Тема 6. «Основы эксплуатации средств связи и управления»
Технический контроль по ГОСТ 16504-81 – это проверка соответствия продукции или процесса, от которого зависит качество продукции, установленным техническим требованиям. Объектом контроля является продукция или процесс, подвергаемый контролю. Технический контроль (рис. 6.7) насчитывает 24 вида.
Технический контроль осуществляется в два этапа: получение информации о фактическом состоянии некоторого объекта (первичная информация) и сопоставление этой информации с заранее установленными нормами, критериями. Информация о рассогласовании (расхождении фактических и требуемых данных) называется вторичной. Следует отметить, что в ряде случаев граница между первым и вторым этапом контроля неразличима.
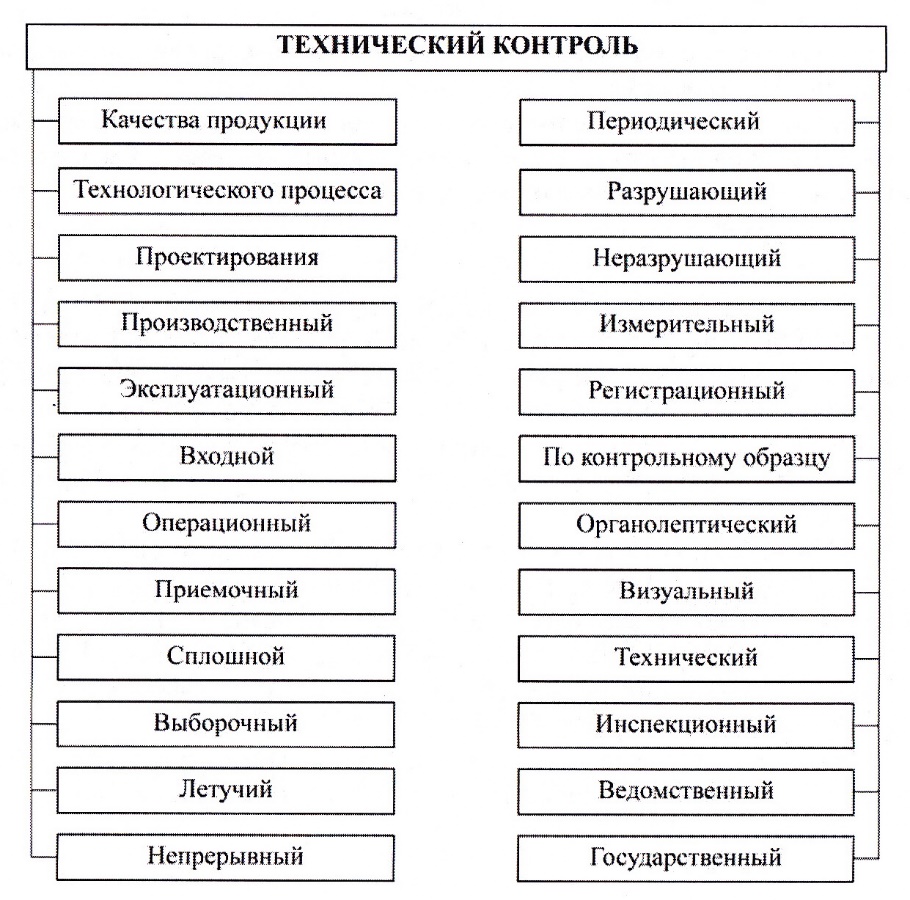
Рис. 6.7. Структурная схема технического контроля
Контроль основывается на измерениях определенного числа параметров. К параметрам, характеризующим качество функционирования ССУ, относятся: параметры входных и выходных сигналов (чувствительность приемника, выходная мощность приемника и передатчика, несущая частота сигналов); параметры, не несущие запаса энергии (коэффициент шума, входные и выходные сопротивления). Наибольшее число параметров используется при прогнозировании отказов.
Время контроля зависит от приспособления изделия к выполнению контрольных мероприятий, глубины и методов контроля, степени автоматизации процесса контроля, квалификации обслуживающего персонала.
Для оценки состояния ССУ используют следующие методы контроля:
– проверка работоспособности технического устройства (или его отдельных элементов) по внешним признакам;
– исследование с помощью контрольно-измерительной аппаратуры;
– прогнозирование по характерным признакам, заключающееся в том, что отказавший функциональный элемент определяется путем сравнения возникшей неисправности с неисправностями, приведенными в специальных таблицах технической документации;
– последовательная поэлементная проверка; суть этого метода состоит в обнаружении отказавшего элемента и одновременной проверке элементов всей цепи до полного восстановления всех неисправных элементов.
Наличие в аппаратуре функциональных связей между элементами приводит к такому положению, при котором проверка одного из элементов несет в себе информацию о состоянии ряда других элементов, которые в настоящий момент не контролируются. Эта информация выражается в перераспределении вероятностей отказов непрерывных элементов в зависимости от исхода предшествующей проверки. Применительно к радиоаппаратуре параметрами, нуждающимися в контроле в процессе эксплуатации, являются мощность передатчика, чувствительность приемника, коэффициент направленного действия антенны и затухание в антенно-волновом тракте.
Одним из методов, позволяющих наиболее эффективно предотвращать и предупреждать отказы, является прогнозирование. Прогнозирование постепенных отказов позволяет резко сократить общее число отказов, которые возникают в процессе эксплуатации аппаратуры, так как неисправные элементы выявляются до наступления отказа и заменяются новыми или восстанавливаются. Практически прогнозирование постепенных отказов осуществляется контролем отдельных параметров или выходного параметра аппаратуры, зависящего от изменения физико-химической структуры функциональных элементов. Изменение обобщенного параметра аппаратуры также является фактором, позволяющим эффективно прогнозировать отказы.
Прогнозирование отказов по изменению выходного параметра аппаратуры заключается в том, что контролируется не величина определяющего параметра элемента, а выходной параметр аппаратуры: каскада, узла, блока. Однако для реализации этого метода требуется установить корреляционную зависимость между соответствующим прогнозирующим параметром элемента и выходным параметром аппаратуры. Величина выходного параметра аппаратуры в общем случае представляется как функция определяющих параметров элементов.
Достоинство данного метода прогнозирования состоит в том, что он дает возможность проверить элемент без изъятия его из аппаратуры. Это исключает возможность внесения дополнительных внезапных отказов. Однако для его реализации требуется провести дополнительные работы по определению зависимостей между выходным параметром аппаратуры и определяющими параметрами элементов.