Классификация резьб.
Резьбовые соединения широко распространены в машиностроении(в большинстве современных машин свыше60% всех деталей имеют резьбу).
По назначению резьбы разделяют на:
1. Общие
2. Специальные.
К резьбам общего назначения относятся резьбы, предназначенные для применения в любых отраслях промышленности, например, резьбы крепежные для скрепления деталей и регулировочных устройств; резьбы для преобразования движений в различных винтовых механизмах; трубные и арматурные резьбы для плотного (герметичного) соединения изделий (труб, арматуры и т. д.). Резьбами специального назначения называют такие, которые применяют только в определенных изделиях некоторых отраслей промышленности (например, резьба для цоколей и патронов электрических ламп, резьба для противогаза, окулярная резьба для оптических приборов и т. д.).
По профилю витков (виду контура осевого сечения) резьбы подразделяют на:
1. Треугольные.
2. Трапецеидальные.
3. Упорные (пилообразные).
4. Прямоугольные.
5. Круглые.
По числу заходов — на:
1. Однозаходные
2. Многозаходные (двухзаходные, трехзаходные и т. д.).
По форме поверхностей, на которой нарезана резьба — на:
1. Цилиндрические.
2. Конические.
В зависимости от направления вращения контура осевого сечения — на:
1. Правые.
2. Левые резьбы.
По принятой единице измерения линейных размеров — на:
1. Метрические
2. Дюймовые.
Параметры цилиндрической резьбы.
Параметры цилиндрической резьбы (рис.7): профиль, средний d2(D) (D – диметр резьбы гайки), наружный d(D) и внутренний d1(D1) диаметры, шаг Р (и ход Pn = Pn для многозаходной резьбы, n – число заходов), угол профиля α, высота исходного треугольникаН, угол наклона сторон профиля β и γ, угол подъема резьбы ψ, а также длина свинчивания l. Определение параметров резьбы дано в РС4439 – 74. Профиль и номинальные размеры диаметров, Р, α и Н1 являются общими как для наружной (болта, шпильки, винта и др.), так и для внутренней (гайки, гнезда и др.) резьб. Метрическая резьба имеет международную унификацию.
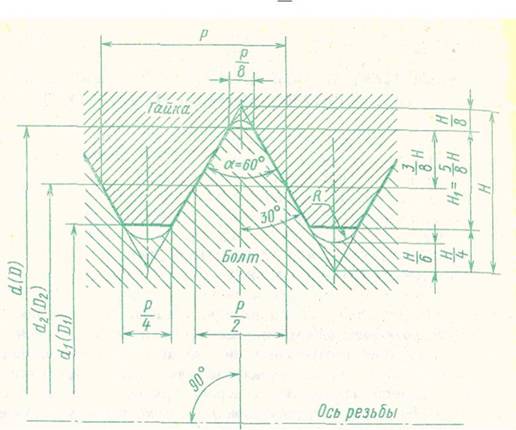 Профиль метрической резьбы регламентирован СТ СЭВ180 – 75. Предусмотрены срезы вершин резьбы, равные Н/4 у гайки и Н/8 у болта, а также радиус закругления впадинырезьбы болта, номинальное значение которого R = Н 0,144337 Р.
Профиль метрической резьбы регламентирован СТ СЭВ180 – 75. Предусмотрены срезы вершин резьбы, равные Н/4 у гайки и Н/8 у болта, а также радиус закругления впадинырезьбы болта, номинальное значение которого R = Н 0,144337 Р.
Рисунок 1- Профиль и основные параметры метрической резьбы для диаметров от 1 до
| 600мм по СТСЭВ 180 – 75 (Н = 0,866025404 Р; Н1= | Н 0,541265877 Р) | |
У резьбы с мелкими шагами одному и тому же наружному диаметру могут соответствовать разные шаги. Метрические резьбы с мелкими шагами применяют при соединении тонкостенных деталей, ограниченной длине свинчивания, а также в тех случаях, когда требуется повышенная прочность соединения (особенно при переменных нагрузках).
Допуски и посадки метрических резьб.
Системой допусков и посадок деталей машин называют набор допусков и посадок, построенных закономерно на основе опыта, теоретических расчетов и экспериментов и оформленных в виде стандартов. Система предназначена для выбора минимально необходимых, но достаточных для практики вариантов допусков и посадок типовых соединений деталей машин. Оптимальные градации допусков и посадок являются основой стандартизации режущих инструментов и измерительных средств, обеспечивают достижение взаимозаменяемости изделий и их составных частей, обусловливают повышение качества продукции.
Основной принцип построения допусков и посадок на резьбовые соединения крепежных изделий
Резьба должна сопрягаться только по сторонам резьбового профиля (исключение составляют паронепроницаемые резьбы), поэтому основным параметром, определяющим характер посадки резьбовой пары, является средний диаметр. Допуски на наружный и внутренний диаметры устанавливают таким образом, чтобы исключить возможность защемления по вершинам и впадинам резьбы.
Диаметральные погрешности уменьшения наружной резьбы и погрешности увеличения – для диаметров внутренней резьбы не повлияют на свинчиваемость. Однако любая погрешность шага резьбы и угла профиля мешает свинчиванию крепежной детали.
В России стандартизованы:
- посадки с зазором (ГОСТ 16093–81, заменён межгосударственным ГОСТ 16093–2004 «Основные нормы взаимозаменяемости.Резьба метрическая. Допуски. Посадки с зазором»),
- переходные (ГОСТ 24834–81 «Основные нормы взаимозаменяемости. Резьба метрическая. Переходные посадки»)
- с натягом (ГОСТ 4608–81 «Основные нормы взаимозаменяемости. Резьба метрическая. Посадки с натягом»).
Для свинчиваемости парных резьб необходимо, чтобы на длине свинчивания действительные диаметры наружной и внутренней резьбы не выходили за пределы номинального контура, являющегося наибольшим предельным контуром наружной резьбы и наименьшим предельным контуром для внутренней резьбы.
Таким образом, действительные размеры реальных резьбовых поверхностей на всей длине свинчивания не должны выходить за предельные контуры резьбы.
У большинства резьб по наружным и внутренним диаметрам предусматриваются зазоры и поля допусков расположены так, что погрешности этих диаметров не препятствуют свинчиваемости резьб. Поэтому свинчиваемость резьб зависит только от точности средних диаметров (d2, D2), шага и угла профиля резьбы. Указанные погрешности взаимно независимы, но между ними легко установить математическую связь. Это позволяет компенсировать допустимой погрешностью среднего диаметра резьбы влияние погрешностей шага и угла профиля на свинчиваемость.
В зависимости от эксплуатационных требований к степени подвижности резьбовых соединений стандартами установлены поля допусков, образующие посадки трех групп: с зазором (ГОСТ 16093–81), переходные (ГОСТ 24834–81) и с натягом (ГОСТ 4608–81).
Наружная резьба (болт) нормируется по среднему и наружному диаметрам (d2 и d), внутренняя резьба (гайка) – по среднему и внутреннему диаметрам (D2 и D1). Допуски этих диаметров резьбы устанавливаются по степеням точности, которые обозначаются цифрами.
Степени точности диаметров резьбы приведены в табл. 1.
Таблица 1. Степени точности диаметров резьбы
| Вид резьбы | Диаметр резьбы | Степень точности |
| Наружная | d2 | 3, 4, 5, 6, 7, 8, 9, 10* |
| d | 4, 6, 8 | |
| Внутренняя | D2 | 4, 5, 6, 7, 8, 9* |
| D1 | 4, 5, 6, 7, 8 | |
| * Только для резьб на деталях из пластмасс |
Положение поля допуска диаметра резьбы определяется основным отклонением (верхним es для наружной резьбы и нижним EI для внутренней) и обозначается буквой латинского алфавита: строчной для наружной резьбы и прописной для внутренней.
Основные отклонения диаметров резьбы для посадок с зазором приведены в табл. 2.
Таблица 2. Основные отклонения диаметров резьбы
| Вид резьбы | Диаметр резьбы | Основное отклонение |
| Наружная | d2 | d, e, f, g, h |
| d1 | d, e, f, g, h | |
| Внутренняя | D2 | E, F, G, H |
| D1 | E, F, G, H |
Поле допуска диаметра резьбы образуется сочетанием степени точности и основного отклонения. Поле допуска резьбы образуется сочетанием полей допусков средних диаметров (D2, d2) с полями допусков диаметров выступов D1 и d.
Обозначение поля допуска диаметра резьбы состоит из цифры, обозначающей степень точности, и буквы, обозначающей основное отклонение. Например: 4h, 6g, 6H.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра, помещенного на первом месте, и обозначения поля допуска диаметра выступов.
Например: 7g6g; 5H6H,
где
7g – поле допуска диаметра d2;
6g – поле допуска диаметра d;
5H – поле допуска диаметра D2;
6H – поле допуска диаметра D1.
Если обозначение поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется. Например: 6g; 6H,
где 6g – поле допуска диаметров d2 и d; 6H – поле допуска диаметров D2 и D1.
В условном обозначении резьбы обозначение поля допуска должно следовать за обозначением размера резьбы.
Примеры обозначения резьбы:
С крупным шагом:
М12–6g (наружная резьба),
М12–6H (внутренняя резьба).
С мелким шагом:
М12×1-6g7g (наружная резьба),
М12×1–4H5H (внутренняя резьба).
Левой резьбы:
М12×1LH–6g (наружная резьба),
М12×1LH–6H (внутренняя резьба).
Длина свинчивания (N) в условном обозначении резьбы не указывается.
Длина свинчивания, к которой относится допуск резьбы, должна быть указана в миллиметрах в обозначении резьбы в следующих случаях:
1) если она относится к группе N;
2) если она относится к группе S, но меньше, чем вся длина резьбы.
Пример обозначения резьбы с длиной свинчивания, отличающейся от нормальной:
М12–7g6g-30.
Посадка в резьбовом соединении обозначается дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе – обозначение поля допуска наружной резьбы.
Например:
М12-6Н/6g,
M12´ 4H5H/7g6g,
M12´ 1LH-6Н/6g.