Обрабатывающее оборудование делится на автоматы и полуавтоматы. Рабочий цикл у автоматов полностью автономный. В полуавтоматах загрузку заготовок и снятие обработанных изделий проводит оператор. Он же выполняет запуск очередного цикла обработки.
Комплексная автоматизация крупносерийного изготовления металлопродукции подразумевает установку автоматических технологических линий из отдельных станков-автоматов. Выпуск продукции небольшими партиями осуществляется гибкими производственными модулями.
Станки, производящие продукцию под управлением ЧПУ, обозначаются буквой Ц (цикл) или Ф. Цифры обозначают особенность системы управления:
· Ф1 — цифровая индикация и предварительный выбор координат;
· Ф2 — позиционная система управления;
· Ф3 — контурная система управления;
· Ф4 — универсальная система управления.
Классификация по массе
В зависимости от массы изготавливаемых деталей станки делятся на:
· легкие, весом до 1000 кг;
· средние, весом до 10000 кг;
· тяжелые, весом от 10000 кг, которые, в свою очередь, подразделяются на крупные (16000—30000 кг) и собственно тяжелые (до 100000 кг);
· особо тяжелые — свыше 100000 кг.
Нумерация станков
Идентификация любого металлообрабатывающего станка основана на присвоении ему буквенно-цифрового шифра.
Цифры говорят, к какой группе относится станок (токарной, фрезерной и т. д.), указывают на тип и условный размер оборудования. Расшифровав нумерацию, можно узнать высоту центров, предельные размеры заготовок или диаметры сверления обрабатываемых деталей.
Обрабатывающие станки одного размера, но с разными характеристиками обозначаются буквой, введенной между первой и второй цифрой. Например, токарные станки моделей 162 и 1К62 различаются максимальной скоростью вращения. У первого она 600 об/мин, у второго — 2000 об/мин.
Различие модификаций станков одной и той же модели можно определить по букве в конце номера. Если нумерация базовой модели горизонтально-фрезерного станка — 6Н82, то упрощенная модификация этого станка — 6Н82Г.
Встречается нумерация, когда четвертая цифра определяет усовершенствованный вариант станка того же типоразмера. Так, горизонтально-расточной станок модели 262 имеет современную модификацию, обозначаемую 2620.
Присвоение металлообрабатывающим станкам буквенно-цифровых индексов позволяет с легкостью найти соответствующее оборудование по специальным каталогам. Также индексация дает возможность быстрого поиска необходимых запасных частей.
По принятой в стране системе обозначений универсальные станки разделяют на 10 групп, а станки в группе – на типы, число которых может доходить до 10 (рис. 1). Типы разбиваются на типоразмеры.

Рис. 1. Классификация станков по ЭНИМС
Каждому типоразмеру (модели) станка присваивается индекс (шифр), состоящий из 3-4 цифр. Часто в индекс включаются буквы.
Цифры индекса указывают (рис. 2):
- первая – на группу станков,
- вторая – на тип в данной группе,
- третья или третья и четвертая совместно – на какой-либо основной параметр станка, характеризующий его геометрические размеры или размеры обрабатываемых деталей. Например, указывается, прямо или косвенно, в шифрах станков – токарных, круглошлифовальных, зубофрезерных – наибольший диаметр обрабатываемой детали, сверлильных – наибольший диаметр сверления в стали средней твёрдости, фрезерных – размеры столов.
Буква после первой или второй цифры указывает на модернизацию станка, т.е. различие технической характеристики в станках одного типоразмера.
Буква (или несколько букв, а иногда с наличием цифр) в конце шифра означает модификацию (видоизменение) базовой модели станка.
Примеры: 1616, 162, 163 – токарно-винторезные станки с высотой центров 160, 200 и 300 мм соответственно, допускающие обработку деталей с диаметрами до 320, 400 и 600 мм;
1136, 1336 – токарно-револьверные автомат и неавтоматизированный станок, предназначенные для обработки прутков диаметром до 36 мм;
2150, 255 – вертикально- и радиально-сверлильные станки с наибольшим диаметром сверления 50 мм в стали средней твёрдости;
610, 680 – вертикально- и горизонтально-фрезерные 800´станки с размером стола 200 мм (если последняя цифра 1, то размер 1000;´стола 250 2 – 1250 и т.д.);´320
162, 1А62, 1К62 – токарно-винторезные станки с различной технической характеристикой (наибольшая частота вращения шпинделя – 600, 1200, 2000 об/мин соответственно);
16Б16П – станок повышенной точности на базе станка 16Б16;
6Н81, 6Н81Г – универсально- и горизонтально-фрезерные станки.
Станкозаводы могут присваивать моделям выпускаемых ими станков, в частности, специальных и специализированных, индексы типа ВШ-190 (воронежский, шлифовальный), ЕЗ-9 (егорьевский, для нарезания зубчатых реек). Числа в индексах обычно показывают порядковый номер модели.

Рис. 2. Расшифровка маркировки металлорежущих станков
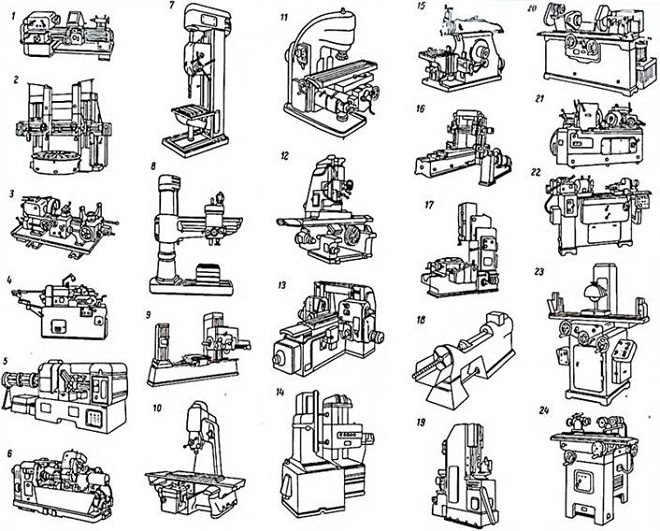
Рис. 3. Наиболее распространенные типы металлорежущих станков:
1-6 — токарные, 7-10 — сверлильные, 11-14 — фрезерные, 15-17 — строгальные, 18-19 — протяжные, 20-24 — шлифовальные.