Ремонт посевных и посадочных машин
Сеялки и посадочные машины.
К основным дефектам катушечных высевающих аппаратов относятся: износ накладки, розетки и боковины, прогиб вала, выкраивание рифов (ребер) катушек. Катушки с изношенными ребрами заменяют. При износе накладки 2 (рис. 160) аппарат разбирают, срубая или срезая заклепки, накладку заменяют. Накладку восстанавливают наплавкой в среде углекислого газа и обрабатывают до толщины 2,5 мм. Так же можно восстановить розетку и боковину 1 Аппарата при их толщине не менее 1 мм или изготовить их штамповкой из листовой стали толщиной 2... 3 мм. Катушка и муфты должны легко перемещаться рычагом регулятора высева, а валы свободно вращаться. Зазоры между розеткой и катушкой, муфтой и отверстием корпуса допускаются не более 1 мм.
Высевающие Аппараты Сеялок СЗ-3,6, СЗГ-3,6, СЗЛ-3,6. Просвет между краем клапана и ребрами катушки в верхнем положении клапана составляет 6…8 мм, в среднем — 12... 15, в нижнем — 18... 21 мм. Зазор между клапаном и соприкасающимися с ним стенками коробки не должен превышать 1 мм.
Высевающие аппараты сеялок СЗУ-3,6, СЗТ-3,6. Просвет между нижним порогом и ребрами катушки в рабочем положении должен составлять 7... 8 мм со стороны розетки и 13... 14 мм со стороны муфты. Неравномерность высева отдельными высевающими аппаратами не должна превышать ±5% при прокручивании на стенде в течение 10 мин при частоте вращения ходовых колес 20 мин1.
Высевающие Аппараты Сеялок СКНК-6 и СКНК-8. Износы в соединениях показаны на рисунке 161. Сильно изнашиваются также рабочие поверхности зуба-отражателя и зуба-выталкивателя. При зазоре более 1,2 мм между кронштейном и шестерней и опорными поверхностями дна и диска внутренние поверхности восстанавливают постановкой втулки или выстиланием ленты, а наружные — постановкой кольца. Шестерни выбраковывают при износе зубьев до заострения. Изношенные оси зуба-отражателя и зуба-выталкивателя заменяют, изготавливая их из проволоки, а дефектные поверхности этих деталей восстанавливают газовой наплавкой чугуном или электродом ЦЧ-4 и обрабатывают абразивным кругом. У высевного диска вследствие трения о дно высевающего аппарата заостряются кромки отверстий, что может привести к дроблению семян. Кромки высевных отверстий притупляют напильником до закругления радиусом 1,5 мм
Картофелесажалки. Возможны следующие дефекты: износ поверхности крыльев сошника, погнутость дна и трещины сварных швов, износ осей ротора, погнутость и разрывы лопастей, отламывание их от ступиц, износ нижней передней части сошника.
Ремонт сошников
При изгибе грядили выправляют на наковальне, предварительно разогрев до температуры 900…950 °С. Стенки сошников со сквозным износом наплавляют электродами Т-590, Т-620. Носок сошника при износе на 8... 10 мм оттягивают кузнечным способом и наплавляют сормайтом № 1. При этом носок нагревают до 1000 °С и наплавляют на его рабочую поверхность газовым пламенем слой сормайта толщиной 1 мм и шириной 15…20 мм. После этого на обдирочно-шлифовальном станке затачивают с тыльной стороны переднюю кромку лезвия под углом 25…30° до толщины 1 ± 0,2 мм.
Сошники со сквозными износами восстанавливают приваркой накладки толщиной 4 мм из отходов рессорной стали, старыхлемехов, дисков. Накладку приваривают внахлестку электродом типа Э42.
Измятые лопасти ротора рихтуют, разрывы и места отрывов лопастей от ступицы заваривают газовой сваркой стальными прутками. Отверстия в ступице ротора при зазоре более 1,0 мм развертывают под ось увеличенного диаметра.
Спирально-ленточные семяпроводы. Дефекты— смятые, растянутые и поломанные витки. Их правят на конусной стальной оправке деревянным молотком. Растянутые семяпроводы сжимают до нормальной длины, фиксируют ее с помощью проволочных крючков, нагревают до 850 °С, затем в вертикальном положении опускают на 1... 2 с в воду, подогретую до 50 °С, и проводят само пуск охлаждением на воздухе до 200…230 °С и далее в воде. При растягивании семяпроводов усилием до 40 Н не должно быть остаточной деформации витков. Дефектные семяпроводы из прорезиненной ткани заменяют. Для проверки качества семяпровода его скручивают на 360° и сгибают пополам. Исправный семяпровод после снятия нагрузки должен вернуться в исходное положение без следов деформации. Мундштуки семяпроводов с разрывами выбраковывают и изготавливают новые из листового железа толщиной 1,0 мм.
В режущем аппарате затупляются и выкрашиваются лезвия сегментов ножа и вкладыши пальцев; изнашиваются поверхность отверстия головки шатуна, зубья щечек головки шатуна и установочных реек, посадочные места шарнира крепления коромысла-; изгибаются уголки пальцевого бруса, изгибаются и скручиваются пальцы и перекашиваются секции.
При разрушении сегментов ножей на участке более 5 мм сегменты заменяют, используя стенд или приспособление для ремонта режущих аппаратов. На стенде нож подают с рамы правых секций в штамп пресса, где пуансонами удаляют? заклепки изношенных сегментов, отсоединяя их от спинки ножа. На раме левых секций проверяют прямолинейность и правят спинку ножа. Отклонение от плоскостей допускается не более 1 мм на длине ножа 1 м. Заменив блок в штампе, приклепывают новые сегменты. В собранном режущем аппарате нож должен передвигаться от усилия руки легко, без заеданий. В крайних положениях ножа оси сегментов должны совпадать с осями пальцев с точностью до 5 мм (в силосоуборочном комбайне до 3 мм). При необходимости регулировка достигается изменением длины шатуна. Сегменты свободно прилегают к вкладышам пальцев при зазоре возле носка сегмента до 0,5 мм и у основания — 1,5 мм. Отклонение от плоскостности вкладышей пальцев допускается не более 0,6 мм. Проверяют это расстояние щупом, замеряя зазор между вкладышами и линейкой, устанавливаемой поочередно на три ряда расположением вкладыша.
Ремонт мотовило.
В процессе эксплуатации изнашиваются подшипники и шейки цапф трубы, труба прогибается, появляются трещины в сварных швах крепления дисков лучей и др.
Подшипники, изношенные до зазора более 2 мм, заменяют новыми или изготовленными из древесины твердых пород. При износе шейки цапф трубы до диаметра менее 29,2 мм цапфы отсоединяют от трубы, наплавляют вибродуговой наплавкой и протачивают на нормальный размер. Поломанные деревянные лопасти мотовила заменяют новыми из сухой сосны или делают составными с накладками. Для разборки и сборки мотовила используют подставки, на которые его устанавливают цапфами трубы в призмы-зажимы. Труба мотовила должна быть параллельна пальцевому брусу с отклонением не более 10 мм на всей длине. Трубы грабли мотовила не должны прогибаться более чем на 5 мм (устраняют натяжением растяжек).Осевое перемещение ведомого диска верхнего шкива вариатора частоты вращения мотовила допускается не более 0,5 мм
Ремонт молотильного аппарата.
Допускается износ бичей барабанов до высоты не менее 6 мм. Бичи должны плотно прилегать к подбичникам (зазор не более 1 мм). Забоины и заусеницы на рифах не допускаются. Бичи не восстанавливают.
Молотильный барабан ремонтируют на стенде, позволяющем с помощью пневмоцилиндра 10 И зажима 12 Закрепить головки болтов крепления бичей при отвертывании гаек.
Бичи с правым и левым наклоном рифов устанавливают на барабан поочередно пологой стороной рифа по ходу вращения. Радиальное биение Барабана Не должно превышать 1 мм, торце - вое — 2 мм.
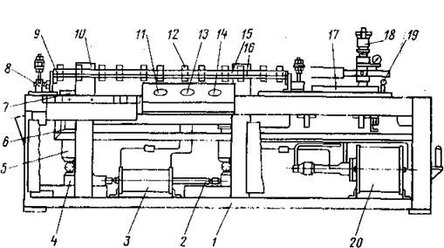
Стенд для ремонта молотильных барабанов:
/—рама;2— шток; 3 — Пневмоцилиндр; 4 — клинья; 5 — м еханизм подъема и опускания; 5 — толкатели; 7 — ложементы; 8 — ограничительные упоры с роликами; 9 — Держатель; 10 — Стойка; 11, 13 и 14 — Краны управления; 12 — Пневмозажим; 15 И 16 — установочные линейки; 17 — тележка; 13 — гидропресс; 19 — рычаг; 20 — пневмо-гидроусилитель
Перекос бичей при проверке относительно линеек 15 И 16 Допускается не более 10 мм на длине бича.
Для прокручивания вал барабана поднимают на роликовый механизм с ограничительными упорами 8, Воздействуя на пневмоцилиндр 3, Штоки 2 Которого передвигают клинья 4, Поднимающие толкатели 6 С ложементами 7. Для проверки биения вала барабана и правки тележку 17 С гидропрессом 18 И индикатором устанавливают в необходимое положение с помощью рычага 19 (зависит от марки комбайна). Биение концов вала допускается до 0,3 мм (в силосоуборочных комбайнах 0,5 мм). Вал правят гидропрессом 18, Шток которого приводится в действие от пневмогидроусилителя 20.