Расчет исполнительных размеров предельных калибров и выбор их конструкции.
Исходные данные:
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 .
.

По таблице допусков и отклонений калибров находим:
 ;
;
 ;
;
 .
.
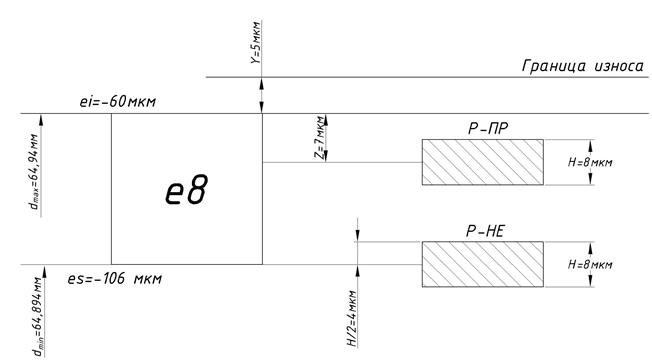
Схема расположения полей допусков гладких калибров.
- для контроля отверстия:

- для контроля вала:
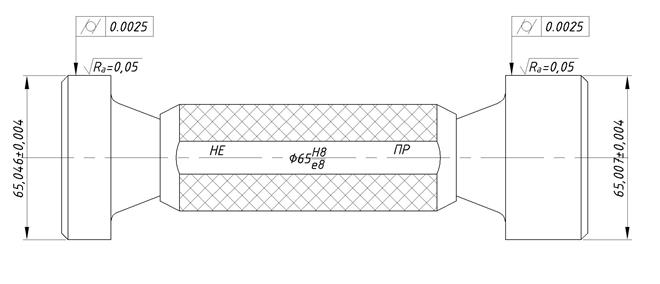
Калибры для контроля отверстия и вала представлены на рисунке 5.
|
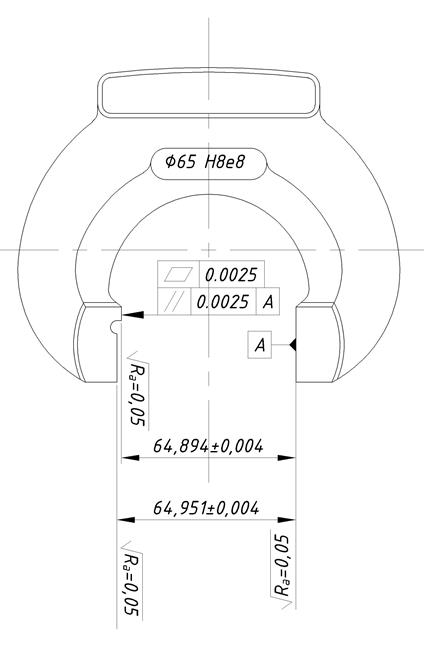
Рис. 5. Калибры для контроля отверстия и вала.
3.2. Назначение универсальных контрольно-измерительных средств.
Требуется назначить универсальные контрольно-измерительные средства для посадки  .
.
Погрешность измерения  обуславливает определенную вероятность неправильной аттестации продукции. То есть, недостаточная точность измерений приводит к тому, что часть годной продукции бракуют (ошибка 1 рода); в то же время, по той же причине, другую часть фактически негодной продукции принимают как годную (ошибка 2 рода). Чем меньше , тем меньше эта вероятность, но тем больше, обычно, трудоемкость и стоимость контроля.
обуславливает определенную вероятность неправильной аттестации продукции. То есть, недостаточная точность измерений приводит к тому, что часть годной продукции бракуют (ошибка 1 рода); в то же время, по той же причине, другую часть фактически негодной продукции принимают как годную (ошибка 2 рода). Чем меньше , тем меньше эта вероятность, но тем больше, обычно, трудоемкость и стоимость контроля.
ГОСТ 8.051-73 нормирует предельные значения в зависимости от допуска на изготовление изделия, который, согласно [1, таблица 3], для вала и для отверстия одинаков и равен  .
.
Универсальные средства измерения должны быть выбраны, исходя из условия  , причём погрешность средств измерения
, причём погрешность средств измерения  должна быть меньше погрешности измерения
должна быть меньше погрешности измерения  на (20÷50)%. Исходя из этого для измерения размера вала можно назначить микрометр гладкий (предельная погрешность измерения = ±2,5мкм), а для измерения размера отверстия - нутромер микрометрический ( =±6мкм.). Характеристики приборов приведены в таблице 3.
на (20÷50)%. Исходя из этого для измерения размера вала можно назначить микрометр гладкий (предельная погрешность измерения = ±2,5мкм), а для измерения размера отверстия - нутромер микрометрический ( =±6мкм.). Характеристики приборов приведены в таблице 3.
Таблица 3.
| Название | Тип | ГОСТ | Цена деления j, мкм | Диапазон измерения, мм | Пределы допускаемых погрешностей 
|
| Микрометр гладкий | МК | 6507-78 | 50-75 | 0,4 | |
| Нутрометр микрометрический | НИ | 10-75 | 50-100 | 0,8 |
Краткое описание:
Прежде чем использовать нутромер микрометрический, необходимо настроить его на нуль по блоку концевых мер с боковиками, устанавливаемых в струбцину, либо по установочному кольцу.
Принцип действия микрометрических инструментов основан на использовании винтовой пары (винт-гайка) для преобразования вращательного движения микрометрического винта в поступательное.
Отсчётное устройство в микрометрах действует по механическому принципу. Оно состоит из двух шкал: продольной и круговой. По продольной шкале отсчитывают целые миллиметры и 0,5мм, по круговой шкале- десятые и сотые миллиметра.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
[1] Методические указания к выполнению курсовой работы по курсу «Взаимозаменяемость, стандартизация и сертификация» / Составители: Бобрик П.И., Шаров Д.В. – Москва: ИТЦ «МАТИ»-РГТУ» им. К.Э. Циолковского, 1982. – 59 с.: ил.
[2] Мягков В.Д. Допуски и посадки. Том 1. – 6-е издание, переработанное и дополненное – С.Пб.: «МАШИНОСТРОЕНИЕ», 1982. – 543 с.: ил.
[3] Мягков В.Д. Допуски и посадки. Том 2. – 6-е издание, переработанное и дополненное – С.Пб.: «МАШИНОСТРОЕНИЕ», 1983. – 448 с.: ил.
[4] Дунин-Барковский И.В. Взаимозаменяемость, стандартизация и технические измерения. – М.: Издательство стандартов, 1987. – 352 с.: ил.