АВТОМАТИЗИРОВАННЫЕ СВАРОЧНЫЕ УСТАНОВКИ
Методические указания
К лабораторным работам для специальности 1-36 01 06 «Оборудование и технология сварочного производства»
Могилев 2014
УДК 621.791.03
ББК 32.85 Э 45
Э 45
Рекомендовано к опубликованию
учебно-методическим управлением
ГУ ВПО «Белорусско-Российский университет»
Одобрено кафедрой «Электротехника и электроника» «23» апреля 2014 г., протокол № 9.
Составители:канд. техн. наук, доц. С. В. Болотов;
И.В. Курлович.
Рецензент
Методические указания предназначены для студентов специальности 1-36 01 06 «Оборудование и технология сварочного производства»при выполнении лабораторных работ
Учебное издание
АВТОМАТИЗИРОВАННЫЕ СВАРОЧНЫЕ УСТАНОВКИ
Ответственный за выпуск С. В. Болотов
Технический редактор А. А. Подошевко
Компьютерная верстка Н.П. Полевничая
Подписано в печать. Формат 60х84/16. Бумага офсетная. Гарнитура Таймс.
Печать трафаретная. Усл.-печ. л.. Уч.-изд. л.. Тираж экз. Заказ №
Издатель и полиграфическое исполнение
Государственное учреждение высшего профессионального образования
«Белорусско-Российский университет»
ЛИ № 02330/375 от 29.06.2004 г.
212000, г. Могилев, пр. Мира, 43
© ГУ ВПО «Белорусско-Российский университет», 2014
Содержание
| 1 Лабораторная работа №1. Изучение сварочного автомата для электродуговой сварки плавящимся электродом | |
| 2 Лабораторная работа №2. Изучение сварочного трактора для сварки под слоем флюса | |
| 3 Лабораторная работа №3. Изучение систем слежения по стыку и видеонаблюдения сварочных головок | |
| 4 Лабораторная работа №4. Изучение сварочного манипулятора | |
| Список литературы |
Лабораторная работа №1. Изучение сварочного автомата для электродуговой сварки плавящимся электродом
Цель работы: изучить устройство и принцип работы самоходного автомата А-1416.
Общие сведения
Автоматы для дуговой сварки обеспечивают выполнение механизмами следующих операций: возбуждение дуги в начале сварки; поддержание дугового процесса; подачу сварочных материалов (электрода и присадочного материала) в зону дуги по мере их оплавления; относительное перемещение дуги вдоль линии сварного соединения путем перемещения сварочного автомата или изделия; прекращение процесса сварки. Сварочные автоматы общего назначения (универсальные) и специализированные классифицируют по следующим признакам:
по способу перемещения вдоль линии сварного соединения — самоходные и несамоходные (подвесные). В состав самоходных автоматов входят технические средства осуществления сварочного движения. При применении несамоходного сварочного автомата сварочный станок или установка должны иметь механизмы для осуществления сварочного движения с помощью несамоходного (подвесного) сварочного автомата или изделия;
по виду плавящегося электрода — проволочного (сплошного сечения или порошковые), ленточного (сплошного сечения или порошковые), штучного (стержня или пластины);
по способу защиты зоны дуги (Ф — для сварки под флюсом; Г — для сварки в защитных газах; О — без внешней защиты; ФГ — для сварки как в защитных газах, так и под флюсом - комбинированные);
по технологическому назначению — для сварки или наплавки;
по роду применяемого сварочного тока — постоянного, переменного, а также постоянного и переменного тока;
по способу охлаждения сварочного инструмента — естественному, принудительному водяному или газовому;
по способу регулирования скорости сварки и подачи электродной проволоки — плавному, плавно- ступенчатому, ступенчатому;
по способу подачи электродной проволоки — независимому от напряжения на дуге (АРДС), зависимому от напряжения на дуге (АРНД);
по числу дуг с раздельным питанием током — однодуговые, двухдуговые, многодуговые;
по числу электродов с общим подводом сварочного тока: одноэлектродные, двухэлектродные, многоэлектродные.
С учетом экономических и технических аспектов автоматы для сварки разделены на следующие три класса:
3-й со ступенчатым регулированием скоростей подачи, ручным управлением циклом работы; допускается ручная уборка флюса;
2-й с плавным или плавно-ступенчатым регулированием скоростей подачи и сварки, ручным управлением по цикловой программе;
1-й с программным микропроцессорным управлением.
Основное достоинство автоматической сварки — высокая производительность. При сварке под флюсом производительность процесса по основному времени выше в 6—12 раз в сравнении с ручной сваркой.
Другое достоинство — высокое качество сварки. Действительно, в отличие от ручного процесса легко обеспечивается надежная защита сварочной ванны, равномерное плавление электродного и основного металла и благоприятные условия формирования шва.
При автоматической сварке улучшаются условия работы оператора.
В состав сварочных автоматов входят: сварочный инструмент (мундштуки или горелки); механизмы подачи электродного или присадочного материала, перемещения вдоль линии соединения, настроечных, вспомогательных и корректировочных перемещений; устройства для размещения электродного или присадочного материала; флюсовая и газовая аппаратура; системы управления; источники сварочного тока; средства техники безопасности.
Самоходный автомат марки А-1416 (ОАО «КЗЭСО», Украина) предназначен для сварки под флюсом проволокой диаметром 2...5 мм при токе до 1000 А. В состав автомата (рис. 1.1) входят сопло 1 для сбора флюса, механизм 2 подачи проволоки с кронштейном 3, суппорт 4, панель управления 5, кассета 6 с тормозным устройством 7, флюсоаппарат 8 с флюсобункером 9, правильное устройство 10, прижимное устройство 11, светоуказатель 12, токоподводящий мундштук 13, шланг 14 с флюсовой воронкой, штанга 15 с механизмом 16 подъема и тележка 17 с упорным роликом 18 и стойкой 19. Автомат также комплектуется источником питания - тиристорным выпрямителем марки КИУ-1201 и шкафом управления (не показан на рисунке).
Тележка 17 велосипедного типа имеет два колеса, из которых одно приводное, а другое холостое. От опрокидывания автомат удерживает ролик 18, установленный на стойке 19. Стойка используется для подвешивания сварочного провода и кабелей управления. Перемещение автомата обеспечивает тележкой. Маршевая скорость 950 м/ч или скоростью сварки 12...120 м/ч. Скорость сварки настраивается с помощью набора сменных шестерен и имеет 19 ступеней.
Механизм подъема 16 с трехфазным асинхронным двигателем и винтовой передачей используется для настроечного вертикального перемещения штанги 15 с закрепленными на ней узлами автомата. На штанге установлен суппорт 4 поперечного перемещения с ручным винтовым приводом, предназначенный для установки электрода на стык свариваемых деталей.
Кассета 6 используется для размещения бухты электродной проволоки массой до 80 кг, имеет съемный диск, снимаемый при заправке проволоки. Кассета крепится на автомате при помощи тормозного устройства 7, предотвращающего самопроизвольное раскручивание кассеты и разматывание проволоки. Проволока из кассеты проходит через четырехроликовое правильное устройство 10, где благодаря многократному пластическому деформированию выпрямляется.

|
| Рисунок 1.1 – Сварочный автомат А-1416 |
Механизм 2 подачи сварочной проволоки закреплен на суппорте с помощью кронштейна 3. Механизм имеет трехфазный асинхронный двигатель и редуктор с набором из 12 пар сменных шестерен. Обеспечиваются 24 ступени регулирования скорости подачи проволоки в интервале 50...510 м/ч. Проволока прижимается к подающему ролику с помощью пружинного прижимного устройства 11, а далее следует в токоподводящий мундштук 13.
Механизм подачи вместе с установленными на нем деталями может быть наклонен до 25°, что облегчает выполнение угловых швов. Контроль за движением автомата по стыку свариваемых деталей производится с помощью светоуказателя 12, закрепленного на мундштуке.
Флюсоаппарат 8 всасывающего типа подключается к сети сжатого воздуха и служит для сбора неиспользованной части флюса с помощью сопла 1. Пересыпание флюса в бункер 9 выполняется при отпирании затвора с помощью рукоятки. Подача флюса к месту сварки при открытой заслонке производится из бункера самотеком по шлангу 14 в воронку, закрепленную на мундштуке.
Технические характеристики сварочного автомата представлены в табл. 1.1.
| Таблица 1.1 – Технические характеристики сварочного автомата А-1416 | |
| Наименование параметра | Значение |
| Номинальное напряжение сети, В | |
| Частота тока питающей сети, Гц | |
| Номинальный сварочный ток, А | при ПВ=100% |
| Диапазон регулирования сварочного тока, А | 250…1250 |
| Количество электродов, шт | |
| Диаметр сплошной электродной проволоки, мм | 3…5 |
| Диапазон плавного регулирования скорости подачи электродной проволоки, м/ч | 5…150 |
| Диапазон плавного регулирования скорости сварки, м/ч | 12…60 |
| Вертикальное перемещение сварочной головки: привод ход, мм скорость, м/ч | пневматический 7,2…28 |
| Регулировка угла наклона электрода (мундштука) к вертикали, град | |
| Способ слежения за стыком | лазерный |
| Точность слежения: по высоте, мм в поперечном направлении, мм | 1,5 |
| Маршевая скорость перемещения сварочной головки, м/ч | |
| Флюсоаппаратура: объем, дм3 расход воздуха, м3/ч высота всасывания флюса, м | |
| Источник питания | КИУ1201 |
| Масса, кг сварочной головки источника питания | |
| Габаритные размеры, мм сварочной головки источника питания | 1640х1000х1200 960х680х890 |
Панель управления 5 (рис. 1.2) используется для настройки параметров режима сварки и наблюдения за током и напряжением. На ней можно выделить три блока: управления тележкой 8, управления подачей проволоки и штангой 9 и управления сваркой 13. Перечислим все элементы панели с указанием в скобках их обозначения на принципиальной схеме (рис. 1.3): 1 – регулятор сварочного напряжения (R1); 2 – вольтметр (PV); 3 – кнопка «Влево» (SB6); 4 – кнопка «Стоп» (SB5); 5 – кнопка «Вправо» (SB4), 6 – тумблер переключения перемещения «Маршевое – рабочее» (SA1); 7 – автоматический выключатель-управления тележкой (SF2); 8 – блок управления настроечным перемещением тележки; 9 – блок управления подачей проволоки и перемещением штанги; 10 – автоматический выключатель управления подачей и штангой (SF3); 11 – тумблер «Проволока вверх– вниз» (SA4); 12 – тумблер «Штанга вверх – вниз» (SA3); 13 – блок управления процессом сварки; 14 – амперметр (РА); 15 – кнопка «Пуск сварки» (SB2); 16 – кнопка «Стоп сварки» (SВЗ); 17 – кнопка «Аварийный стоп» (SB1); 18 – сигнальная лампа «Сеть» (HL2); 19 – тумблер направления сварки «Влево – стоп – вправо» (SА2); 20 – плавкие предохранители (FU1, FU2).

|
| Рисунок 1.2 – Панель управления сварочного автомата А-1416 |
Работу автомата в настроечном и автоматическом режиме рассмотрим с помощью схемы электрической принципиальной (см. рис. 1.3). На ней показаны следующие исполнительные устройства: сварочный выпрямитель G, трехфазные асинхронные двигатели маршевого M1 и рабочего М2 перемещения автомата, а также двигатели МЗ подачи проволоки и М4 перемещения штанги.
Подготовка к работе начинается с подключения выпрямителя G к сети с помощью автоматического выключателя QF. Работают вентилятор и система управления выпрямителя, но на нагрузке напряжения пока нет. Настройка сварочного напряжения может быть выполнена дистанционно с панели автомата с помощью потенциометра R1. Питание на систему управления автомата подается автоматическим выключателем SF1, при этом начинает работать понижающий трансформатор TV с безопасным напряжением 36 В, о чем сигнализируют лампы НL1 и НL2. Этим напряжением питается и лампа Е светоуказателя через потенциометр R5. Защита цепей управления выполняется плавким предохранителем FU2. Аварийное выключение системы управления возможно при нажатии кнопки SB1, которая подаст питание на обмотку расцепителя и таким образом отключит выключатель SF 1. Система управления будет обесточена и при открывании панели управления, поскольку при этом сработает концевой выключатель SQ5. После включения SF1 можно подключить к сети 380 В цепи питания двигателей M1 и М2 с помощью автоматического выключателя SF2, а также к сети пониженного напряжения 36 В цепи питания двигателей МЗ и М4 с помощью автоматического выключателя SF3.
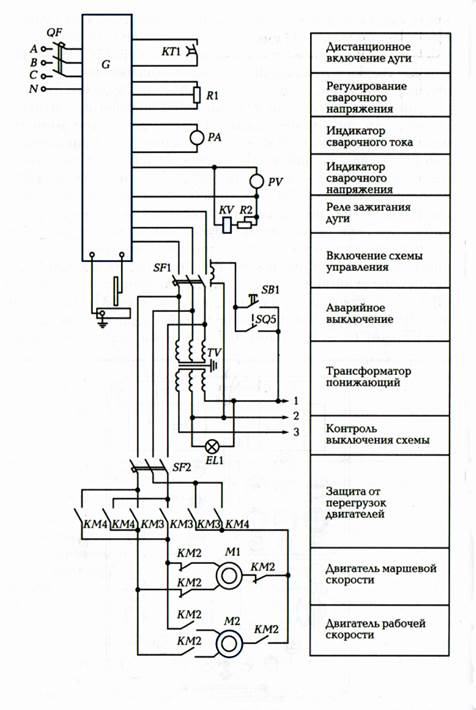 Рисунок 1.3 – Электрическая принципиальная схема сварочного автомата А-1416
Рисунок 1.3 – Электрическая принципиальная схема сварочного автомата А-1416

|
| Рисунок 1.3 – Электрическая принципиальная схема сварочного автомата А-1416 (продолжение) |
В процессе настройки маршевое перемещение автомата выполняется двигателем M1. При нажатии на кнопку SB4 срабатывает магнитный пускатель КМ3, который подает питание на двигатель M1, обеспечивая быстрое перемещение автомата вправо. Для прекращения перемещения следует нажать кнопку SB5. Остановка двигателя может произойти и при наезде тележки автомата на концевой выключатель SQ1. Если нажать на кнопку SB6, то сработает пускатель КМ4, что приведет к реверсированию двигателя M1 и движению влево. Двигатель останавливается при нажатии кнопки SB5 или срабатывании концевого выключателя SQ2. Точная установка автомата может быть выполнена при его медленном перемещении двигателем М2. Настроечная установка мундштука по высоте выполняется двигателем М4. При включении тумблера SАЗ в положение «Вверх» сработает пускатель КМ5, который включает двигатель М4 на подъем штанги, а вместе с ней и мундштука. Подъем прекращается при отпускании тумблера или наезде на концевой выключатель SQ3. Подобным образом при включении SАЗ в положение «Вниз» сработает пускатель КМ6, и двигатель М4 обеспечит опускание мундштука. Быстрая остановка штанги в момент отпускания SA3 или наезда на концевой выключатель SQ4 при движении вниз обеспечивается за счет эффекта электродинамического торможения, поскольку при отключении КМ6 кратковременно включится пускатель КМ7, закорачивающий обмотки двигателя М4. Длительность торможения задается с помощью реле времени КТ2. Настроечная подача проволоки выполняется с помощью двигателя МЗ. При включении тумблера SA4 в положение «Вверх» сработает пускатель КМ8, и двигатель М3 начнет вращаться, обеспечивая перемещение проволоки вверх, а при включении тумблера SA4 в положение «Вниз» включается пускатель КМ9, и двигатель реверсируется, подавая проволоку к детали. Непосредственно перед сваркой аппарат устанавливают над местом начала шва, мундштук опускают с настройкой необходимого вылета сварочной проволоки, затем проволоку закорачивают на деталь и открывают флюсовую заслонку. Необходимо также установкой тумблера SA2 задать направление сварки (вправо или влево).
Сварка начинается нажатием на кнопку SB2 «Пуск», при этом сработает пускатель КМ1 и реле времени КТ1 (исполнительные и промежуточные устройства, работающие при сварке, выделены). Кнопка SB2 может быть отпущена, потому что она шунтируется блокировочным контактом КТ1. Другим контактом КТ1 будет обеспечена подача напряжения выпрямителя G на нагрузку, идет режим короткого замыкания. Одновременно контактом КМ1 через замкнутый контакт KV1 включается пускатель КМ8, в результате чего двигатель М3 обеспечивает подъем электродной проволоки, в связи с чем зажигается дуга. По мере увеличения длины дуги возрастает и ее напряжение. При значении напряжения дуги, настроенном потенциометром R2, сработает реле напряжения KV. При размыкании контакта KV1 пускатель КМ8 отключится, а при замыкании контакта KV2 пускатель КМ9 включится. Это приведет к реверсу двигателя М3 и подаче проволоки вниз. Другим контактом КМ1 включается пускатель КМ2, его контакты отключают цепи питания двигателя M1 и готовят к включению двигатель М2, а также включают электромагнитную муфту Y. Еще одним контактом КМ1 в зависимости от установки переключателя SA2 включается пускатель КМ3 или КМ4. При этом двигатель М2 будет вращаться в ту или другую сторону, обеспечивая перемещение автомата со сварочной скоростью в заданном направлении. В процессе сварки непрерывное горение дуги обеспечивается за счет саморегулирования. Оператор наблюдает за показаниями амперметра РА и вольтметра PV.
Для окончания сварки необходимо нажать кнопку SB3 «Стоп». При этом мгновенно отключится пускатель КМ1, что приведет к отключению пускателя КМ3 (или КМ4) и двигателя М2, а поэтому к остановке автомата. Также мгновенно отключатся пускатель КМ9 и двигатель М3, и прекратится подача проволоки. Однако сварочный выпрямитель G еще продолжает работать, в результате чего при горении дуги происходит ее растяжка до естественного обрыва. После срабатывания реле времени КT1 его контакт отключит источник G от нагрузки. Сварка прекратится и система управления приходит в исходное состояние.
Порядок выполнения работы
1. Изучить конструкцию и технические характеристики сварочного автомата А-1416.
2. Изучить схему электрическую принципиальную сварочного автомата и элементы панели управления.
3. Произвести подготовку к работе сварочного автомата и осуществить его настройку согласно описанию выше.
4. Произвести сварку образцов на указанных преподавателем режимах.
5. Произвести запись параметров режима сварки. Оценить качество полученного сварного шва.
6. Сделать выводы о проделанной работе.
Содержание отчёта
Отчёт по работе должен содержать: цель работы; назначение, технические характеристики, конструктивные элементы, схему электрическую принципиальную сварочного автомата А-1416; порядок подготовки к работе, настройки и сварки на сварочном автомате; режимы сварки, оценку качества сварного соединения; выводы по работе.
Контрольные вопросы
1. Объясните преимущества использования сварочных автоматов по сравнению с другим оборудованием для дуговой сварки. Приведите классификацию сварочных автоматов.
2. Опишите основные конструктивные элементы сварочного автомата для электродуговой сварки плавящимся электродом.
3. Приведите основные технические характеристики сварочного автомата А-1416. Опишите назначение элементов панели управления.
4. Опишите порядок подготовки к работе и настройки сварочного автомата.
5. Опишите работу сварочного автомата во время сварки по схеме электрической принципиальной.