Типы проводок
Статические проводки
Статические вводные и выводные проводки отличаются особо прочностью конструкции и способны выдержать жесткие условия работы заготовочных и прокатных линий. Любой тип проводок можно адаптировать под специфические требования заказчика. Проводки устанавливаются на универсальные держатели, это позволяет значительно снизить расходы на складирование и запасные части. Проводки адаптируются для любых видов клетей и конфигураций опорных брусьев.
Вводные проводки
Вводные проводки для обжимных станов сделаны из стали и снабжены сменными изнашиваемыми пластинами на внутреннем профиле нагнетающей секции проводки. Эти проводки дают большой допуск на износ.
Вводные проводки промежуточных станов представляют собой две литые блокировочные формы на одном стопорном болте. Эта конструкция обеспечивает максимальную жесткость и устойчивость, и при этом быстро и легко взаимозаменяется. Вода подается через односторонний вход во внутренний профиль проводки для вспомогательного охлаждения и удаления окалины из камеры.
Выводные проводки
Выводные проводки предназначены для отделения выходящего конца полосы от поверхности калибра и придания ей правильного направления.
Проводки клетей черновой группы в зависимости от их расположения относительно оси прокатки делятся на нижние и верхние.
Форма рабочих поверхностей проводок соответствует сечению полосы. Для обеспечения свободного скольжения полосы и предотвращения наваривания металла ширину рабочей поверхности проводки выполняют на 3—5 мм больше ширины полосы. Нижнюю проводку устанавливают на 3—4 мм ниже дна калибра.
Специально сконструированные сменные крепежи обеспечивают оптимальный выход продукции и ее плавное прохождение через все клети стана.
Выводные проводки для обжимных станов состоят из двух литых пластин со встроенным фиксатором. Пластины закрепляются и фиксируются с помощью поперечной станины и шарнирного зажима. Конструкцию также возможно настроить вручную для упрощения регулировки захвата валками.
Выводные проводки для промежуточных станов представляют собой две вставки в форме полусферы. Вставки профилируются под специфический рабочий валок каждой клети. Обе вставки прочно фиксируются держателем. Проводки снабжены системами подачи воды для охлаждения и удаления окалины.
Роликовые проводки
Вводные проводки
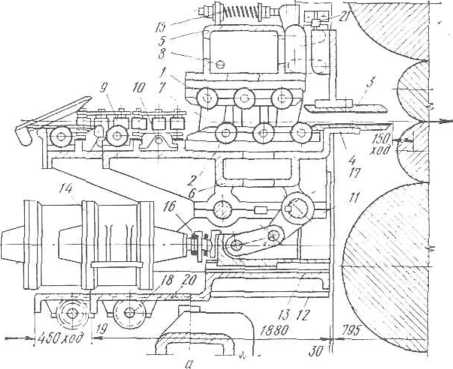
Рис 1. Общий вид проводковых столов: а — роликовый перед первой клетью четырехвалкового стана холодной прокатки 2500; б — плоский перед станом 1200 для прокатки жести
Вводные проводки подводят полосу к калибру в определенном положении и удерживают ее в процессе прокатки.
Конструкция вводной арматуры во многом определяется калибровкой валков.
Вводной пропуск по длине можно разделить на три участка: воронка, направляющая часть и рабочая часть
Широкое распространение получили проводки качения (роликовые), которые имеют следующие достоинства: свободное и легкое продвижение переднего конца раската к валкам независимо от наличия на нем дефектов; устойчивое и прочное удержание полосы при прокатке от осевого смещения и скручивания; удобство и простоту настройки; большой срок службы; хорошее состояние поверхности готового проката.
Роликовые вводные проводки позволяют точно и стабильно удерживать прокат на линии и гарантирует качество поверхности изделий. Роликовые проводки разработаны для различных форм и размеров продукции, изготавливающихся на сортопрокатных линиях.
Однокорпусные проводки предлагаются в 2-х и 4-х роликовом исполнении. Они представляют собой жесткую сварную конструкцию со сменными изнашиваемыми пластинами и встроенной симметричной настройкой валков. Проводка сконструирована из двух держателей валков и сменного распора, что дает возможность осуществлять прокат изделий разной ширины. Также имеются 2-х роликовые проводки для продукции больших размеров, которые обладаю всеми функциями высокоскоростных отделочных направляющих. Эти проводки снабжены системами прямой смазки и подачи охлаждающей воды, благодаря чему обеспечивается их максимальный срок службы.
Ассортимент проводок также включает 4-х роликовые направляющие плоского и углового проката, которые тоже снабжены сменными изнашиваемыми пластинами и системой симметричной точечной настройки ширины.
Высокоскоростные отделочные проводки
Высокоскоростные проводки для чистовых блоков изготавливаются из нержавеющей высококачественной стали, что обеспечивает максимальную износостойкость и долговечность. На проводках установлен клиновой механизм симметричной точечной настройки с предварительно натянутой пружиной для точной и верной установки, исключающей сдвиги. Высота и ось валков настраиваются независимо друг от друга. Адаптерные пластины, которые являются основой проводок, могут монтироваться как на крепежи производства
Основные характеристики:
-Прямое охлаждение водой и смазка для длительного срока службы
- Принудительная блокировка регулирования валков
Расчет на прочность
Виды станинных роликов
Станинными называют первые ролики, расположенные справа и слева от валков стана (по одному или по два с каждой стороны); обычно подшипники этих роликов смонтированы в самих станинах. Станинные ролики применяют только на крупных обжимных станах, предназначенных для прокатки слитков и заготовок относительно небольшой длины, и на черновых клетях толстолистовых станов.
При помощи станинных роликов металл задают в валки со скоростью, близкой к окружной скорости валков, и принимают по выходе из них. При приеме металла ролики должны вращаться с той же скоростью, с какой металл выходит из валков, иначе они сами могут оказаться приводными, что повлечет за собой быстрый их износ и даже поломку деталей привода.
Указанным выше требованиям удовлетворяют станинные ролики с приводом непосредственно от индивидуальных электродвигателей, скорость которых регулируется в соответствии со скоростью прокатки; привод такого типа наиболее совершенный, и в настоящее время его применяют на всех новых обжимных станах и в некоторых случаях в обжимных клетях крупносортных станов.
Станинные ролики работают в очень тяжелых условиях, они должны задавать тяжелый слиток (на блюмингах массой до 13—Гб т, а на слябингах 16—40 т) в валки, воспринимать удары на выходе слитка из валков; при этом сами ролики и их опоры находятся под воздействием высокой температуры (1200—1250 °С). Конструкция роликов и их опор должна быть надежной, учитывая, что габариты их ограничены размерами рабочей клети.
Для надежной задачи слитка в валки станинные ролики следует располагать как можно ближе к валкам стана. С этой целью для размещения опор первого станинного ролика в стойках станин с каждой стороны рабочей клети делают отверстия; опоры второго ролика размещают в кронштейнах на наружной стороне стоек станин.
Применяют два типа опор станинных роликов: с пружинными амортизаторами и жесткие. Пружинные амортизаторы уменьшают напряжение в бочке ролика от динамической нагрузки при ударе переднего конца слитка или при падении выходящего из валков слитка. Кроме того, в этом случае подшипники опор испытывают меньшие нагрузки. Однако практика показывает, что при надежной конструкции жесткие опоры станинных роликов также работают вполне удовлетворительно.
 С каждой стороны черновой клети толстолистового стана располагают так называемые ребристые ролики. Ролики сделаны ребристыми для уменьшения их нагрева от лежащего сляба или толстого листа. Ролики установлены в литой стальной раме, расположенной в пазах изнутри станин и опирающейся на амортизаторы с тарельчатыми пружинами.
С каждой стороны черновой клети толстолистового стана располагают так называемые ребристые ролики. Ролики сделаны ребристыми для уменьшения их нагрева от лежащего сляба или толстого листа. Ролики установлены в литой стальной раме, расположенной в пазах изнутри станин и опирающейся на амортизаторы с тарельчатыми пружинами.