Главный вид (фронтальная проекция) детали определяется исполнителем из следующих соображений: он должен давать наиболее полное представление о формах и размерах детали. Как правило, он имеет наибольшее количество видимых очертаний отдельных элементов детали и требует после себя наименьшее из возможных количество последующих изображений.
Следует помнить, что необходимость в следующем изображении возникает только в том случае, если на предыдущих Вы не смогли выявить или образмерить какой - либо элемент детали. При этом предыдущих изображений, в зависимости от сложности детали, может быть целый ряд, а бывает, что можно ограничиться и одним единственным изображением.
Есть некоторые правила по расположению изображения на главном виде, установленные практикой исполнения чертежей. Например, детали осесимметричные,тоестьс основнойобработкойнатокарномстанке(см. МУ
«Размерныецепиначертежахдеталей»),располагаютсосьюпараллельной
основной надписи (так же как они будут зажаты в патроне станка). Литые же детали с плоскими поверхностями, обрабатываемыми фрезерованием, располагают на чертеже так, чтобы эти поверхности были параллельны основной надписи. При нанесении размерных цепей именно их будут принимать за основные базы. Принято, что детали, имеющие гранные поверхности (это могут быть места «под ключ» - лыски, шестигранники или квадраты) на главном виде располагают так, чтобы было видно наибольшее возможное количество граней (см. Рис.1, 2 и др.). Если лыски трудно «читаются», то их принято условно выделять диагональным перекрестьем сплошных тонкихлиний.
Для повышения наглядности чертежа иногда требуется нанесение линий пересечения поверхностей, образующих форму той или иной детали. Проводят их упрощенно. Например, проекцию линии пересечения двух цилиндров изображают дугой окружности с радиусом, равным радиусу большего цилиндра. При отсутствии явно выраженных линий пересечения последние наносятся тонкими линиями, которые не доводят до контура. Следует частично показывать насечку или рифление на поверхностях, которые ихимеют.
Ри фление сетчатое 0,8 ГОСТ 21474- 75
Рис.13
Для выбора приёмов изображения необходимо различать понятия: полые и неполые валы. Полым валом называют вал, обязательно имеющий сквозное осевое отверстие (помимо возможных поперечных сквозных или глухих отверстий). Как правило, их изображают полным разрезом или, при возможности, - сочетанием половины вида с половиной разреза (см. рис.1, 12 и др.). Для
неполого вала необходимости в полном разрезе нет, поскольку нет внутреннего элемента, занимающего всё пространство детали. В этом случае для выявления внутренних элементов (гнезд осевых или поперечных, поперечных сквозных отверстий) прибегают к местным разрезам (см. рис.3, 7, 9 и 11.). При этом выбирают такое положение главного вида вала, чтобы у наибольшего возможного количества его отверстий оси были параллельны плоскости чертежа. Остальные отверстия могут быть выявлены на вынесенных сечениях.
Кроме главного вида, например, для пробки (рис. 3) с целью простановки размера «под ключ» необходимо давать сечение через шестигранник или вид справа. По той же причине два изображения понадобилось на чертежах штуцера, крышки, коробки сальника и накидной гайки (см. рис.1,2,5 и 6). Места под ключ «s» после замера уточняются по таблице стандартных размеров «зева» ключа (см. Таблицу 2 «Приложения). Размер предварительной проточки под размер «е» будущего шестигранника можно приближенно принимать следующим:е≥1,15s.
Конфигурация и все размеры нажимной втулки (Рис.4) полностью выявляются на единственном изображении – это главный вид, совмещающий половину вида и половину разреза. Для осесимметричного клапана (рис.8), который является неполым валом, разрез не нужен и вполне достаточно одного главноговида.
Для неполых валов (см. рис. 3,7,9,11) с целью выявления внутренних элементов и нанесения их размеров используются местные разрезы. При этом ограничиться одним изображением для пробки крана (рис.9) позволяет положение ГОСТа о том, что форму отверстия можно выявить и образмерить на линии его контура, построенной на соответствующих осях рядом с видом. Полное же дополнительное изображение пробки (вид сверху) ничего нового для понимания её конфигурации не давало бы. Использование такого приёма позволяет существенно уменьшить объём графической работы. Это же положение можно было бы использовать для выявления формы и размеров шпоночного паза в ступице зубчатого колеса (рис.12) или шпоночных канавок на валах (как на рис.11).
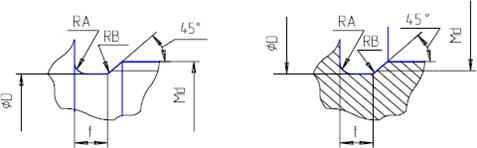
Если на детали есть места с множеством мелких элементов, например, проточки для выхода резьбонарезного резца, то для облегчения их образмеривания рекомендуется прибегать к вынесенным элементам. Предполагается, что на эскизе они будут изображаться с некоторым увеличением. Об этом над изображением вынесенного элемента собозначением
«А» сообщают следующим образом:
А (увеличено)
Следует напомнить, что мелкие элементы (менее 2-х мм.) для наглядности допускается изображать утрированно увеличенными, поскольку исполняться они будут не по изображению, а по заданным для них размерам.
Зачастую фитинги трубопроводов (штуцер, пробка, крышка и др.), работающие при вибрационных нагрузках, необходимо обезопасить от самоотвинчивания. С этой целью в зоне места под ключ (на пример на шестиграннике) выполняются, так называемые, контровочные отверстия. Через них пропускается мягкая контровочная проволока диаметром порядка полумиллиметра и фиксируется за специальное ушко или пропускается через аналогичное отверстие соседнего фитинга. Выявляются эти отверстия на местном
разрезе или на соответствующем сечении, где и образмериваются (см. Рис.14,15).
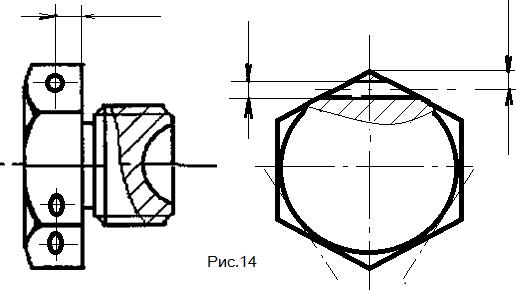 |
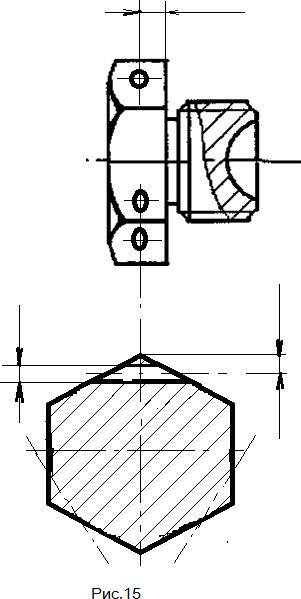 Во втором случае (Рис.15) при выбранном расположении сечения (на продолжении осевой линии) не нужно ни вводить обозначения, ни показывать положение секущей плоскости и направление взгляда.
Во втором случае (Рис.15) при выбранном расположении сечения (на продолжении осевой линии) не нужно ни вводить обозначения, ни показывать положение секущей плоскости и направление взгляда.
Следует отметить, что при наличии резьбы на изделии, её профиль определяют по функциональному назначению детали и визуально. Шаг измеряется с помощью соответствующего резьбомера или по отпечатку (длина отпечатка делится на количество рисок на нём). Для определения наружного диаметра резьбы в отверстии замеряют её внутренний диаметр и добавляют 1-2 мм. Определённые таким образом наружный диаметр и шаг обязательно согласуют с их стандартными значениями из Таблицы 1«Приложения».
|
соответствующего резьбомера, для выяснения её обозначения в дюймах, после замеров следует использовать Таблицу 3 со значениями соответствующих диаметров в миллиметрах. Параметры резьбовых проточек для выхода резца следует уточнять по стандартным таблицам для соответствующих резьб. См. Таблицу 4. При этом следует учитывать саму необходимость изначального исполнения этих мест в виде, например, нормальной или короткой проточки. Ведь в ряде случаев элементы резьбы той или иной детали практически могли быть
получены вообще без снятия стружки – накаткой, точным литьём под давлением и т.д. Необходимость в проточках для выхода резца и недорезах при этом может вообще отпадать. В таких случаях нужно консультироваться спреподавателем.
Обмердеталей
После проверки полноты и правильности нанесения размерных цепей приступают к обмеру деталей и одновременной простановке размерных чисел. При этом рекомендуется шрифт №5. Приступать к обмеру, не имея правильной размерной цепи, не рационально просто потому, что можно намерить совсем не те расстояния, которые понадобятся в размерной цепи. Это касается работы над эскизм модели детали. При деталировании, когда сразу выполняется чертёж той или иной детали, необходимые размеры берутся с чертежа общего вида (с учётом масштаба иискажения).
В аудиторных условиях для обмера моделей деталей помимо простой линейки может быть использован специальный мерительный инструмент: штангенциркули с точностью измерений до 0,1 мм (см. рис. 15) или до 0,05 мм. (без глубиномера), резьбомеры и радиусомеры.
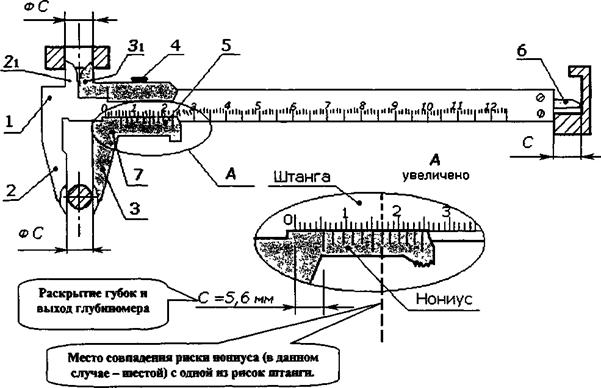 |
Рис. 20
На рис. 20 показано измерение углублений, наружных и внутренних диаметров различных деталей.
У изображённого штангенциркуля с одного конца штанги (1), имеющей миллиметровую шкалу, расположены длинные (2) (для измерения наружных) и короткие (21) (для замера внутренних размеров и диаметров) измерительные губки.
По штанге перемещается рамка (7) с аналогичными ответными губками(3) и (31). На ней имеется специальная шкала – нониус (5), на которой нанесено десять делений с ценой каждого деления 1.9мм. (это и позволяет при совпадении рисок определять размеры с точностью до 0,1мм.). По пазу на оборотной стороне штанги перемещается щуп - глубиномер (6), жестко скреплённый с рамкой. Рамка может фиксироваться на штанге винтом(4).
Работают штангенциркулем, держа его в руке за длинную штангу и перемещая по ней рамку большим пальцем, упирающимся в зону А. При этом будет изменяться расстояние между губками и степень выдвижения щупа. При использовании последнего необходимо тыльной стороной штанги упираться в край измеряемого отверстия, а щуп задвигать до упора вдно.
Следует отметить, что, например, при образмеривании резьбы на валу проблем с определением наружного диаметра не возникает. Если же резьба замеряется в отверстии, то удаётся определить только внутренний её диаметр. Необходимый для обозначения резьбы наружный диметр приближенно получают, как уже рекомендовалось, прибавляя к замеренному 1- 2 мм.
В обоих случаях полученные диаметры далее обязательно сверяют со
стандартными табличными значениями и выбирают ближайшее по величине значение.
Для определения шага резьбы (известного профиля) используют резьбомеры. Для метрической резьбы они имеют маркировку «М60», а для трубной цилиндрической – «Д55».
Их устройство одинаково: с двух концов полого держателя, на общих осях, веерообразно закреплено множество пластин, на каждой из которых вырезан профиль соответствующей резьбы с одним из стандартных шагов. Профили пробуют приставлять к резьбе детали. При полном совпадении всех впадин профиля пластины с выступами резьбы детали остаётся только прочесть на пластине значение шага.
Аналогичное устройство имеют и, так называемые, радиусомеры, служащие для измерения внутренних и наружных закруглений на деталях.
Если резьбомеров нет, то на бумажке отпечатывают риски вершин профиля резьбы на длине, к примеру, 10мм. Подсчитывают на этой длине количество рисок и определяют приближённо шаг резьбы. Потом смотрят таблицу резьб соответствующего профиля (метрическую или трапецеидальную) в строке с ранее
уже определённым наружным диаметром. Из таблицы берут ближайшее к подсчитанному стандартное значение шага.
Обозначение резьб
Большинство деталей, выдаваемых студентам для эскизирования имеют наружные или внутренние резьбы. В зависимости от функционального назначения детали (в соответствующей сборочной единице) в основном это могутбыть:
• метрические резьбы (относятся к крепежнымрезьбам),
• трапецеидальные резьбы (относятся к ходовымрезьбам),
• трубные цилиндрические резьбы (относятся ккрепёжно-уплотнительным).
Метрические исполняются, прежде всего, на крепежных изделиях и на таких, где герметичность соединения обеспечивается не резьбой, а плотным торцевым прилеганием свинчиваемых деталей. Для правильного обозначения этой резьбы предварительно замеряется её наружный диаметр и шаг. По справочнику берётся ближайший стандартный диаметр и проверяется соответствие замеренного шага стандартному: крупному или одному из предусмотренных для этого диаметра мелкому шагу (в зависимости от диаметра их может быть до шести) см. Таблицу
1. Если резьба с крупным шагом, то, поскольку он один для каждого диаметра, в обозначении резьбы его значение фигурировать не будет. Например:
М6 или М20.
Если шаг оказался мелким, то в обозначении указывают (через знак умножения) какой именно взят:
М6´0,75 или М20´0,5.
Ходовые резьбы применяют на деталях, которые в основном изделии (в сборочной единице) должны постоянно преобразовывать вращательное движение по винтовой канавке в возвратно-поступательное вдоль оси детали. В заданиях редко, но встречается одна из ходовых резьб - трапецеидальная. Как правило, это шпиндели кранов или коробка сальника. У трапецеидальной резьбы для каждого стандартного диаметра предусмотрено от двух до трех шагов. Поэтому в обозначении всегда указывают - какой именно принят шаг. То есть замер диаметра, шага и сверка со стандартными их величинами – обязательна. Пример обозначения:
Tr 12´2.
Трубная цилиндрическая резьба тоже редка на выдаваемых для работы деталях. Она необходима для изделий, в которых герметичность резьбового соединения должна обеспечиваться свойствами самой резьбы. Это могутбыть
крышки, пробки, муфты для неответственных трубопроводов гидросистем. Примеробозначения:
G 1/2
Здесь 1/2 - диаметр просвета трубы в дюймах. См. Таблицу 3.
Следует напомнить, что образмеривание (в отличие от остальных резьб) трубной цилиндрической – G, трубной конической – R, конической дюймовой - К и метрической конической - МК резьб производится с помощью линии выноски и
проставляется над её полкой.
Изучению резьб и резьбовых соединений посвящена предшествующая специальная графическая работа, поэтому более подробное их упоминание представляется нецелесообразным.
Обозначение материалов
В данной работе студенты впервые сталкиваются с необходимостью сообщать сведения о материале. В соответствующей графе основной надписи (под графой для наименования изделия) должна быть указана марка материала, рекомендуемого для изготовления данной детали. При этом ГОСТ требует применения стандартных обозначений. Ниже приведены такие обозначения и краткие характеристики всех материалов, из которых сделаны детали, выдаваемые студентам при выполнении графической работы «Эскизирование детали». Для уточнения марки материала (и названия детали) в каждом конкретном случае обязательна консультация с преподавателем..
Обратите внимание, что в приведённых ниже стандартных обозначениях, никогда не указывают название самого материала.
1. СТАЛИ. https://spravconstr.ru/html/v1/pages/chapter2/ckm21.html
Сталь - сплав железа с углеродом (до 2%) и другими элементами. Из нескольких типов отметим два:
• Сталь углеродистая обыкновенного качества (ГОСТ 380-94) Марки: Ст.0, Ст.1,..., Ст.6 идр.
Примеробозначения: Ст.6 ГОСТ380-94
В обозначении марки стали буквы «Ст» означают «сталь», цифры от 0 до 6 - условный номер марки в зависимости от химического состава и механических свойств (с увеличением цифры - механические свойства улучшаются). По механическим свойствам эти стали отвечают заявленным лишь приблизительно и в определенных пределах. Точное содержание углерода не гарантируется. В своёмбольшинствеонимягкиеизакалку хорошопринимает только Ст.6. Их
можно назначать для малонагруженных и неответственных деталей (корпус, рукоятки и т.д.)
•  Сталь углеродистая качественная конструкционная (ГОСТ1050-88) Могут быть марки: Сталь 08, Сталь 15, Сталь20,...,Сталь60 и др. Примеробозначения: Сталь45 ГОСТ1050-88
Сталь углеродистая качественная конструкционная (ГОСТ1050-88) Могут быть марки: Сталь 08, Сталь 15, Сталь20,...,Сталь60 и др. Примеробозначения: Сталь45 ГОСТ1050-88
В условное обозначение входят две цифры, которые указывают среднее содержание углерода в сотых долях процента. Эти стали характеризуются признаками: а) точностью химического состава и механических свойств, б) пониженным по сравнению со сталями обыкновенного качества содержанием фосфора и серы. Рекомендуется назначать для ответственных деталей (штуцер, поршень, клапан и т.д.)
2. ЧУГУНЫ. https://spravconstr.ru/html/v1/pages/chapter2/ckm247.html
Чугун - сплав железа с углеродом (более 2%, обычно 3 – 4,5%) и с другими элементами. Выделяют:
• Серый чугун (ГОСТ1412-85)
Можноназватьмарки: СЧ10, СЧ15...СЧ45 идр.
 Примеробозначения: СЧ 20. ГОСТ1412-85
Примеробозначения: СЧ 20. ГОСТ1412-85
В условном обозначении две буквы указывают на вид чугуна, двузначное число - предел прочности при растяжении. Отличаются хорошими литейными свойствами и средней прочностью. Для корпусов и крышек рекомендуется марка СЧ 18.
• Ковкий чугун (ГОСТ1215-79)
Естьмарки: КЧ 30-6, КЧ 37-12 идр.
 Примеробозначения: КЧ37-12.ГОСТ1215-79.
Примеробозначения: КЧ37-12.ГОСТ1215-79.
Ковкий чугун получают длительным отжигом белых чугунов (они содержат связанный углерод - карбид железа Fe3C). Первое число в обозначении - временное сопротивление разрыву, второе - относительное удлинение (%).
3.  АЛЮМИНИЕВЫЕСПЛАВЫhttps://spravconstr.ru/html/v1/pages/chapter2/ckm255.html
АЛЮМИНИЕВЫЕСПЛАВЫhttps://spravconstr.ru/html/v1/pages/chapter2/ckm255.html
Это сплавы алюминия с медью, кремнием, магнием, цинком и др. элементами. Выделяют:
• Литейные алюминиевые сплавы (ГОСТ1583-93)
Естьмарки: АК12, …АМ5,...АМг10 ит.д.
 Примеробозначения: АК7пч. ГОСТ1583-93
Примеробозначения: АК7пч. ГОСТ1583-93
Как наиболее жидкотекучий широко используется так называемый силумин - сплав алюминия с кремнием. Его можно рекомендовать для корпусов.
Обозначения основных элементов: К - кремний, Мг -магний, М -медь, Мц -
марганец, Ц –цинк, КД - кадмий, Н –никель.
• Деформируемые алюминиевые сплавы (ГОСТ 4784-74)
Есть марки: АМг, АКб, Д18 и др.
 Примеробозначения: Д16. ГОСТ4784-74
Примеробозначения: Д16. ГОСТ4784-74
Широко используется сплав с магнием и медью, который называют дуралюмин. Он высокопрочен, хорошо штампуется и механически обрабатывается (марки Д1, Д6, Д16, Д18). Для корпусов, штуцеров, муфт рекомендуется маркаД16.
4. МЕДНЫЕСПЛАВЫ https://spravconstr.ru/html/v1/pages/chapter2/ckm252.html
• Бронзы (ГОСТ 613-79 и ГОСТ18175-78)
Это медные сплавы, которые не содержат цинк. Рекомендуется использовать для корпусов и пробок оловянистую литейную бронзу. Её
обозначение - БрОЦС5-5-5ГОСТ613-79. Расшифровка следующая: бронза оловяно- цинко-свинцовистая с содержанием олова 5%, цинка 5%, свинца 5% и остальное - медь.
• Латуни (ГОСТ 17711-72 и ГОСТ15527-70)
Это медные сплавы, в которых помимо меди основная составляющая - цинк. Рекомендуется использовать латуни, обрабатываемые давлением, смаркой
ЛМцС58-2-2ГОСТ15527-70. Расшифровка:Л-латунь,Мц-марганец,С-свинец; среднее содержание меди 58%, марганца 2%, свинца 2% и остальное (38%)-цинк.
5.  ТИТАН И ЕГО СПЛАВЫ. https://spravconstr.ru/html/v1/pages/chapter2/ckm261.html
ТИТАН И ЕГО СПЛАВЫ. https://spravconstr.ru/html/v1/pages/chapter2/ckm261.html
 Примеробозначения: ВТ1-00. ГОСТ19807-91
Примеробозначения: ВТ1-00. ГОСТ19807-91
Титан - тугоплавкий металл с невысокой плотностью. Удельная прочность титана выше, чем у многих легированных конструкционных сталей, поэтому при замене сталей титановыми сплавами можно при равной прочности уменьшить массу детали на 40%. Титан хорошо обрабатывается давлением, сваривается, из него можно изготовить сложные отливки, но обработка резанием затруднительна. Для получения сплавов с улучшенными свойствами его легируют алюминием, хромом, молибденом. Титан и его сплавы маркируют буквами "ВТ" и порядковым номером: ВТ1-00, ВТЗ-1, ВТ4, ВТ8, ВТ14.
Приложение
Таблица1. Диаметры и шаги метрической цилиндрической резьбыобщего назначения. (выдержка из ГОСТ8724-81).
https://spravconstr.ru/html/v1/pages/chapter5/ckm66.html
| Наружный диаметр резьбы | Шаг «Р» | |
| 0,75;0,5 | ||
| 0,75;0,5 | ||
| 1,5 | 1,25; 1; 0,75;0,5 | |
| 1.,75 | 1,5; 1,25; 1; 0,75;0,5 | |
| 1,5; 1,25; 1; 0,75;0,5 | ||
| 1,5; 1; 0,75;0,5 | ||
| 2,5 | 2; 1,5; 1; 0,75;0,5 | |
| 2,5 | 2; 1,5; 1; 0,75;0,5 | |
| 2,5 | 2; 1,5; 1; 0,75;0,5 | |
| 2; 1,5; 1;0,75 | ||
| 2; 1,5; 1;0,75 | ||
| 3,5 | 2; 1,5; 1;0,75 | |
| 3,5 | 2; 1,5; 1;0,75 |
Таблица 2. Размеры под ключ «S» ( выдержка из ГОСТ6424-73 )
https://sprav-constr.ru/html/tom1/pages/chapter5/ckm58.html:
10, 12, 13, 14, 17, 19, 22, 24, 27, 30, 32, 36, 41, 46, 50,55,
60, 65, 70,75
Таблица 3. Основные размеры трубной цилиндрическойрезьбы.
(выдержка из ГОСТ 6357-81) https://spravconstr.ru/html/v1/pages/chapter5/ckm69.html
| Обозначение размера резьбы в дюймах | 3/8 | 1/2 | 3/4 | 11/4 | |
| Наружный диам. резьбы «d» в мм. | ~16,7 | ~21 | ~26,4 | ~33,2 | ~42 |
| Внутренний диам. резьбы «d1» в мм. | ~15 | ~18,6 | ~24,1 | ~30,3 | ~39 |
Таблица 4. Размеры нормальных проточек метрической резьбы вмм.
(выдержка из ГОСТ10549-80) https://spravconstr.ru/html/v1/pages/chapter5/ckm54.html
 |
| Шаг резьбы | Проточка для наружной резьбы | Проточка на внутренней резьбе | ||||||
| f | A | B | D | f | A | B | D | |
| 0,5 | 1,6 | 0,5 | 0,3 | d-0,8 | 2,0 | 0,5 | 0,3 | d+0,3 |
| 0,75 | 2,0 | 0,5 | 0,3 | d-1,2 | 3,0 | 1,0 | 0,5 | d+0,4 |
| 3,0 | 1,0 | 0,5 | d-1,5 | 4,0 | 1,0 | 0,5 | d+0,5 | |
| 1,25 | 4,0 | 1,0 | 0,5 | d-1,8 | 5,0 | 1,6 | 0,5 | d+0,5 |
| 1,5 | 4,0 | 1,0 | 0,5 | d-2,2 | 6,0 | 1,6 | 1,0 | d+0,7 |
| 1,75 | 4,0 | 1,0 | 0,5 | d-2,5 | 7,0 | 1,6 | 1,0 | d+0,7 |
| 5,0 | 1,6 | 0,5 | d-0,3 | 8,0 | 2,0 | 1,0 | d+1,0 | |
| 2,5 | 6,0 | 1,6 | 1,0 | d-3,5 | 3,0 | 1,0 | d+1,0 | |
| 6,0 | 1,6 | 1,0 | d-4,5 | 3,0 | 1,0 | d+1,2 | ||
| 3,5 | 8,0 | 2,0 | 1,0 | d-5,0 | 3,0 | 1,0 | d+1,2 | |
| 8,0 | 2,0 | 1,0 | d-6,0 | 3,0 | 1,0 | d+1,5 |
Аналогичные таблицы есть и для трубной цилиндрической резьбы (см.
https://spravconstr.ru/html/v1/pages/chapter5/ckm54_1.html).