различных цветов импульсами биполярного тока
В последнее время значительно возросло количество ювелирных сплавов золота различных цветов. Это связано с требованиями совершенствования дизайна изделий, повышением их качества и номенклатуры. При этом неизбежно усложнение технологического цикла изготовления изделий. Отличаются эти сплавы составом лигатуры, цветом, микротвёрдостью и рядом других физико-химических характеристик и предназначены для различных операций переработки – литья, штампования, или являются универсальными. Каждый сплав требует индивидуального подхода при обработке, в первую очередь это касается финишных операций по шлифованию и полированию, особенно сложнопрофилированных поверхностей, которыми и отличаются современные ювелирные изделия.
Изучалась электрохимическая полируемость поверхности сплавов на основе золота различных цветов – красного, белого и европейского (жёлтого). Составы исследованных сплавов приведены в табл. 3.1. Использовались образцы третьего вида. Исследования проводились при варьировании температурой в диапазоне 20 – 35° С.
Результаты при оптимальных режимах ЭХП по изменению микрошероховатости поверхности образцов представлены на рис. 3.35, по изменению массы образцов на рис. 3.36, по изменению отражательной способности – на рис. 3.37. Значения ΔRZ, λЭФ, λЭФОС для рекомендованных оптимальных режимов обработки приведены в табл. 3.8. Эффективность полирования с учётом изменения отражательной способности λЭФОС определялась как:
 , (3.1)
, (3.1)
где ΔОС – изменение отражательной способности поверхности в результате ЭХП.
Таблица 3.8
Эффективность ЭХП исследованных сплавов
| № | Марка сплава | Цвет сплава | Режим ЭХП | ΔRZ | λЭФ | λЭФОС |
| ЗлСрМ585 | Красный | Оптимальный для данного сплава | 0,201 | 6,484 | 14,33 | |
| ЗлСрМ585 | Жёлтый | 0,201 | 4,351 | 9,22 | ||
| ЗлСрНЦМ585 | Белый | 0,192 | 3,582 | 6,05 | ||
| Оптимальный для сплавов 1 и 2 | 0,190 | 3,558 | 5,76 |

а
б

в
Рис. 3.35. Изменение микрошероховатости поверхности образцов в процессе ЭХП при оптимальных амплитудно-временных параметрах импульсов тока и различных температурах электролита: а – сплав красного цвета;
б – жёлтого цвета; в – белого цвета
а
б

в
Рис. 3.36. Изменение массы образцов в процессе ЭХП поверхности
при оптимальных амплитудно-временных параметрах импульсов тока
и различных температурах электролита:
а – сплав красного цвета; б – жёлтого цвета; в – белого цвета

а

б

в
Рис. 3.37. Изменение отражательной способности поверхности образцов
в процессе ЭХП при оптимальных амплитудно-временных параметрах
импульсов тока и различных температурах электролита:
а – сплав красного цвета; б – жёлтого цвета; в – белого цвета
Анализ представленных результатов показывает следующее.
Чем больше температура в пределах 20–35° С, тем быстрее полируется сплав. Однако при этом не достигается минимально возможная шероховатость. Наиболее оптимальной является температура 20–25° С.
Отражательная способность поверхности продолжает увеличиваться и на четвёртой, а иногда и на пятой минуте обработки, хотя шероховатость поверхности ухудшается из-за частичного растравливания. Поэтому эффективность обработки после трёх минут уменьшается.
При прочих равных условиях белое золото полируется немного медленнее красного и жёлтого. Минимальная шероховатость формируется через четыре минуты, а не через три.
Полируемость для исследованных диапазонов параметров падает в ряду красное – жёлтое – белое золото, то есть существует явно выраженная зависимость полируемости от состава сплава.
Для подтверждения данного положения были исследованы микроструктуры сплавов. Анализ микроструктур показал следующее.
Красный сплав золота. Структура сплава представлена двумя фазами (рис. 3.38, а). Первая, представленная светлыми зернами, очевидно, представляет собой твёрдый раствор меди и серебра в золоте. Вторая фаза, более тёмная, скорее всего, представляет собой механическую смесь твёрдого раствора меди и серебра в золоте с интерметаллидом. Наиболее вероятен интерметаллид Cu3Au.
Жёлтый сплав золота. Структура сплава также представлена двумя фазами (рис. 3.37, б). Первая, представленная светлыми зернами, очевидно, как и у красного сплава, представляет собой твёрдый раствор меди и серебра в золоте. Вторая фаза, более тёмная, представляет собой механическую смесь твёрдого раствора меди и серебра в золоте с интерметаллидом CuAu или Cu3Au. Однако размеры второй фазы больше, чем у красного золота, зёрна разветвлённые и протяжённые.
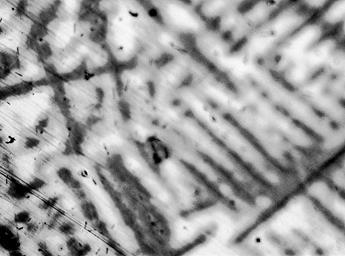
Белый сплав золота. Структура сплава так же двухфазная (рис. 3.38, в), и первая, светлая фаза, – твёрдый раствор меди и серебра в золоте. Вторая фаза – механическая смесь интерметаллидов с твёрдым раствором. Здесь возможно формирование интерметаллидов Cu3Au, CuZn и других представителей семейства Cu–Zn. Форма зёрен второй фазы более вытянутая, «игольчатая», по длине в несколько раз превосходящая зёрна жёлтого и красного сплава.
Из анализа микроструктур видно, что на полируемость влияет размер зёрен. Чем зёрна развитее, длиннее, тем менее электрохимически однородна поверхность при ЭХП, тем медленнее и хуже полируется сплав.

а

б
в
Рис. 3.38. Микрошлифы исследованных сплавов золота:
а – ЗлСрМ585 (красное), б – ЗлСрМ585 (жёлтое), в – ЗлСрНЦМ585 (белое)
При изготовлении ювелирных изделий часто возникает необходимость ЭХП нескольких сплавов золота одновременно, например, в случае, если элементы изделий соединены в единое целое. Кроме того, при незначительных объёмах заготовок из разнообразных сплавов желательно производить их одновременную загрузку в установку ЭХП. Для этих случаев можно предложить осуществлять обработку на режимах, оптимальных для красного и жёлтого золота. Отклонения от эффективности обработки для белого золота в этом случае незначительны (рис. 3.39, табл. 3.8).

Рис. 3.39. Изменение шероховатости поверхности образцов из золота
различных цветов при обработке на общем режиме:
белый 1 – режим оптимальный для обработки красного и жёлтого золота и не оптимальный для белого;
жёлтый, красный, белый – режимы, оптимальные для обработки
соответствующих сплавов