Особенности штамповки поковок на КГШП. Технико-экономические преимущества и недостатки. Классификация поковок.
Особености штамповки на КГШП:
1)Жесткий ход ползуна обеспечивает заполнение ручья штампа за 1 ход
2)Несмотря на большую жесткость пресса необходимо учитывать упругую деформациидеталей пресса.Например снижение температуры штамповки или завышение ведет к увеличению упругой деформации и также к увеличение размеров поковки по высоте.
3)Использование направляюших колонок в блоках уменьшает относительный сдвиг верхней половины относительно нижней половины штампа ведет к увеличению точности поковки.
4)Штампв КГШП сборочные и крепление штампов простое (болты)
5)Верхния и нижняя половина штампа при деформации не смыкаются.
6)Малая скорость деформации и малый градиент скоростиИ выталкиватель позволяет получать поковки с уменьшенными припусками и допусками.
7)Заполнение закрытых ручьев выдавливанием легче,чем на молотах.А в открытых ручьях все наоборот.
8)Протяжка и прокатка на КГШП не применяется.
9)Элементы поковок имеюших форму отросков получают выдавливанием.
10)Требуется тщательное удаление окалины иными способами чем на молоте(сдувание)
Преимущества:
1)Поковки имеют повышенную точность размеров, уменьшенные припуски и уклоны. Уклоны в 2 раза меньше чем при молоте, нет смещения поковки по плоскости разъема.
2)В два раза выше кпд чем на молоте. На 20%-30% выше производительность. Пресс может работать в автоматическом режиме.
3)Имеет безударный характер штамповки условия труда лудше чем на молоте.
4)Ниже стоимость металлопродуктов
5)Больше намелаклатура по сравнению с молотом.
6)высокая стойкость штампов.
Недостатки:
1)Меньшая универсальность по сравнению с штамповкой на молотами.
2)Необходимость тщательного удаления окалины
3)Штампы сложнее молотовых в 3-4 раза
Нам КГШП рекомендуется штамповать при крупносерийном, серийном и массовым производстве.
Классификация:
На классы:
А-поковки изготавливают продольным либо поперечной штамповкой.
Б- поковки изготавливаемые штамповки в закрытых штампах выдаливанием.
Делится на 5 группы:
1-Осисеметричные поковки изготавливаемые осадкой в торец
 за1
за1 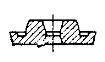 за2
за2  за 3 перех.
за 3 перех.
2-Поковки удлиненной формы с небольшой разницей в площади поперечного сечения.
 за1
за1 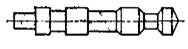 за2
за2 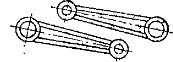 за3 перех.
за3 перех.
3- Поковки удлиненной формы со значительной разницей в площади поперечного сечения.

Высоткой на ГКМ и выдав. Вальцовкой Комбинированный
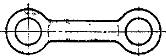
4- Поковки с изогнутой осью.
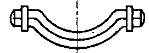

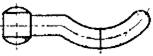
В закрытом В гибочных В закрытом и гибочном ручье
5-Поковки изготавливаемые выдавливанием типа стержня утолщениями.


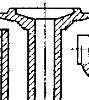
Выдавливание вдоль оси. Выдавливанием поперек оси С полостями
Штамповка на ГКМ поковок I группы. Методика выбора исходной заготовки и расчета количества переходов штамповки.
Основные положения при проектировании поковок 1 группы.
1) Чертеж поковки – с условием, что стержневая часть не деформируется.
2)  стержня должен быть = исходного прутка.
стержня должен быть = исходного прутка.
3) и длину заготовки – по обычным правилам.
4) При двухсторонней высадке – штучная заготовка и двухсторонней высадке – штучная заготовка и  - отдельно для
- отдельно для  утолщения.
утолщения.
5) Вариант штамповки и вид окончательного ручья определяют по диаграмме пределов применения вариантов штамповки в зависимости от 
Для 1 гр. – можно 7 вариантов штамповки:
1) Штамповка от прутка от переднего упора с отделением поковки от прутка сдвигом при ходе подвижной полуматрицы, но это при
 мм и при
мм и при 
2) Штамповка из прутка от переднего упора с отделением поковки сдвигом, но после пережима прутка.
 по
по 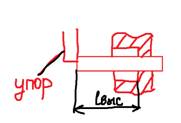
3) Штамповка из штучной заготовки с применением заднего упора – клещей.
4) Штамповка из штучной заготовки с задним упором расположенный в матричном блоке.
5) Штамповка из штучной заготовки с задним упором, закрепленный к станине машины
6) Штамповка из штучной заготовки с передним упором с рифленым зажимным ручьем.
7) Штамповка из штучной заготовки от переднего упора с применением гладкого пережимного ручья.
6) и 7) – в основном, если ГКМ – заготовительная машина, т.к могут остаться следы на стержне от канавок ручья.
Определение объема исх. Заготовки.
При определении  необходимо учитывать допуск. Отклонения
необходимо учитывать допуск. Отклонения

 (прутка) обычно – по
(прутка) обычно – по  min поперечного сечения поковки.
min поперечного сечения поковки.
Это правило- и для штучной заготовки
Есть переходы
наборный: высотка
штамповочный: формовочные и прошивные
завершающие: пробивка и отрезка
Для уменьшения кол. перех. совмещают операции формовки и прошивки. А также пробивку с отрезкой.
Схема наборных операций:
1)Матрица цилиндрическая
2)Пуансон с малым уклоном матрица цилиндрическая
3)Пуансон конический матрица цилиндричесая
4)матрица и пуансон конические
39.Штамповка на ГКМ. Сущность, особенности процесса и область применения. Классификация поковок и переходов.
В отличие от КГШП штамп на ГКМ имеет две плоскости разъема и состоит из трех частей: пуансона, неподвижной и подвижной матрицы
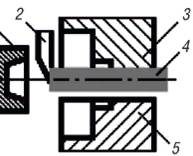
1-главный ползун движется вдоль оси,а 5-ползун зажимает Р=(0.4-0.6)Рглав.
Область применения:
1)В мелкосерийном произ. –ГКМ с вертикаль. распол. ручьев
2)В крупносер. И массовом-ГКМ с горизон. распол. ручьев
Преимушества:
1)Без облоя как правило
2)Сх. закрыт. штамп., т.е. малые припуска,допуска.
3)Нет штамповочных уклонов
4)Поковка с хорошой макрострукторой.
5)использование сборочных штампов
6)Возможно использовать комбинированную штамповку с молотоми др.
Недостатки:
1)Ограниченное число форм поковок-тела вращения
2)Применение проката повышенной точности
3)Наличие концевых отходов от зажимов
Класификация:
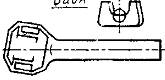
1- Поковки типа стержня сплошного сечения с одним или несколькими утолшениями. 
2-Типа колец и втулок 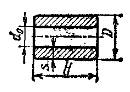
3-Поковки с глухими полостями 
4-Поковки полые штампуемые из труб
5-Поковки смешанной группы
6-Поковки требующие дополнительной штамповки на ГКМ
Есть переходы
наборный: высотка
штамповочный: формовочные и прошивные
завершающие: пробивка и отрезка
Для уменьшения кол. перех. совмещают операции формовки и прошивки. А также пробивку с отрезкой.