
Алюминий – это один из самых распространенных природных элементов. Он отличается стойкостью против перехода в хрупкое состояние при низких температурах, высокой коррозионной стойкостью в окислительных средах, высокой тепло- и электропроводностью, а также малой плотностью.
Температура его плавления составляет +660 °С, а плотность – 2,7 г/см3. Алюминий всегда покрыт пленкой окиси алюминия (Аl2O3) из-за большого сродства к кислороду. Температура плавления этой пленки – +2050 °С. Основные трудности, возникающие при работе с алюминием, обусловлены тугоплавкостью пленки и риском появления кристаллизационных трещин и пор в шве.
Вышеупомянутая пленка окиси алюминия препятствует сплавлению металла сварочной ванны с основным металлом. Поэтому ее удаляют металлическими электродами для сварки цветных металлов, воздействуя покрытием электрода или составляющими флюса. При аргонодуговом сваривании пленку разрушают посредством катодного распыления. Если использовать постоянный ток обратной полярности, то он оказывает «очищающее» воздействие на протяжении всего времени горения дуги. А переменный ток действует таким образом только в те полупериоды, когда изделие является катодом.
Поры в сварных швах образовываются из-за водорода, усиленно стремящегося выйти в атмосферу в связи с резким изменением растворимости при переходе алюминия из жидкого состояния в твердое. А кристаллизационные трещины появляются из-за повышенного содержания кремния. Чтобы их уменьшить, в алюминий вводятся добавки железа.
Ручная сварка угольным электродом. Выполняется в тех случаях, когда толщина цветного металла составляет от 1,5 мм до 20 мм, а также при заварке дефектов литья из алюминия и его сплавов. Если толщина цветного металла не превышает 2 мм, то его сваривают, не разделывая кромку и присадочную проволоку.

Ручная дуговая сварка металлическим электродом. Для работы с изделиями из чистого алюминия («АД», «АД1», «АДО», «А6») используются электроды «АФ-4аКр» и «ОЗА-1».
Ручная дуговая сварка цветных металлов осуществляется постоянным током обратной полярности после предварительного подогрева свариваемых листов: толщиной 6–8 мм – при температуре до +200 °С, 8–16 мм – до +350…+400 °С.
Прежде чем приступить к работе, электроды следует просушить в течение двух часов при температуре +150…+200 °С. Если толщина цветного металла – более 20 мм, то кромки необходимо разделать. Сварка выполняется с двух сторон при зазоре между листами 0,5–1 мм.
Электроды «А-2» применяются для устранения дефектных мест в литье сплава «АЛ-9» и сваривании алюминиево-марганцевого сплава типа «АМц». Изделие следует предварительно подогреть («АЛ-9» до +280…+300 °С, «АМц» – до +300…+400 °С) короткой дугой постоянным током обратной полярности.
Электроды «ОЗА-2» используются для сваривания сплавов «АЛ-11», «АЛ-9», «АЛ-5», «АЛ-4», «АЛ-2», которое выполняется после предварительного подогрева участка до +250…+400 °С короткой дугой и постоянным током обратной полярности.
Автоматическую и полуавтоматическую сварку по флюсу используют для изделий, толщина кромок которых превышает 8 мм. При этом дуга горит над флюсом, а не в его слое. Для удаления оксидной пленки и защиты сварочной ванны достаточно тонкого слоя флюса. Если толщина слоя флюса большая, то дуга шунтируется через шлак, который обладает высокой электропроводностью, и горит по слою флюса.
При сварке цветных металлов полуавтоматом используют электродную проволоку марки «СвАМц» либо «СвА97» диаметром 2-3 мм. Флюс «АН-А1» (на 20 % состоит из хлористого натрия, на 30 % – из криолита, на 50 % – из хлористого калия) наносится на свариваемый шов слоем толщиной 10–35 мм. Работа выполняется постоянным током обратной полярности. Ее скорость составит примерно 12–20 м/ч при следующих параметрах: сварочный ток – 300–450 А, вылет электрода – 25–40 мм, напряжение дуги в пределах 38–44 В.
Аргонодуговая сварка алюминия и его сплавов получила наибольшее распространение. При ее использовании нет необходимости применять относительно сложные флюсы и покрытия, остатки которых могут вызвать коррозию шва. В этом случае работают с постоянным током обратной полярности или переменным током, но обязательно с осциллятором и балластным реостатом.
Автоматическую и полуавтоматическую сварку цветного металла в среде аргона плавящимся электродом выполняют специальными шланговыми полуавтоматами и автоматами. В работе используют постоянный ток, подбирают подходящий режим сварки и применяют обратную полярность. В данном случае подойдет сварочная проволока «СвА97», «СвАМц», «СвАК» или того же состава, что и свариваемый цветной металл.
Участок детали толщиной до 10 мм сваривают без разделки кромок, при больших толщинах кромок применяют V- и Х-образные разделки шва. Сила тока при электродной проволоке диаметром 2 мм составляет 250–300 А, скорость работы достигает 30–40 м/ч.
Газовая сварка алюминиевых изделий даст отличные результаты, если правильно применить флюсы и выбрать подходящий режим. Листы толщиной не более 3 мм следует сваривать с отбортовкой кромок на высоту, равную их утроенной толщине. А листы толщиной не более 5 мм сваривают, не скашивая кромки, с зазором до 0,5 мм.
Листы толщиной 5–15 мм сваривают с односторонним скосом кромок, при большей толщине – с двусторонним. Угол разделки составляет 60–70°. Не рекомендуется сваривать нахлесточные соединения, потому что флюс затекает в зазор между листами и вызывает коррозию, из-за которой разрушается шов. Присадочную проволоку и кромки соединения необходимо хорошо очистить от оксидной пленки химическим или механическим способом.
Механическая очистка представляет собой обезжиривание в щелочном растворе и последующую очистку металлической щеткой. В этом случае газовую сварку цветных металлов и сплавов нужно начинать не позднее чем через 2 часа.
Выполняя химическую очистку, строго соблюдайте последовательность: сначала обезжирьте кромки и протравите их в 5%-ном растворе каустической соды, после чего промойте водой, протрите насухо тряпкой и просушите. Приступайте к работе не позднее чем через 8 часов после такой очистки.
Если вы используете флюс в виде пасты, то наносите его на присадочную проволоку и свариваемые кромки. А порошкообразный флюс следует насыпать в разделку шва. Обязательно храните флюсы в герметичных сосудах, чтобы предотвратить поглощение влаги из воздуха. Сваривайте деталь «левым» способом нормальным пламенем или с небольшим избытком ацетилена. Но учтите, что слишком большой избыток ацетилена приводит к появлению пор в сварном шве. Опаснее всего – избыток кислорода. Он интенсивно окисляет алюминий, существенно затрудняя работу. В первое время сваривания наклоните мундштук горелки под углом 70–80°, а затем уменьшите его до 30–45°.
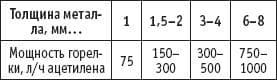
В зависимости от того, какой толщины цветной металл, подбирается подходящая мощность сварочного пламени:
Перед свариванием силуминов предварительно подогрейте деталь до +200…+250 °C. После этого произведите отжиг при температуре +300…+350 °C и медленно охладите ее. Швы сварных соединений из проката прокуйте в холодном состоянии легкими ударами. Остатки флюса и шлака основательно удалите металлической щеткой и промойте горячей водой.