При нажатии кнопки Recipe manager появляется следующее окно:
В поле Recipe model уже находятся модели рецептов системы:
– THERMO.@RC связан с терморегулированием
– MOTORS.@RC связан с двигателями
Если требуется изменение или создание нового рецепта (например, для терморегулирования) необходимо выполнить следующие действия:

Выберите модель рецептов THERMO.@RC; в поле Select recipe находится список созданных рецептов:
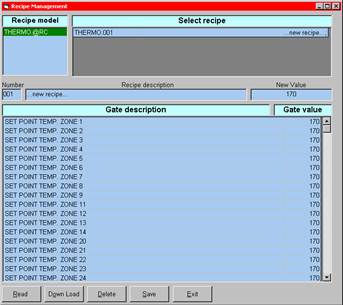
В данном случае имеется только рецепт с названием THERMO.001; при выборе этого рецепта становятся активными поля, расположенные под окном.
Теперь можно изменить существующий рецепт; новый рецепт создается при вводе нового номера рецепта в поле Number и описания в соответствующем поле. Кнопки в окне имеют следующие функции:
| Read: | Программа считывает используемые установкой данные, и создает отчет в виде набора параметров |
| Down Load: | При нажатии этой кнопки сохраненный рецепт загружается в ПЛК |
| Delete: | Удаление выбранного рецепта |
| Save: | Кнопка подтверждения правильности введенных данных; при каждом изменении значения или добавления нового рецепта необходимо нажимать эту кнопку для подтверждения внесенных изменений |
| Exit: | Кнопка выхода из окна управления рецептами |
· Печь
Для перехода к странице Oven необходимо нажать кнопку Oven на панели функциональных кнопок или клавишу F9.
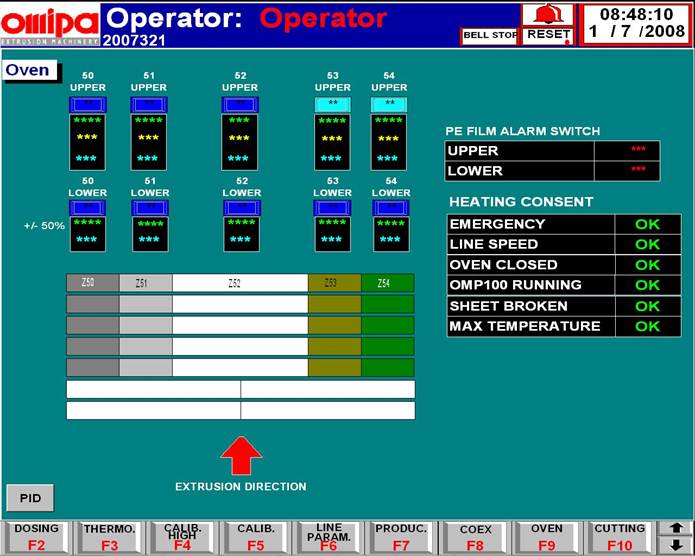
Печь разделена на 10 зон; верхняя зона используется как управляющая зона для последующих пяти зон.
Последняя зона является управляющей зоной для остальных, расположенных ниже 5 зон.
Процентный нагрев этих пяти зон может быть задан в поле с интервалом значений от ‑50 до +50% относительно времени нагрева управляющей зоны. Данные по зонам можно вывести на экран в обзорном виде; для заданной температуры используется зеленый цвет, фактическая температура представлена желтым цветом, а потребляемый ток — голубым цветом; для остальных пяти зон зеленым цветом показывается только отклонение нагрева в процентах.
На этой странице также приведены соответствующие переключатели зон. Все зоны можно последовательно отключать с использованием соответствующих переключателей зон, а при отключении управляющей зоны автоматически отключаются все остальные. Здесь же приведены различные защитные параметры для нагрева печи; минимальная скорость технологической линии, закрытое состояние печи, рабочее состояние насоса OMP100, разрыв листа и минимальная/максимальная температура.
Кроме того, с помощью этой видеостраницы оператор может включать/отключать аварийное сообщение, относящееся к полиэтиленовой пленке.
· Производственный процесс
Для перехода к странице Production необходимо нажать кнопку Product. на панели функциональных кнопок или клавишу F7.
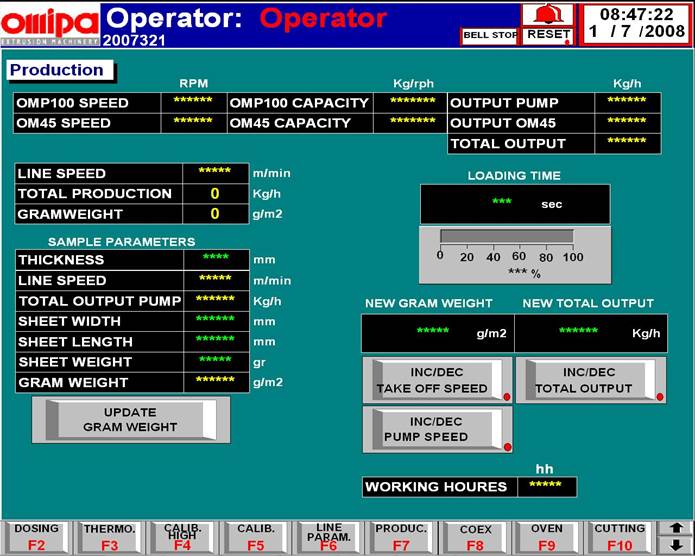
На этой странице приведена производительность технологической линии в час и учет выполненной работы. Значения, которые можно изменить, высвечиваются зеленым цветом. Определение производительности за час работы осуществляется выборочным контролем.
Для получения надежных данных важно правильно настроить производительности насоса OM100 с использованием значения, указанного компанией OMIPA.
С помощью значений, установленных в разделе SAMPLE PARAMETERS, программа может вычислить значение GRAM WEIGHT (вес в граммах).
Для выполнения этой операции необходимо:
– Задать следующие значения:
1) Ширина листа
2) Длина листа
3) Вес листа
– Нажать кнопку UPDATE GRAM WEIGHT.
Новое вычисленное значение будет использоваться как контрольная точка для следующих функций.
Функция NEW GRAM WEIGHT позволяет ведущему оператору вычислить новые значения для скорости с учетом необходимого веса в граммах.
Для использования этой функции необходимо выполнить следующие операции:
1) Задать вес в граммах с помощью вышеуказанной методики.
2) Ввести новое значение веса в граммах.
3) Выбрать один из методов:
a) INCREASE/DECREASE TAKE–OFF SPEED
b) INCREASE/DECREASE PUMP SPEED
Программа проводит расчеты и увеличивает/уменьшает скорость вращения двигателя до тех пор, пока не будет достигнуто значение в интервал времени, указанном на странице автоматического пуска Automatic start-up.
Функция NEW TOTAL OUTPUT используется для изменения скорости вращения двигателя с учетом необходимой производительности (представленной в кг/час)
Для использования этой функции необходимо выполнить следующие операции:
1) Ввести значение для общей производительности (кг/час);
2) Нажать кнопку UPDATE TOTAL OUTPUT.
Программа проводит расчеты и увеличивает/уменьшает скорость вращения двигателя, пока не будет достигнуто нужное значение в интервал времени, заданный на странице автоматического пуска Automatic start-up.
· Параметры соэкструдирования
Для перехода на эту страницу необходимо нажать кнопку CTRL + U на панели функциональных кнопок.
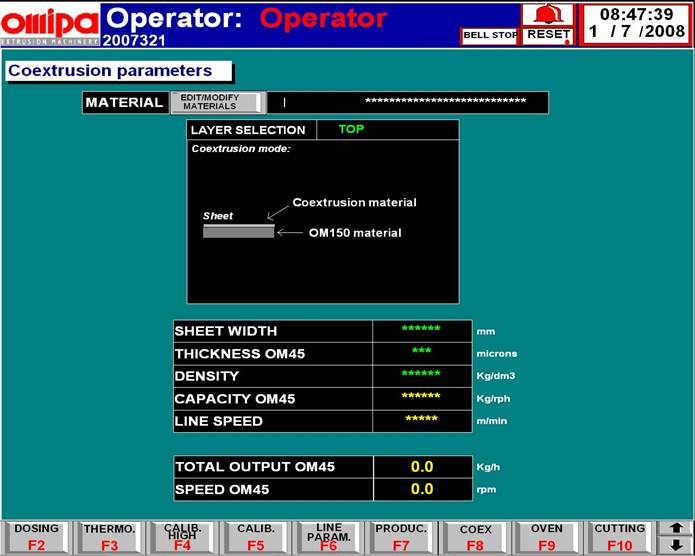
С помощью этой страницы оператор может вычислить приблизительную скорость устройства для соэкструдирования OM45 на основании следующих заданных оператором параметров:
1) Необходимая толщина коэкструзии
2) Плотность материала коэкструзера
3) Производительность OM45, указанная на странице с параметрами безопасности
4) Количество слоев коэкструзии (1 или 2)
С помощью несложных расчетов можно определить необходимое количество материала на час работы и оптимальную скорость экструдера OM45.
· Учет
Для перехода к этой странице необходимо нажать кнопку CTRL + U на панели функциональных кнопок.
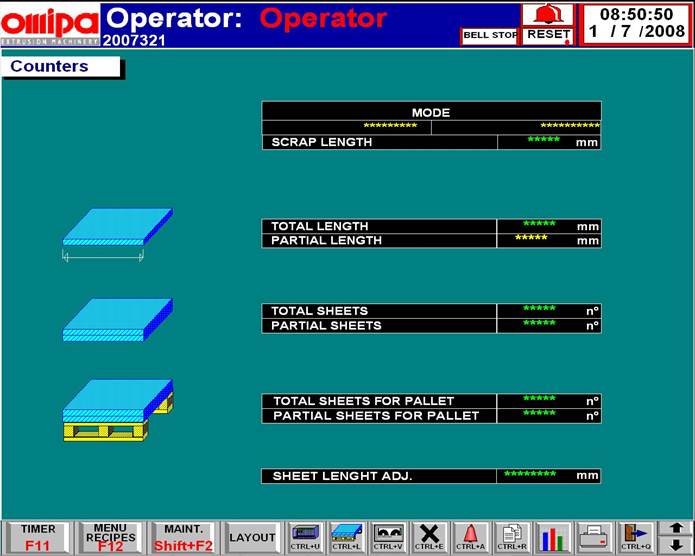
На этой странице приведены сведения о количестве изготовленных листов. В поле Total length показывается длина разреза в мм с максимально возможным значением 32000. В поле Partial length показывается фактический размер листа, замеряемый датчиком положения, установленным на выходном устройстве.
В поле Total sheets указано общее количество листов, которое необходимо изготовить, а в поле Partial sheets — количество изготовленных листов; когда это значение превышает или становится равным значению Total sheets, то активируется сообщение о завершении производственного задания.
Поля Total sheets for pallet и Partial sheets for pallets показывают соответственно количество листов в паллете; если это значение становится равным или превышает значение поля Total sheets pallets, то активируется сообщение о завершении производственного задания.
· Резак
Для перехода к этой странице необходимо нажать кнопку Cutting на панели функциональных кнопок или нажать клавишу F10.
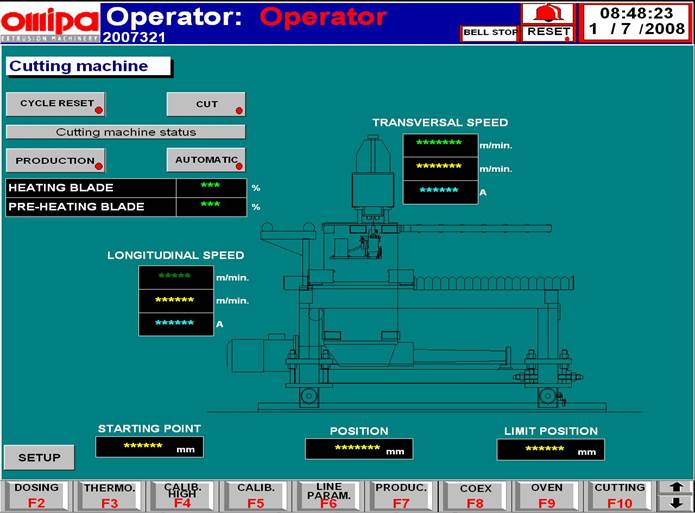
Эта страница позволяет задать все параметры для правильной работы резака.
На этой странице имеются следующие поля:
Heating blade: Нагрев ножа.
Pre-heating blade: Позволяет поддерживать постоянную температуру ножа (на стадии ожидания разреза) для быстрого нагрева ножа в момент, чтобы избежать «холодного» разреза.
Longitudinal speed: Фактическая скорость подачи каретки в продольном направлении.
Transversal speed: Значение скорости каретки в поперечном направлении.
Starting point: Определяет начальное положение ножа резака.
Position: Показывает фактическое местоположение каретки.
Limit position: Максимальное перемещения при разрезе. В случае превышения этого предельного значения осуществляется блокировка каретки как в случае аварийной ситуации. Для возобновления процесса резки необходимо осуществить сброс значений.
На этой же странице имеются также следующие кнопки:
| Reset: | Эту кнопку необходимо нажимать после включения управления резаком или после создания аварийной ситуации, что позволяет продолжить перемещение поперечного резца. |
| Cut: | При нажатии этой кнопки в ручном режиме выполняется одиночный разрез. |
| Production: | Используется для перехода из режима резки на куски к производственному режиму и наоборот. |
| Single/Double: | В «одноразовом» режиме работы (single) поперечный резец осуществляет один разрез, а затем возвращается в свое исходное положение; при выборе «двойного» режима работы (double) поперечный резец осуществляет одиночный разрез и остается на противоположной стороне материала в ожидании команды на следующий разрез. |
| Automatic: | При выборе «автоматического» режима (automatic) поперечный резец автоматически осуществляет разрез по длине, указанной на странице Counter; при выборе «ручного» (manual) режима ведущий оператор определяет время выполнения разреза по необходимой длине. |

Ведущий оператор так же может задать следующие параметры.
Продольное и поперечное положение:
Приведенные ниже параметры связаны с продольным и поперечным положением. Используемые двигатели управляются модулем координатного позиционирования, который обеспечивает точное позиционирование на начальном этапе цикла и синхронизацию со скоростью работы технологической линии.
Продольное положение:
| Max speed: | Максимально допустимая скорость возврата в продольном направлении: это значение никогда не должно превышать заданного значения максимальной скорости. |
| Min speed: | Минимально допустимая скорость возврата в продольном направлении. Продольная скорость возврата вычисляется автоматически на основании времени цикла резки для обеспечения оптимальной скорости станка. Вычисленное значение будет находиться в заданном диапазоне. |
| Поперечное положение: | |
| Right limit position: | Задаваемое программно предельное значение положения справа. |
| Left limit position: | Задаваемое программно предельное значение положения слева. |
Датчик выхода продукции:
PULSES/m: количество импульсов, генерируемых датчиком на каждом метре листа. При расчетах необходимо учитывать, что плата управления умножает количество импульсов на 4.
Пример: 2500 импульсов с датчика
Окружность диска 500 мм
2500 ´ 4 = 10000 импульсов за один оборот
1000: 500 = 2 оборота вала на один метр
10000 ´ 2 = 20000 импульсов на один метр
Linearity: Постоянная величина, которая при умножении на количество импульсов шифратора обеспечивает соответствие между заданной и фактической величиной разреза. Этот параметр не может быть равен 1000. Значение выше 1000 пропорционально увеличивает число генерируемых импульсов. Значение ниже 1000 пропорционально уменьшает число генерируемых импульсов. Изменение параметров, если оно необходимо, можно осуществить только после повторного ввода размера разреза.
Скорость в поперечном направлении:
Эти параметры относятся к двигателю, осуществляющему перемещение каретки держателя ножа справа налево и наоборот. Двигатель управляется преобразователем, калибровка которого определяет максимально допустимую величину оборотов.
Min speed: Минимально допустимая скорость перемещения.
Max speed: Максимально допустимая скорость перемещения. Эта величина не должна превышать максимальное значение шкалы.
Set return speed: Скорость возврата каретки в одноразовом режиме разреза. Установка максимально и минимально допустимого значения скорости позволяет избежать ввода ошибочных параметров при обычных рабочих условиях.
Нагрев ножа:
Max heating blade: Максимально допустимое значение нагрева. Эта величина не должна превышать полномасштабного значения.
Min heating blade: Минимально допустимое значение нагрева.
Starting cut:
Интервал времени от начала перемещения в продольном направлении до укладки листа. Этот интервал времени позволяет синхронизировать перемещение в продольном направлении со скоростью технологической линии.
Starting point:
Исходная точка позиционирования двигателя подачи в продольном направлении. Этот параметр определяет расстояние от нулевой точки при пуске станка.
Position:
Фактическое положение резца, полученное на основании показаний датчика для вала двигателя.
Limit position:
Максимальное расстояние перемещения в продольном направлении: по достижении этого значения процесс резания приостанавливается, и резец подготавливается для следующего цикла резания. Активируется соответствующее аварийное сообщение.
· Дозатор
Для перехода на эту страницу Dosing необходимо нажать кнопку Dosing на панели функциональных кнопок или клавишу F2.
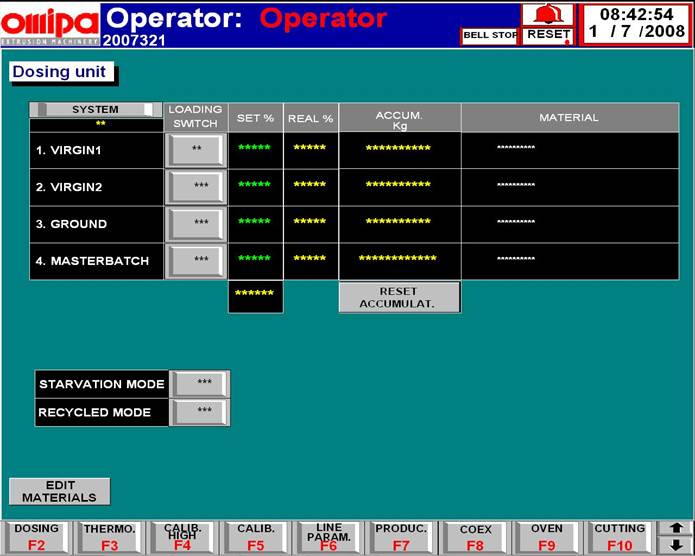
Данная страница позволяет ведущему оператору управлять количеством смешиваемого материала.
Система состоит из 4 бункеров:
1. ПЕРВИЧНЫЙ МАТЕРИАЛ 1
2. ПЕРВИЧНЫЙ МАТЕРИАЛ 2
3. РАЗМОЛОТЫЙ МАТЕРИАЛ
4. МАСТЕРБАТЧ
Для каждого компонента на видеостранице присутствует переключатель «On/Off» (Включено/Отключено) с указанием режима работы Run/Stop (Рабочее состояние/Останов).
Оператор должен задать процентное соотношение дозируемого материала в соответствующем поле с названием Set %; при этом значение не должно превышать 100%, так как в противном случае появляется сообщение о вводе неправильного значения Dosing unit: wrong percentage <> 100% и в этом случае оператор должен ввести другие данные.
В поле Accumulator появляется общее количество используемого материала (в кг); при каждом нажатии оператором кнопки RESET ACC. значение сбрасывается, и подсчет начинается с начала.
Min extruder speed: этот параметр определяет минимальную скорость экструдера, ниже которой дозатор не должен работать.
· Техническое обслуживание
Для перехода к странице технического обслуживания необходимо выбрать кнопку Maint.

На страницах с параметрами технического обслуживания каждое устройство разбито на части, для которых необходимо проводить периодическое техническое обслуживание. Каждой такой компоненте соответствует счетчик, который регистрирует нахождение соответствующего устройства в рабочем состоянии.
При достижении заданной наработки аварийное сообщение. Оно остается активным до сброса оператором показаний до нуля.
Компонента, требующая технического обслуживания, будет отмечена значком красного цвета, который сохраняется до тех пор, пока не будет проведено техническое обслуживание.
В первом столбце страницы приведены компоненты, требующие технического обслуживания в каждой из установок. Во втором столбце указано техническое обслуживание, которое должен провести оператор. В столбце Work hours отмечается периодичность проведения технического обслуживания в единицах времени. Эти сведения позволяют оператору определить количество рабочих часов для каждой установки до проведения технического обслуживания. В последнем столбце приведены сведения о состоянии установки, которое может быть определено как ON или OFF в зависимости от нахождения установки в рабочем или не рабочем состоянии.
Ни одно из значений, показанных на рис. 1, изменить на этой странице невозможно. Для их изменения необходимо перейти к этой странице через меню Set-up (Настройки)
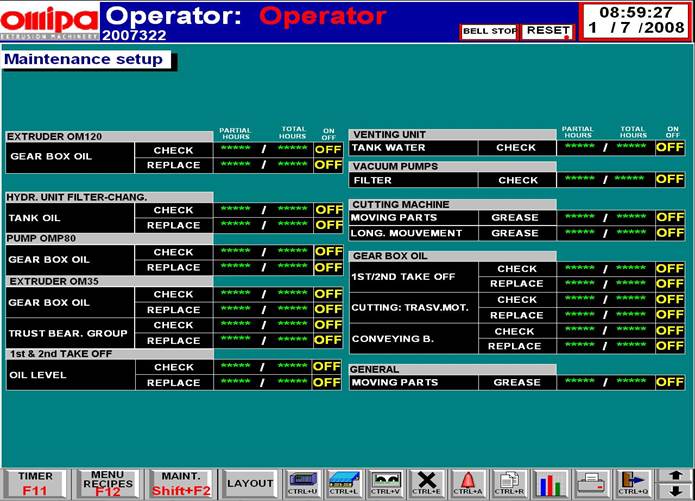
Схема установки
Для перехода к этой странице необходимо выбрать кнопку Layout на панели функциональных кнопок.

Схема установки показана на этой видеостранице с указанием местонахождения защитных устройств (ограждения и аварийные кнопки) на различных агрегатах.
На этой странице показаны ограждения или аварийные кнопки, используемые в аварийных ситуациях.