Цель работы: изучить устройство и принцип работы сварочного трактора ТС-17 для сварки под слоем флюса.
Общие сведения
Автоматы для дуговой сварки и наплавки под флюсом плавящимся электродом широко применяются при сварке балок, резервуаров, листовых металлоконструкций и других изделий. При этом используются данные автоматы в основном в основном при сварке в нижнем положении прямолинейных и кольцевых стыковых швов, и, в некоторых случаях, для стыковых и угловых соединений, что требует применение сменных мундштуков и копирных устройств. Выполнение сварочных операций может производится подвесным или самоходным автоматом (трактором), перемещение вторых происходит по свариваемой детали или по направляющим уложенным на неё. Так как тракторы представляют собой мобильную аппаратуру для автоматической сварки, то к ним (особенно к перемещаемым по изделию) предъявляют требования компактности и минимальной массы.
Сварочный трактор ТС-17 (АДФ-1002) (рис. 2.1) предназначен для однодуговой сварки сплошной проволокой под слоем флюса низкоуглеродистых и легированных сталей на постоянном токе с независимыми от параметров дуги скоростями сварки и подачи электродной проволоки.
Автомат (трактор) обеспечивает сварку встык прямолинейных и кольцевых швов с разделкой и без разделки кромок, сварку угловых швов вертикальным и наклонным электродом, а также нахлесточных швов.
|
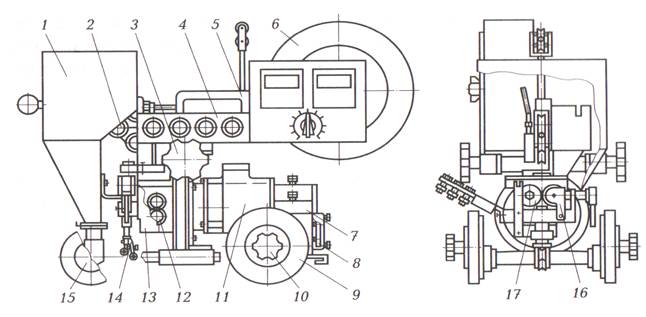
| Рисунок 2.1 – Сварочный трактор ТС-17 |
Сварочный трактор имеет в своем составе двигатель 11 (рис. 2.1), сварочную головку 13, ходовой механизм 7, флюсобункер 1, кассету 6 и панель управления 4. В установку входят также сварочный трансформатор марки КИУ-1201 или ТДФЖ-1002.
Трехфазный асинхронный двигатель 11 является основой, на которой собираются все остальные узлы трактора, имеет два выхода вала и таким образом обеспечивает подачу проволоки и перемещение трактора. Сварочная головка 12 служит для подачи проволоки и представляет собой двухступенчатый червячный редуктор с наружными сменными шестернями 14. Сварочная проволока из кассеты 6 протягивается через трехроликовое правильное устройство 2 с помощью подающего ролика 17 и прижимного устройства 16 и далее через мундштук 14 подается к месту сварки. При сварке скорость подачи остается постоянной, и, таким образом, непрерывное горение дуги обеспечивается саморегулированием. Точное направление и наклон электродной проволоки к поверхности свариваемой детали осуществляются корректирующим механизмом 3, который представляет собой червячный привод, вращаемый вручную с помощью маховичка.
Настройка сварочного тока выполняется изменением скорости подачи проволоки с помощью сменных шестерен 12. При сварке проволокой диаметром 3...5 мм применяется показанный на рис. 2.1, а роликовый токоподводящий мундштук, при сварке тонкой проволокой его заменяют на трубчатый Ходовой механизм 9 представляет собой трехступенчатый червячный редуктор с парой сменных шестерен 8, фрикционной сцепной муфтой 10 и двумя обрезиненными колесами 9. При повороте маховичка муфты влево колеса расцепляются от ходового механизма, что используется для ручного перекатывания трактора по детали. Ступенчатое регулирование скорости сварки выполняется сменными шестернями 10. Передние колеса 15, закрепленные на съемных штангах, — неприводные. Ручная переноска трактора выполняется с помощью кронштейна 5.
Флюсобункер 1 при открытой заслонке обеспечивает подачу флюса самотеком через воронку, установленную впереди мундштука. На бункере может быть установлен флюсоаппарат всасывающего типа для уборки неиспользованного флюса. Панель управления 4 имеет (слева направо) кнопки «Пуск» SB1, «Стоп» SB2, «Вверх» SB3 и «Вниз» SB4, вольтметр PV, амперметр РА, а также потенциометр R5 для дистанционной настройки сварочного напряжения.
Основные параметры сварочного трактора ТС-17 приведены в табл. 2.1.
Таблица 2.1 - Технические характеристики сварочного трактора ТС-17
| Наименование параметра | Значение |
| Диапазон регулирования сварочного тока, А | 250…1250 |
| Номинальный сварочный ток, А | при ПВ=100% |
| Номинальное напряжение питающей трехфазной сети, В | |
| Номинальная частота питающей сети, Гц | |
| Диапазон регулирования сварочного напряжения, В | 20…56 |
| Диаметр электродной проволоки, мм | 3,0…5,0 |
| Диапазон регулирования скорости подачи электродной проволоки, ступенчатый, м/ч | 49…404 |
| Диапазон регулирования скорости сварки, м/ч | 17…110 |
| Предельный угол наклона сварочной головки к плоскости, перпендикулярной шву, град. | |
| Вместимость барабана для проволоки, кг (не более) | |
| Вместимость барабана для ленты, кг (не более) | |
| Вместимость бункера для флюса, дм3 (не более) | |
| Габаритные размеры, мм (не более): сварочного автомата источника питания | 565x380x740 960x680x890 |
| Масса, кг (не более) сварочного автомата без электродной проволоки, флюса источника питания |
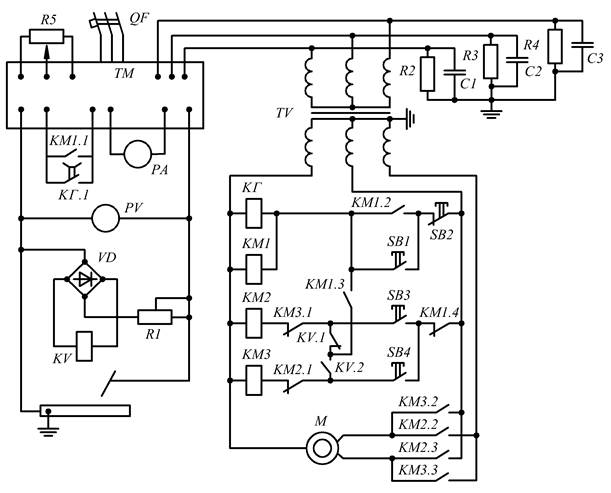
Используя электрическую принципиальную схему сварочного трактора (рис. 2.2), рассмотрим его работу. Исполнительными устройствами в схеме являются сварочный трансформатор ТМ и двигатель М.
Подготовка к работе сварочного трактора выполняется в следующем порядке. Автоматическим выключателем QF подается напряжение на сварочный трансформатор, а от его вспомогательных цепей запитывается понижающий трехфазный трансформатор TV цепей управления (380/36 В) с фильтром С1 – СЗ, R2 – R4. С помощью потенциометра R5 в источнике настраивают сварочное напряжение. Сменными шестернями устанавливают скорость сварки и скорость подачи проволоки, а поэтому и ток. Затем трактор вручную передвигают к месту начала сварки. После этого нажимают кнопку SB4 «Вниз», при этом катушка магнитного пускателя КМЗ получает питание, и контактами КМЗ.2 и КМ3.3 пускается двигатель М, в результате чего проволока опускается до закорачивания на деталь. При необходимости подъема электрода нажимают кнопку SB3 «Вверх», и при срабатывании пускателя КМ2 двигатель М реверсируется. Блокировочные контакты КМ2.1 и КМ3.1 предотвращают одновременное включение пускателей КМЗ и КМ2 соответственно. При закороченной проволоке засыпают флюс и включают сцепную муфту. Трактор готов к сварке.
|
| Рисунок 2.1 – Схема электрическая принципиальная сварочного трактора ТС-17 |
Сварку начинают нажатием кнопки SB1 «Пуск». При этом срабатывают реле времени КГ и пускатель КМ1, который своим контактом КМ1.1 обеспечивает подачу напряжения источника на электрод, а контактом КМ1.2 блокирует кнопку SB1. При замыкании контакта КМ1.3 готовится включение пускателей КМ2 и КМЗ, а при размыкании контакта КМ1.4 отключается цепь ручного управления двигателем. Идет режим короткого замыкания электродом на деталь. Поскольку напряжение на выходе трансформатора при этом мало, еще невозможно срабатывание реле напряжения KV. Поэтому контакт KV1 остается замкнутым, и через него получает питание пускатель КМ2, который контактами КМ2.2 и КМ2.3 включает двигатель на подачу электрода вверх. При этом возбуждается дуга, и по мере удлинения дуги ее напряжение увеличивается до значения, которое заранее настроено потенциометром RI и при котором срабатывает реле напряжения KV, запитанное от дуги с помощью выпрямительного блока VD. В результате размыкания контакта KV1 отключается пускатель КМ2, а в результате замыкания контакта KV2 запитывается пускатель КМЗ. Контакты КМЗ.2 и КМЗ.З реверсируют двигатель, и проволока начинается подаваться вниз, а ходовой механизм перемещает трактор. В процессе сварки оператор наблюдает за показаниями амперметра и вольтметра, равномерной подачей проволоки и перемещением трактора, а при необходимости с помощью корректирующего механизма обеспечивает точное положение дуги над стыком.
Для окончания сварки нажимают кнопку SB2 «Стоп», в результате чего отключается пускатель КМЗ. Поэтому останавливается двигатель, и прекращается подача проволоки и перемещение трактора. Сразу отключается пускатель КМ1, но реле времени КГ в течение 1...2 с контактом КГ. 1 удерживает трансформатор во включенном состоянии. Поэтому дуга продолжает гореть, постепенно удлиняясь. Идет заварка кратера и растяжка дуги. Дуга обрывается при ее значительном удлинении или в результате размыкания контакта КГ.1. Сварка окончена.