев.
В осевом сечении приводятся размеры углов профиля для правой и левой боковых сторон  и
и  , определяющих профиль затылованной задней поверхности в осевом сечении.
, определяющих профиль затылованной задней поверхности в осевом сечении.
Углы профиля затылованной задней поверхности для правой и левой боковых сторон и зубьев червячной фрезы вычисляются таким образом. Определяются:
угол подъема  винтовой линии на основе цилиндра эвольвентного червяка
винтовой линии на основе цилиндра эвольвентного червяка
 ;
;
диаметр основного цилиндра эвольвентного червяка
величины углов  и
и 
 ;
;
Угол профиля заменяющего основного архимедова червяка (см. рис. 2)
(приближенно, но с достаточной точностью, угол профиля заменяющего основного архимедова червяка может быть определен по формуле
 );
);
Углы профиля и правой и левой боковых затылованных задних поверхностей зубьев червячной фрезы в осевом сечении
 ,
,
 .
.
В формулах для определения и верхние знаки относятся к правым червячным фрезам, нижние – к левым.
IV. Основные требования к оформлению рабочего чертежа червячной фрезы
Рабочий чертеж должен содержать необходимые данные о конструкции и параметры, определяющие форму, размеры, допуски. Класс чистоты поверхностей, материал и другие сведения, необходимые для изготовления, контроля и эксплуатации червячной фрезы.
На рабочем чертеже дается графическое изображения червячной фрезы и профиль ее зубьев в зависимости от принятого метода профилирования.
Кроме изображения фрезы с размерами и предельными отклонениями рабочий чертеж должен содержать текстовую часть, состоящую из основной характеристики фрезы и технических требований.
В технической характеристике червячной фрезы указываются: модуль, число заходов, направление винтовой линии по делительному цилиндру, расчетный угол подъема винтовой линии по делительному цилиндру, число зубьев в торцевом сечении, направлении винтовой линии передней поверхности, осевой шаг стружечных канавок.
Технические требования, необходимые для изготовления и контроля червячной фрезы, приводятся на поле чертежа в технологической последовательности: материал, твердость режущей части, неполные зубья с шириной по вершине менее  удалить; допускаемые отклонения: наибольшая погрешность осевого или проекционного шага зубьев фрезы, наибольшая накопленная погрешность шага на длине трех шагов, погрешность профиля, радиальное биение по наружному цилиндру, накопленная погрешность окружного шага зубьев фрезы в пределах одного оборота, конусность по наружному цилиндру на длине рабочей части фрезы, радиальное биение буртиков, торцевое биение буртиков.
удалить; допускаемые отклонения: наибольшая погрешность осевого или проекционного шага зубьев фрезы, наибольшая накопленная погрешность шага на длине трех шагов, погрешность профиля, радиальное биение по наружному цилиндру, накопленная погрешность окружного шага зубьев фрезы в пределах одного оборота, конусность по наружному цилиндру на длине рабочей части фрезы, радиальное биение буртиков, торцевое биение буртиков.
Указания о маркировке приводятся в технических требованиях. Они должны содержать совокупность знаков, характеризующих червячную фрезу.
Маркировка червячной фрезы должна содержать следующие знаки: шифр, дату изготовления, товарный знак предприятия – изготовителя, марку материала, технические данные (модуль, профильный угол, расчетный угол подъема винтовой линии по делительному цилиндру, осевой шаг винтовой передней поверхности зубьев фрезы).
На рабочем чертеже червячной фрезы указывается место нанесения знаков маркировки.