Ультразвуковая дефектоскопия
Составить конспект по плану, отчет предоставить к концу дня 22.04
Виды УЗК сварочных швов
1.Определение ультразвукового способа контроля сварных швов.
2. Виды УЗК сварочных швов
3. Основные способы локации(схема)
4. Область и возможности применения методики УЗК
5. Устройство и принцип работы ультразвукового дефектоскопа
6. Преимущества
Ультразвуковой способ использует способность ультразвуковых волн отражаться от границ, разделяющих две упругие среды с разными акустическими свойствами. Посланная прибором ультразвуковая волна, пройдя металл, отражается от его нижней поверхности и возвращается обратно, фиксируясь датчиком. При наличии внутри металла дефекта, датчик отобразит искажение волны. Различные дефекты отображаются по-разному, что позволяет определенным образом классифицировать их.
Рис. 1 Проверка сварных швов ультразвуковой дефектоскопией
Виды УЗК сварочных швов
Стыки прозвучивают по различной методике:
· прямым лучом;
· однократно отраженным;
· двукратно отраженным;
· многократно отраженным.
Направление луча в ультразвуковом методе контроля сварных соединений подбирают по нормали, на которой дефекты особенно опасны.
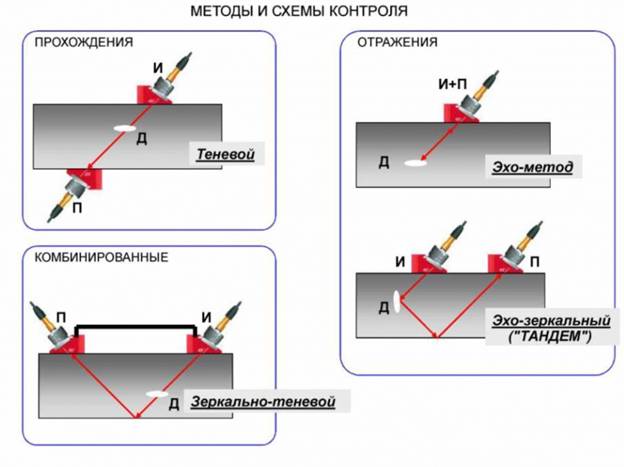
Основные способы локации:
1. Эхо-импульсная УЗД. Прибор настроен на излучение и прием волны. Если аудиволна не зафиксирована датчиком, все в порядке, в шве дефекты не обнаружены. Если зафиксировано отражение, есть раздел сред.
2. Эхо-зеркальный метод предусматривает применение датчика, генерирующего волну, и улавливающего приемника. Приборы устанавливают под углом к оси шва. Приемник ловит отраженные волны. По результатам диагностируют трещины в сварном соединении.
3. Теневая диагностика подразумевает прохождение ультраволн по всей площади шва, приемник устанавливается за сварным соединением. Если звук отражается, возвращается к излучателю, приемник фиксирует теневой участок.
4. Зеркально-теневая дефектоскопия – сочетание зеркального и теневого исследования. Комплект датчиков регистрирует отраженные звуковые колебания. Чистая волна — шов сделан без нарушений. Наличие глухой зоны – признак несплошностей.
5. Дельта-метод основан на воздействии направленным лучом. Дефекты определяются по отражению ультразвука, изменению траектории. Для точных результатов требуется деликатная настройка диагностического оборудования.
6. На практике чаще используют первый и третий методы. Неразрушающий контроль с использованием ультразвука выявляет брак, провоцирующий разгерметизацию сварных изделий. Считается эффективным способом профилактики аварийных ситуаций.
Область и возможности применения методики УЗК
Проверка проводится на соединениях цветных металлов, чугуне, углеродистой и легированной стали. С помощью диагностики УЗК сварных швов выявляют:
Ø пористость, связанную с насыщением расплава атмосферными газами;
Ø включения ржавчины;
Ø непровары;
Ø участки с нарушением геометрии детали;
Ø трещины в зоне термовлияния;
Ø несплошности различной природы;
Ø инородные включения в расплаве;
Ø структурные расслоения;
Ø неоднородность наплавленного слоя;
Ø складки наплавочного материала;
Ø свищи (сквозные дефекты);
Ø провисание диффузионного слоя за пределами стыка.
УЗК-контролю сварных соединений подвергают различные конструкционные элементы:
Ø тавровые швы;
Ø трубные и фланцевые кольцевые соединения;
Ø стыки любой конфигурации, включая сложные формы;
Ø продольные и поперечные швы, подвергающиеся разнонаправленным нагрузкам или испытывающим высокое давление.
Геометрический диапазон контроля:
толщина проверяемых заготовок: mах 0,5–0,8 м, min 8–10 мм;
расстояние до контролируемого шва или углубление: mах 10 м; min 3 мм.
Методика применяется в строительной отрасли, автомобильной промышленности, на предприятиях, где есть сосуды высокого давления, котлы, технологические трубопроводы.