Тема проекта: «Участок шеверов инструментального цеха»
В номенклатуру участка входят следующие типы инструментов:
1. Шеверы дисковые.
2. Долбяки дисковые.
3. Долбяки хвостовые,
4. Специальные инструменты и внутрицеховые заказы.
В качестве базового инструмента принят дисковый шевер. Расчет программы выполняют на основе разработанного в проекте технологического процесса изготовления шевера, материалы для которого берут в инструментальном цехе во время практики, в технической учебной и справочной литературе. К числу основных материалов следует отнести: технологический процесс изготовления базовой конструкции шевера (заводской);
• схемы наладок на технологические операции;
• ведомость станочного оборудования с указанием модели; завода-изготовителя (фирмы, страны), краткой технической характеристики;
• ведомость применяемых для изготовления шевера режущих, вспомогательных, измерительных инструментов, приспособлений и другой технологической оснастки с указанием основных технических характеристик.
Штучное время рассчитывают на одну из выбранных операций. На остальных операциях оно может быть принято по литературным источникам, например, [2] или по заводским материалам.
Расчет программы выполняют в следующей последовательности.
1. Из технологического процесса изготовления шевера следует, что операцией с наибольшим штучным временем (лимитирующей) является шлифовальная операция №23. На ней шлифуется профиль зубьев окончательно (таблица 2).

2. Эффективный годовой фонд времени работы станка

3. Пропускная способность станка в год на лимитирующей операции

Расчеты по пп. 4 - 9 выполнены в табличной форме (таблица 2). Предварительно были выполнены расчеты при трех значениях Снач: 19, 23 и 26. Результаты расчетов (для справки) приведены в таблице 1.
Таблица 1
Результаты предварительных расчетов количества станков и рабочих на участке
| Снач | Ккр | Су | Ру |
| 3,5 | |||
10. Программа участка
Годовой объем выпуска инструментов первых трех позиций номенклатуры

Объем выпуска по типам
1. Шеверы дисковые:

2. Долбяки дисковые:

3. Долбяки хвостовые:

Штучное время изготовления одного шевера
Таблица 2
Расчет количества станков и производственных работ на участке
| № операции | Наименование и содержание операции | Модель станка | ТШ мин | КМ=КЭ=

| СР=

| РР= 2С2 | Количество | |
| Станков | Рабочих | |||||||
| Заготовительная. Отрезать заготовку | Операции выполняют на заготовительном участке и в термическом отделении | |||||||
| Кузнечная. Отковать заготовку с отверстием | ||||||||
| Термическая. Отжечь заготовку | ||||||||
| Очистная. Очистить в голтовочном барабане | ||||||||
| Токарная. Подрезать торец, расточить отверстие, обточить наружную поверхность предварительно | 16К20 | 7,01 | 0,139 | 0,557 | 1,112 | |||
| Токарная. Подрезать 2-й торец, обточить оставшуюся часть наружной поверхности предварительно | 16К20 | 5,39 | 0,107 | 0,428 | 0,856 | |||
| Токарная. Подрезать торец и занижение на торце, расточить отверстие, обточить фаску, развернуть отверстие, расточить выточку на торце | 16К20В | 11,00 | 0,218 | 0,872 | 1,744 | |||
| Токарная. Подрезать 2-й торец, обточить занижение на торце, обточить фаску по отверстию, расточить выточку на торце | 16К20 | 7,43 | 0,148 | 0,592 | 1,184 | |||
| Токарная. Обточить на оправке (по 5 шт.) наружную поверхность | 16К20В | 1,11 | 0,022 | 0,088 | 0,175 | |||
| Шлифовальная. Шлифовать торцы предварительно | 3Т160 | 9,86 | 0,196 | 0,784 | 1,586 | |||
| Шлифовальная. Шлифовать наружную поверхность на оправке (по 5 шт.) | 3У132 | 3,52 | 0,070 | 0,280 | 0,56 | |||
| Долбежная. Долбить шпоночный паз | 7Б420 | 2,00 | 0,040 | 0,160 | 0,320 | |||
| Фрезерная. Фрезеровать профиль зуба | 5К324А | 49,03 | 0,974 | 3,895 | 7,792 | |||
| Сверлильная. Сверлить отверстие по кондуктору | 2Н125 | 36,57 | 0,726 | 2,904 | 5,803 | |||
| Долбежная. Долбить канавки зубьев с одной стороны | 7Б420 | 46,40 | 0,922 | 3,688 | 7,376 | |||
| Долбежная. Долбить канавки зубьев с другой стороны | 7Б420 | 46,40 | 0,922 | 3,688 | 7,376 | |||
| Термическая. Закалить, отпустить, очистить | ||||||||
| Шлифовальная. Шлифовать торец окончательно | 3Т160 | 8,20 | 0,163 | 0,652 | 1,304 | |||
| Шлифовальная. Шлифовать 2-й торец окончательно | 3Т160 | 8,20 | 0,163 | 0,652 | 1,304 | |||
| Шлифовальная. Шлифовать отверстия | 3М227ВФ2 | 4,20 | 0,083 | 0,336 | 0,664 | |||
| Хонинговальная. Хонинговать отверстие | 2,10 | 0,042 | 0,168 | 0,335 | ||||
| Шлифовальная. Шлифовать профиль зубьев предварительно | 5А893 | 29,15 | 0,579 | 2,316 | 4,632 | |||
| Шлифовальная. Шлифовать профиль зубьев окончательно | 5А893 | 50,35 | ||||||
| Маркировочная. Клеймить | 0,40 | 0,008 | 0,032 | 0,064 | ||||
| ИТОГО | 328,32 | 6,522 |
Трудоемкость программы по типам
1. Шеверы дисковые:

2. Долбяки дисковые:

3. Долбяки хвостовые:

Расчет резервного годового фонда времени рабочих для определения объема выпуска продукции по последней позиции «Специальные инструменты и внутрицеховые заказы» приведен в таблице 3;
ф=1840 ч; N=14708 шт.
Таблица 3
Расчет резервного годового фонда рабочих
| № операции | Pn | Фэ=ФрФn ч | Тш мин |  ч ч
| Фр=ФэФД н*ч |
| 12,13 15,16 18,19 20,21 | 7,01 5,39 7,43 1,11 9,86 3,52 51,03 36,57 92,80 16,40 6,30 29,15 50,35 0,40 | ||||
| Итого 22559 |
Трудоемкость годовой программы по последней позиции номенклатуры

Объем выпуска продукции составит

В итоге годовой объем выпуска продукции на участке шеверов

Трудоемкость

Таблица 4
Годовая производственная программа участка шеверов
| № позиции | Тип инструмента | Эскиз | Основные размеры | Исполнение | Объем выпуска, шт/год | Трудоемкость, нормо-ч. |
| Шеверы дисковые | m=3-6 мм, d0=180;250 мм d0=63,5 мм | Кл. точн. А Материал Р18 | ||||
| Долбяки дисковые | m=2-3 мм, d0=100;160 мм | Кл. точн. А Материал Р6М5К5 | ||||
| Долбяки хвостовые | m=2-3 мм, d0=25;38 мм | Кл. точн. В Материал Р6М5К5 | ||||
| Инструменты специальные внутрицеховые заказы | ||||||
| Итого |
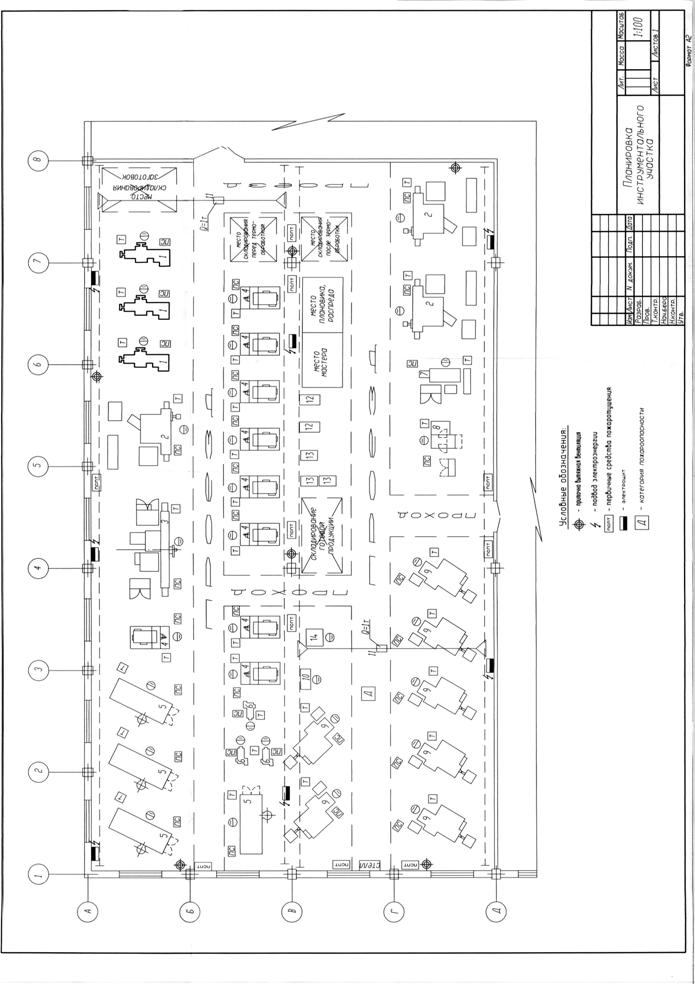
Планировка участка
1. Рекомендуется принять:
· тип производства - мелкосерийное;
· вариант размещения оборудования - смешанный, при котором группы станков одного типа располагаются в порядке выполнения one раций технологического процесса обработки базового инструмента;
· расположение участка - в углу корпуса (по выбору) поперек пролета, ширина пролета - 18 м. шаг колонн - 12 м.
2. При разработке планировки в первую очередь следует учитывать условия доступа
к рабочим местам, возможности доставки заготовок
к станку, освещенность, обмен воздуха, ремонт и замену оборудования, наличие проездов для пожарных машин и проходов для быстрого вывода работающих, а также способ удаления стружки с рабочих мест и с участка и т. д.
3. Графическая часть задания выполняется на листе форматом А2 (ГОСТ 2.301-68) и содержит (рисунок 1):
· планировку технологического оборудования участка в масштабе 1:100;
· планировку рабочего места на одну из операций технологического процесса по согласованию с руководителем) в масштабе 1:25;
· спецификацию (таблица 5).
| № позиции | Наименование оборудования, оснастки | Модель станка, тип оснастки | Габаритные размеры, мм | Количество |
| Технологическое оборудование Оргоснастка рабочего места |
4. На планировке технологического оборудования следует привести:
• нумерацию колонн;
• сечение колонн с фундаментами; » наружные и внутренние стены;
• окна, ворога, наружные и внутренние двери;
• оборудование с порядковой нумерацией;
• место для комплектования партии заготовок;
• место для готовой продукции;
• место для контроля;
• места для мастеров;
• транспортные средства (электрические или ручные тележки, подвесные монорельсы с электротельферама и др.);
• основные размеры: ширину пролета, шаг колонн, ширину проходов и проездов, расстояния от станка по длине и ширине пролета до ближайшей колонны (для одного станка).
5. Рабочее место оснащается:
• тумбочкой для хранения нарядов, чертежей и инструмента для индивидуального пользования двумя рабочими (при двухсменной работе):
• тумбочкой, стеллажом, тарой для хранения технологический оснастки, заготовок и готовой продукции;
• комплектом приспособлений и принадлежностей технологической оснастки оборудования (например, патроны, тиски, универсальные и специальные зажимные приспособления, оправки, державки, ключи и т.д.);
• комплектом постоянно применяемых режущих и измерительных инструментов;
• решеткой под ноги рабочему.
Примера выполнения планировок рабочих мест приведены в таблицах 5 и 6.
6. Остальные требования и рекомендаций к составлению планировки те же, что и для участка механического цеха [1.2].

СПРАВОЧНЫЕ ДАННЫЕ К РАСЧЕТУ ПЛАНИРОВКИ УЧАСТКА
Таблица 5
Эффективный годовой фонд времени рабочих
| Продолжительность | Эффективный годовой фонд времени рабочих, ч | |
| рабочей недели, ч | основного отпуска, дни | |
Таблица 6
Допустимые значения коэффициентов загрузки и использования оборудования
| Группа оборудования | коэффициент загрузки оборудования, КЗ | Коэффициент использования оборудования, КИ | |
| максимальный | средний по группе | ||
| Универсальные станки Автоматы и полуавтоматы одношпиндельные Автоматы и полуавтоматы многошпиндельные Специальные и агрегатные станки Автоматические линии с жесткими связями Станки с ЧПУ | 0,95-1,0 0,95-1,0 0,90 0,90 0,95-1,0 0,95 | 0,8 0,85 0,90 0,90 0,90 0,90 | 0,9 0,85 0,8 0,8 0,75 0,85 |