Технологические приспособления
Применение сборочно-сварочных приспособлений снижает трудоемкость сборочных операций, уменьшает остаточные деформации, повышает качество конструкций и упрощает контроль и приемку собранных конструкций. Правильно спроектированное и изготовленное приспособление должно отвечать следующим требованиям: быть удобным в эксплуатации, обеспечивать проектные размеры изделия, быструю установку элементов и съем собранного или сваренного изделия, иметь невысокую стоимость и удовлетворять требованиям техники безопасности при выполнении сборочных и сварочных работ. Тип приспособления определяется серийностью производства и степенью сложности конструкции. В единичном производстве обычно применяют универсальные приспособления. В серийном производстве, в зависимости от количества изготовляемых однотипных изделий, используют как универсальные, так и специализированные приспособления. В массовом производстве распространены приспособления различных типов, от простых до сложных, быстродействующих, с элементами автоматики.
Универсальные приспособления для сборки под сварку
Универсальные приспособления для сборки, как правило, просты и выполняются переносными. Они не всегда обеспечивают необходимую точность и рассчитаны на проверку правильности сборки и установочных размеров.
Переносные зажимы предназначены для фиксации взаимного положения свариваемых деталей. Зажимные приспособления могут использоваться при сварке определенных деталей, а также при изготовлении узлов и конструкций. В этом случае ими оснащаются стенды, стеллажи и другое вспомогательное оборудование. Их изготовляют в виде струбцин и болтовых зажимов, позволяющих собирать детали любого профиля.
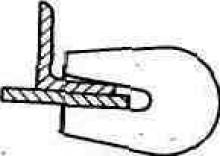
Для сборки под сварку изделий из листового проката применяют клиновые и зажимные скобы. Для фиксации тонких листов и коротких деталей из профильного проката служат пружинные зажимы.

| 
| 
|
| клиновая скоба | зажимная скоба | пружинная скоба |
Прихваты используют в основном при монтаже крупных конструкций. Отдельные элементы прихватов временно приваривают к собираемым деталям, а после сварки удаляют. Прихваты бывают жесткие и регулируемые.
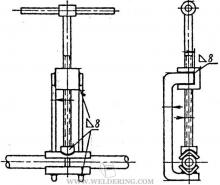
Стяжки применяют для сближения кромок свариваемых деталей до заданных размеров. Наибольшее распространение нашли винтовые стяжки.
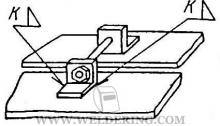
Стяжка с болтом и приваренными угольниками для сварки крупных конструкций из листового проката.
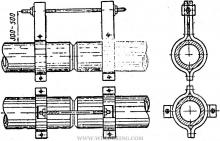
Стяжное приспособление с приваренными временными угольниками для сборки труб. Оно применяется ограниченно и только на трубах из углеродистых сталей.
Стяжка винтовая для сборки конструкций и деталей из листового, полосового и профильного проката.
Рычажно-винтовая стяжка.
Для сборки стыков труб наибольшее применение находят стяжные винтовые приспособления хомутного типа, которые не создают жесткого закрепления стыкуемых элементов.
Распорки и домкраты служат для фиксации изнутри изделий с замкнутым профилем, для выравнивания кромок цилиндрических изделий, для удаления вмятина др. При сварке цилиндрических изделий распорки применяют в сочетании со стяжными кольцами. Если диаметр обечаек невелик, применяют распорные кольца, а при больших диаметрах - винтовые распоры или домкраты. Усилия в распорках и домкратах создаются механическим, гидравлическим или пневматическим приводами.
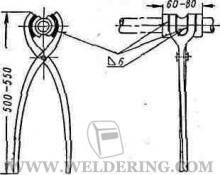
Центраторы предназначаются для закрепления отдельных труб или подобных изделий, так чтобы они не имели сдвига и поворота в направлениях трех координатных осей. Они позволяют совместить цилиндрические поверхности стыкуемых изделий (труб, секций из труб и др.) для выполнения сварочных работ. В зависимости от положения центраторов относительно установочных поверхностей, центраторы подразделяются на наружные (схватывающие) и внутренние (распорные). Наружные центраторы применяют при сборке труб в секции для сварки на заготовительных базах или в зоне строительных площадок. Хотя конструкторское исполнение наружных центраторов различно, они выполняют одну операцию по обеспечению соосности и совмещению торцевых кромок труб (см. рисунок ниже).
| 
|
| Клещи для труб диаметром до 40 мм | Приспособление с винтовым зажимом для труб диаметром до 60 мм |
Центраторы для сборки труб большого диаметра могут быть оснащены в месте стяжного винта силовым гидравлическим цилиндром. Центратор наружный гидравлический представляет собой пластинчатую двухрядную цепь, стягиваемую на концах стыкуемых труб домкратом, размещенным внутри скобы. Привод домкрата осуществляется от гидравлической насосной станции.
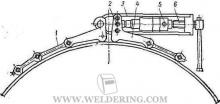
Наружный гидравлический центратор ЦНГ-1220
1 - цепь; 2 - упорный ролик; 3 - скобы; 4 - концевое звено; 5 - домкрат; 6 - винт.
Внутренние центраторы обеспечивают наиболее качественную сборку труб благодаря более точному совпадению их кромок. При центровке стык открыт снаружи, что обеспечивает свободный доступ к месту сварки. Применение внутренних центраторов позволяет повысить производительность и степень механизации сборки для сварки как поворотных, так и неповоротных стыков трубопроводов.