Николай Михайлович Звонарев
Домашний слесарь
Советы от Михалыча –
Текст предоставлен правообладателем https://www.litres.ru/pages/biblio_book/?art=2376305
«Домашний слесарь.»: Центрполиграф; Москва; 2009
ISBN 978‑5‑9524‑4265‑8
Аннотация
Мастер на все руки, Николай Михалыч даст вам массу полезных советов, которые помогут за короткое время справиться с маленькими техническими неполадками в вашем доме. Вы узнаете, как плавить металл с помощью пылесоса, как сверлить жесть и как извлечь мелкие детали из щели. Вы сможете правильно выбрать необходимые инструменты, сделать уютным свое рабочее место, а также намотаете на ус правила техники безопасности. Необходимо починить унитаз, ванну, водопроводный кран? С Михалычем это проще простого!
Н. М. Звонарев
Домашний слесарь
Оборудование и организация рабочего места слесаря
Общие требования
Рабочее место слесаря в домашних условиях может быть организовано по‑разному. Однако для удобства и большей эффективности работы следует соблюдать некоторые основные правила.
В целях экономии движений и устранения ненужных поисков предметы на рабочем месте подразделяют на предметы постоянного и временного пользования; для тех и других отводят постоянные места хранения и расположения.
По возможности предметы на рабочем месте размещают так, чтобы избежать при выполнении работ поворотов и особенно нагибания корпуса, а также перекладывания предметов из одной руки в другую.
Инструменты и приспособления в процессе работы должны располагаться на верстаке в следующем порядке: все то, что берется левой рукой, нужно располагать в левой части верстака, то, что берется правой рукой, располагается в правой части верстака. Инструменты и приспособления, которыми слесарь пользуется чаще, нужно располагать ближе, и, наоборот, то, чем пользуются реже, располагать дальше. Такое расположение должно быть постоянным, чтобы слесарь во время работы мог брать нужный инструмент, приспособление или заготовку, не затрачивая излишнего времени на отыскание их.
|
|
Хранить инструмент следует в выдвижных ящиках верстака в таком порядке, чтобы режущий инструмент – напильники, метчики, сверла и т. п. – не портился, а измерительный инструмент – угольники, штангенциркули, микрометры и др. – не портился от забоин, царапин и ударов. Для этого в выдвижном инструментальном ящике слесарного верстака делают поперечные полочки шириной 100–150 мм. Каждая ячейка должна предназначаться для одного вида инструмента. В одном из инструментальных ящиков верстака, вдоль его боковых сторон, прибивают по 3–4 ступенчатых планки, на которые кладут напильники; при этом напильники больших размеров располагают на нижних ступеньках, а малых – на верхних.
Дно ящика делят на несколько клеток для хранения сверл, разверток, метчиков и плашек. На остальной площади ящика необходимо хранить более грубый инструмент, такой, как молотки, зубила, крейцмейсели и т. д.
Измерительные инструменты хранят в специальных футлярах или в деревянных коробках.
После окончания работы использованные инструменты и приспособления очищают от грязи и масла и протирают. Напильники необходимо очистить от металлических опилок и грязи проволочной щеткой, вытереть чистой тряпкой или салфеткой. Рабочие части режущего и мерительного инструмента следует смазывать тонким слоем вазелина. Поверхность верстака очищают щеткой от стружки и мусора.
|
|
Рабочее место должно иметь хорошее индивидуальное освещение. Свет должен падать на обрабатываемый предмет, а не на лицо работающего. Желательно, чтобы свет был рассеянным и не создавал бликов, мешающих работать.
Слесарный верстак
Для выполнения ручных работ большинство рабочих мест оборудуется слесарным верстаком, на котором устанавливают тиски и раскладывают необходимые для работы инструменты, приспособления, материалы.
Верстак (рис. 1) представляет собой специальный стол, на котором выполняют слесарные работы. Он должен быть прочным и устойчивым. Каркас верстака сварной конструкции из чугунных или стальных труб, стального профиля (уголка). Крышку (столешницу) верстаков изготовляют из досок толщиной 50–60 мм (из твердых пород дерева). Такая столешница не будет прогибаться и дрожать во время выполнения работ. Столешницу, в зависимости от характера выполняемых на верстаке работ, покрывают листовым железом толщиной 1–2 мм, линолеумом или фанерой. По периметру столешницу желательно окантовать бортиком, чтобы с нее не скатывались детали.
Под столешницей верстака желательно иметь два‑три выдвижных ящика, разделенных на ряд ячеек для хранения в определенном порядке инструментов и мелких деталей.
Размеры слесарного верстака должны быть следующими: в длину 1000–1200 мм, в ширину 700–800 мм, в высоту 800–900 мм.
|
|
Особенно удобны верстаки с регулируемой высотой ножек, которые при необходимости разрешают устанавливать верстак по росту слесаря.
Для удобства работы к ножке верстака можно прикрепить откидное сиденье. Для предохранения от стружки, разлетающейся во время рубки металла, верстак желательно оградить проволочной сеткой, натянутой на рамку.
Слесарные тиски
Слесарные тиски представляют собой зажимные приспособления для удержания обрабатываемой детали в нужном положении. В зависимости от характера работы применяют стуловые, параллельные и ручные тиски.
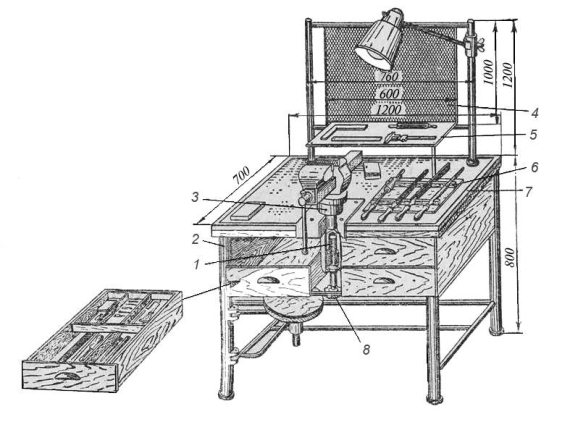
Рис. 1. Слесарный верстак с регулируемыми по высоте тисками:
1 – винт подъема; 2 – каркас; 3 – труба;
4 – сетка; 5 – полочка; 6 – планшет;
7–рамка; 8 – маховичок
Стуловые тиски получили свое название от способа крепления их на деревянном основании в виде стула, но их можно закрепить и на верстаке. Применяются стуловые тиски в основном для выполнения грубых тяжелых работ, связанных с применением ударной нагрузки, – при рубке, клепке, гибке и пр.
Они состоят из неподвижной 3 и подвижной 4 губок (рис. 2, а). При вращении зажимного винта 5 подвижная губка 4 перемещается и зажимает деталь; при вывинчивании винта 5 под действием пружины 6 подвижная губка отходит и освобождает деталь. Крепление стуловых тисков к верстаку производят планкой (лапками) 2, а для большей их устойчивости неподвижная губка 3 имеет удлиненный стержень 7, который прикрепляется к ножке верстака.
Стуловые тиски отковывают из конструкционной углеродистой стали.
Ширина губок в зависимости от типа и размера стуловых тисков имеет размеры 100, 130, 150, 180 мм, наибольшее раскрытие губок – 90, 130, 150 и 180 мм.
На рабочие части губок наваривается накладка из инструментальной стали или укрепляются на винтах специальные пластины 8 (накладные губки, рис. 2, б). Рабочие поверхности этих пластин насекаются крестообразной насечкой и закаливаются.
Преимуществами стуловых тисков являются простота конструкции и высокая прочность. Недостатком стуловых тисков является то, что рабочие поверхности губок не во всех положениях параллельны друг другу, вследствие чего при зажиме узкие обрабатываемые предметы захватываются только верхними краями губок, а широкие – только нижними (рис. 2, б), что не обеспечивает прочности закрепления. Кроме того, губки тисков при зажиме врезаются в деталь, образуя на ее поверхности вмятины.

Рис. 2. Стуловые тиски: а – общий вид, б – схемы закрепления заготовок
Параллельные слесарные тиски разделяются на поворотные и неповоротные. В этих тисках подвижная губка при вращении винта перемещается, оставаясь параллельной неподвижной губке, отчего тиски и получили название параллельных.
Поворотные параллельные тиски (рис. 3) могут поворачиваться на произвольный угол. Эти тиски в корпусе неподвижной губки 9 имеют сквозной прямоугольный вырез, в который помещена гайка 10 зажимного винта. В вырез входит прямоугольный со сквозным отверстием призматический хвостовик подвижной губки 7. Зажимной винт 11, пропущенный через отверстие корпуса подвижной губки, закреплен стопорной планкой 6. При вращении зажимного винта в ту или другую сторону при помощи рычага 5 винт будет ввинчиваться в гайку 10 или вывинчиваться из нее и соответственно перемещать подвижную губку 7, которая, приближаясь к неподвижной губке 9, будет зажимать обрабатываемый предмет, а удаляясь, освобождать.
Неподвижная губка тисков соединена с основанием 3 центровым болтом, вокруг которого и осуществляется необходимый поворот тисков. Поворотную часть 4 тисков закрепляют в требуемом положении при помощи рукоятки 2 болтом 1.
Корпус параллельных слесарных тисков изготовляют из серого чугуна. Для увеличения срока службы тисков к рабочим частям губок прикрепляют винтами стальные (из инструментальной стали) призматические губки 8 с крестообразной насечкой. При зажиме в тисках на обрабатываемых предметах могут появляться вмятины от насечки закаленных пластин губок. Поэтому для зажима обработанной чистовой поверхности детали (изделия) рабочие части губок тисков закрывают накладными пластинками («нагубниками»), изготовленными из мягкой стали, латуни или алюминия.
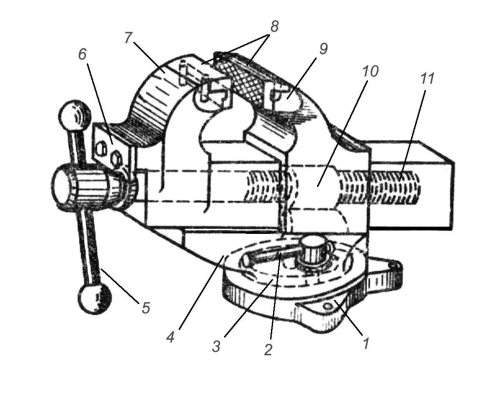
Рис. 3. Поворотные параллельные тиски:
1 – болт; 2 – рукоятка; 3 – основание;
4 – поворотная часть; 5 – рычаг; 6 – стопорная планка;
7 – подвижная губка; 8 – пластинки;
9 – неподвижная губка; 10 – гайка; 11 – винт
Размеры слесарных тисков определяются шириной их губок, которая составляет для поворотных тисков 80, 100, 120 и 140 мм и раскрытием (разводом) их на 65, 100, 140 и 180 мм.
Неповоротные параллельные тиски (рис. 4) имеют основание 6, с помощью которого они крепятся болтами к крышке верстака, неподвижную 4 и подвижную 2. Для увеличения срока службы рабочие части губок 4 и 2 делают сменными в виде призматических пластинок 3 с крестообразной насечкой из инструментальной стали и прикрепляют к губкам винтами. Подвижная губка 2 перемещается своим хвостовиком в прямоугольном вырезе неподвижной губки 4 вращением винта 5 в гайке 7 при помощи рычага 1. От осевого перемещения в подвижной губке зажимный винт 5 удерживается стопорной планкой 8. Ширина губок неповоротных параллельных тисков составляет 60, 80, 100, 120 и 140 мм, наибольшее раскрытие губок – 45, 65, 100, 140 и 180 мм.
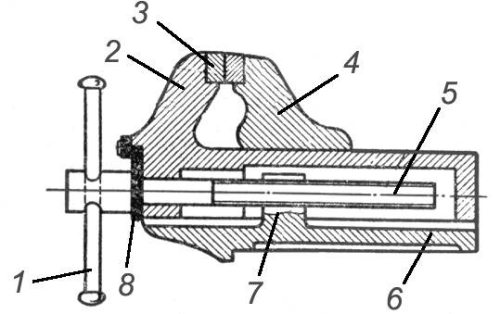
Рис. 4. Неповоротные параллельные тиски:
1 – рычаг; 2 – подвижная губка; 3 – пластинки;
4 – неподвижная губка;
5 – винт; 6 – основание;
7 – гайка; 8 – стопорная планка
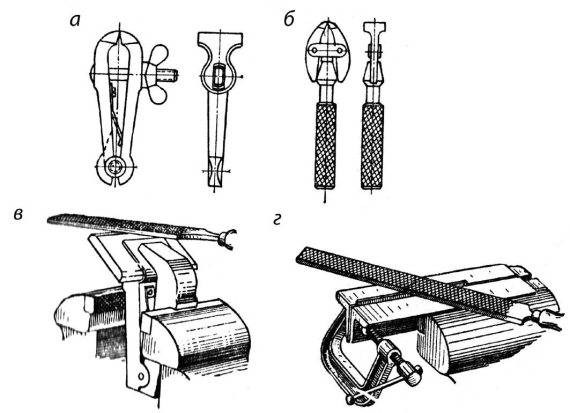
Рис. 5. Закрепление деталей в ручных тисках и струбцинах:
а, б – ручные слесарные тиски, в – использование косогубых тисков, г – применение струбцины
Ручные тиски (рис. 5, а) изготавливаются с шириной губок: 36, 40, 50 и 56 мм и раскрытием губок 28, 30, 40, 50 и 55 мм; тип 2 для мелких работ (рис. 5, б) с шириной губок 6, 10 и 16 мм и раскрытием губок 5,5 и 6,5 мм. Иногда форма детали не дает возможности зажать ее в нужном положении, так например, в случае, когда требуется опилить фаску под некоторым углом. В таких случаях применяют косогубые тисочки (рис. 5, в), в которые захватывают деталь и зажимают в губки параллельных тисков. Для удобства одновременной обработки нескольких одинаковых деталей или тонких длинных заготовок применяют специальные струбцины (рис. 5, г).
Ручные тиски изготовляются из качественной конструкционной углеродистой стали марки 45–50; для пружин используют инструментальную углеродистую сталь марки У7 или сталь марки 65Г. Допускается изготовление пружин и из стали марки 60–70.
При работе на тисках следует соблюдать следующие правила:
– перед началом работы осматривать тиски, обращая особое внимание на прочность их крепления к верстаку;
– не выполнять на тисках грубых работ (рубки, правки или гибки) тяжелыми молотками, так как это приводит к быстрому разрушению тисков;
– при креплении деталей в тисках не допускать ударов по рычагу, что может привести к срыву резьбы ходового винта или гайки;
– по окончании работы очищать тиски волосяной щеткой от стружки, грязи и пыли, а направляющие и резьбовые соединения смазывать маслом;
– после окончания работ разводить губки тисков, так как в сжатом состоянии возникают излишние напряжения в соединении винта и гайки.
Рабочий инструмент
При выполнении слесарных работ пользуются разнообразными инструментами и приспособлениями. Рабочий инструмент слесаря подразделяется на ручной и механизированный.
Типовой набор ручного инструмента делится на:
а) режущие инструменты – зубила, крейцмейсель, набор напильников, ножовка, шаберы, спиральные сверла, цилиндрические и конические развертки, круглые плашки, метчики, абразивные инструменты (бруски и пасты) и др.;
б) вспомогательные инструменты – слесарный и рихтовальный молотки, керн, чертилка, разметочный циркуль, плашкодержатель, вороток и т. п.;
в) слесарно‑сборочные инструменты – отвертки, гаечные ключи, бородок, плоскогубцы, ручные тиски и др.
Молотки слесарные являются наиболее распространенным ударным инструментом. Они служат для нанесения ударов при рубке, пробивании отверстий, клепке, правке и т. д. В слесарном деле применяются молотки двух типов – с круглыми и квадратными бойками (рис. 6, а). Молотки с круглым бойком применяют в тех случаях, когда требуется значительная сила или точность удара. Молотки с квадратным бойком выбирают для более простых работ. Молотки изготавливаются из сталей марок 50, 40Х или из стали У7; их рабочие части – боек и носок – подвергают закалке на длину не менее 15 мм с последующей зачисткой и полировкой.
Вес молотков в зависимости от назначения варьируется в следующих пределах: 50, 100, 200 и 300 г – для выполнения инструментальных работ, 400, 500 и 600 г – для слесарных работ, 800, 1000 г – для ремонтных работ.
Материалом для ручек молотков служат кизил, рябина, клен, граб, береза – породы деревьев, древесина которых отличается прочностью и упругостью. В сечении ручка должна быть овальной, а ее свободный конец делают в полтора раза толще, чем у отверстия молотка. Длина ручки зависит от веса молотка. В среднем она делается длиной 250–350 мм; для молотков весом 50–200 г длина ручек берется 200–270 мм, для тяжелых – 350–400 мм. Конец ручки, на который насаживается молоток, расклинивается деревянным клином, смазанным столярным клеем, или же металлическим клином с насечкой.
Зубило применяется для разрубания на части металла различного профиля, удаления припусков с поверхности заготовки, срубания приливов и литников на литых заготовках, головок заклепок при ремонте заклепочных соединений и т. п.
Зубило состоит из трех частей – рабочей, средней и ударной (рис. 6, б). Рабочая часть зубила имеет форму клина, углы заточки которого выбираются в зависимости от обрабатываемого материала. Средней части слесарного зубила придается овальное или многогранное сечение без острых ребер на боковых гранях, чтобы не поранить руки. Головке (ударной части) зубила придается форма усеченного конуса.
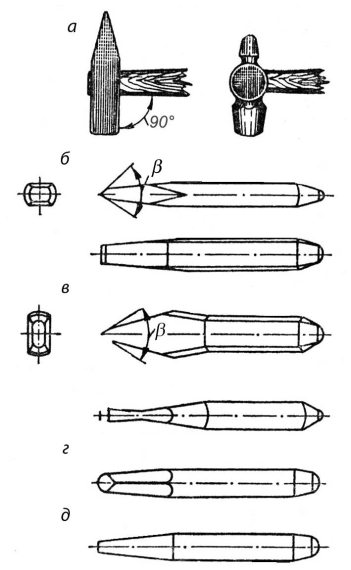
Рис. 6. Набор основного ударного инструмента слесаря:
а – молотки, б – зубила, в, г – крейцмейсели, д – бородок
Материалом для изготовления слесарных зубил служит углеродистая сталь У7А и У8А. Рабочая часть зубила закаливается на длине 15–30 мм, а ударная – на длине 10–20 мм.
Крейцмейсель – инструмент, однотипный с зубилом, но с более узкой режущей кромкой. Он применяется для вырубания узких канавок и пазов (рис. 6, в). Для вырубания канавок во вкладышах подшипников и других подобных работ применяют специальные канавочные крейцмейсели (рис. 6, г) с остроконечными и полукруглыми кромками. Изготовляются крейцмейсели из углеродистой стали марки У7А и У8А и закаливают, как зубило.
Бородок применяется для пробивания отверстий в тонкой листовой стали, для установки просверленных под заклепки отверстий одного против другого, для выбивания забракованных заклепок, штифтов и др. Слесарные бородки (рис. 6, д) изготавливают из стали У7А или У8А. Рабочая часть бородка закаливается на всю длину конуса.
Напильники представляют собой режущий инструмент в виде стальных закаленных брусков различного профиля с насечкой на их поверхности параллельных зубьев под определенным углом к оси инструмента. Материалом для изготовления напильников служит углеродистая инструментальная сталь марок У13 и У13А, а также хромистая шарикоподшипниковая сталь ШХ15.
Напильники имеют различные формы поперечного сечения: плоские, квадратные, трехгранные, круглые и пр. В зависимости от характера выполняемой работы применяют напильники разной длины, с различным числом насечек.
Существуют три типа ручных напильников: обыкновенные, надфили и рашпили. Обыкновенные напильники (рис. 7, а) делают из углеродистой инструментальной стали марок У13 и У13А. Надфили – это те же напильники, но меньших размеров и с насечкой только на половину или три четверти своей длины. Гладкая часть надфиля служит рукояткой. Надфили изготовляются из стали У12 и У12А. Они применяются для обработки малых поверхностей и доводки деталей небольших размеров.
Рашпили отличаются от напильников и надфилей конструкцией насечки. Они применяются для грубой обработки мягких металлов – цинка, свинца и т. п., а также для опиливания дерева, кости, рога.
Шаберы (рис. 7, б) представляют собой стальные полосы или стержни определенной длины с тщательно заточенными рабочими гранями (концами). По конструкции шаберы разделяются на цельные и составные; по форме рабочей части – на плоские, трехгранные и фасонные, а по числу режущих граней – на односторонние, имеющие обычно деревянные рукоятки, и двусторонние без рукояток.
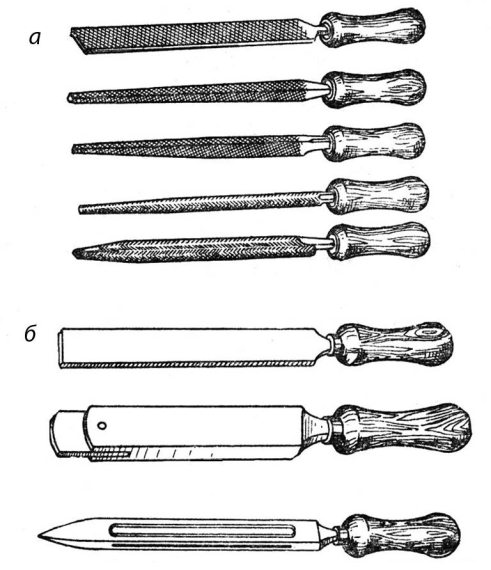
Рис. 7. Напильники (а) и шаберы (б)
Кроме цельных шаберов, в последнее время применяют и сменные, состоящие из держалки и вставных пластин. Режущими лезвиями таких шаберов могут служить пластинки инструментальной стали, твердого сплава и отходы быстрорежущей стали. Шаберы не стандартизированы. Они изготовляются из инструментальной углеродистой стали У10А и У12А с последующей закалкой.
Отвертки (рис. 8, а) применяются для завинчивания и отвинчивания винтов и шурупов, имеющих прорезь (шлиц) на головке. Они подразделяются на цельнометаллические с деревянными щечками, проволочные, коловоротные, специальные и механизированные. Отвертка состоит из трех частей: рабочей части (лопатки), стержня и ручки. Выбирают отвертку по ширине рабочей части, которая зависит от размера шлица в головке шурупа или винта.
Ключи гаечные являются необходимым инструментом при сборке и разборке болтовых соединений. Головки ключей стандартизированы и имеют определенный размер, который указывается на рукоятке ключа. Размеры зева (захвата) делаются с таким расчетом, чтобы и зазор между гранями гайки или головки болта и гранями зева был от 0,1 до 0,3 мм.
Гаечные ключи разделяют на простые одноразмерные, универсальные (разводные) и ключи специального назначения.
Простые одноразмерные ключи бывают плоские односторонние и плоские двусторонние (рис. 8, б); накладные глухие; для круглых гаек; торцовые изогнутые и прямые. Торцовые ключи прямые и изогнутые (рис. 8, в) применяются в тех случаях, когда гайку невозможно завинтить обычным ключом.
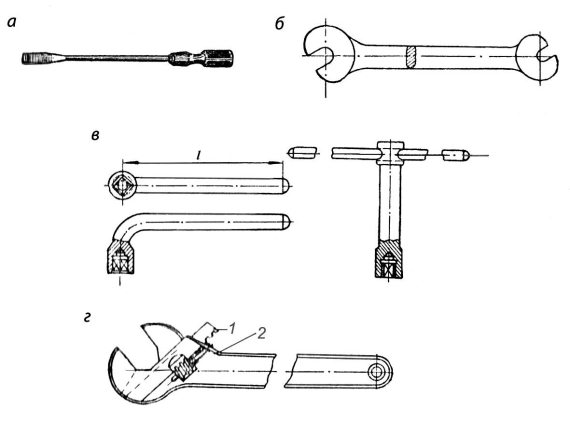
Рис. 8. Отвертка (а) и гаечные ключи (б, в, г)
Простыми одноразмерными ключами можно завинчивать гайки только одного размера и одной формы. Раздвижные (разводные) ключи (рис. 8, г) отличаются от простых ключей тем, что они могут применяться для отвинчивания или завинчивания гаек различных размеров. Они имеют размеры зева от 19 до 50 мм при различных длинах рукояток.
Специальные ключи носят название по роду применения, например ключ под вентиль, ключ к гайке муфты и т. д., а также для работы в труднодоступных местах.
Ножовка ручная обычно применяется для разрезания металла, а также для прорезания пазов, шлицев в головках винтов, обрезки заготовок по контуру и т. п. Ножовочные станки бывают цельными и раздвижными. Последние имеют то преимущество, что в них можно крепить ножовочные полотна различной длины.
Использование рассмотренного выше ручного инструмента связано с трудоемкой и малопроизводительной работой, тем не менее до сих пор еще многие слесари применяют только ручной инструмент, в то время как значительная доля слесарных работ может быть механизирована путем использования различных стационарных и переносных машин, а также электрических и пневматических инструментов.
Применение таких инструментов позволяет значительно повысить производительность труда. Так, например, завертывание болтов и гаек при помощи механизированного гайковерта производится в
4 – 10 раз быстрее, чем вручную обычным гаечным ключом; зачистка поверхностей с помощью переносных шлифовальных машинок осуществляется в 5 – 20 раз быстрее, а шабрение механизированным шабером в 2–3 раза быстрее, чем ручные операции шабрения.
Механизированные ручные инструменты можно разделить по видам операций, для выполнения которых они предназначены, на инструменты для рубки и разрезания металлов, опиливания, шлифования и зачистки деталей, обработки отверстий, нарезания резьбы, шабрения и притирки, для сборки резьбовых соединений и т. п.
В зависимости от типа двигателя различают инструменты электрифицированные, питаемые электрическим током, и пневматические, действующие от сжатого воздуха.
Механизированный ручной инструмент подразделяют также по характеру движения рабочего органа – шпинделя – на инструмент с вращательным и с возвратно‑поступательным движением рабочего органа.
Среди механизированных инструментов электрического действия наибольшее применение находят электрогайковерты, электрошпильковерты, электродрели, шлифовальные и полировальные машины, электронапильники, резьбонарезатели; к инструментам пневматического действия относятся: гайковерты, механические отвертки, молотки, сверлильные машинки и др.
В зависимости от конструкции корпуса различают ручной механизированный инструмент с нагрудником, с рукояткой, пистолетного типа и угловой.
Устройство и действие различных видов механизированных инструментов рассматриваются при описании слесарных операций, в которых они применяются.
Контрольно‑измерительные инструменты
Правильность необходимых размеров и формы деталей в процессе их изготовлении проверяют штриховым (шкальным) измерительным инструментом, а также поверочными линейками, плитами и пр.
Поэтому, кроме типового набора рабочего инструмента, слесарь должен иметь контрольноизмерительные инструменты. К ним относятся: масштабная линейка, рулетка, кронциркуль и нутромер, штангенциркуль, угольник, малка, транспортир, угломер, поверочная линейка и т. п.
Масштабная линейка имеет штрихи‑деления, расположенные друг от друга на расстоянии 1 мм, 0,5 мм и иногда 0,25 мм. Эти деления и составляют измерительную шкалу линейки. Для удобства отсчета размеров каждое полусантиметровое деление шкалы отмечается удлиненным штрихом, а каждое сантиметровое – еще более удлиненным штрихом, над которым проставляется цифра, указывающая число сантиметров от начала шкалы. Масштабной линейкой производят измерения наружных и внутренних размеров и расстояний с точностью до 0,5 мм, а при наличии опыта – и до 0,25 мм. Масштабные линейки изготовляют жесткими или упругими с длиной шкалы в 100, 150, 200, 300, 500, 750 и 1000 мм, шириной 10–25 мм и толщиной 0,3–1,5 мм из углеродистой инструментальной стали марок У7 или У8.
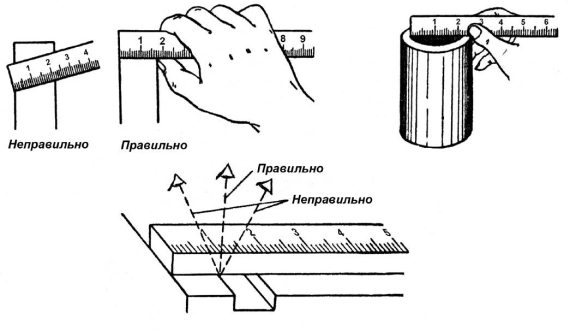
Приемы измерения масштабной линейкой показаны на рис. 9.
Рис. 9. Масштабные металлические линейки и приемы измерения ими
Рулетка представляет собой стальную ленту, на поверхности которой нанесена шкала с ценой деления 1 мм (рис. 10). Лента заключена в футляр и втягивается в него либо пружиной (самосвертывающиеся рулетки), либо вращением рукоятки (простые рулетки), либо вдвигается вручную (желобчатые рулетки). Самосвертывающиеся и желобчатые рулетки изготовляются с длиной шкалы 1 и 2 м, а простые – с длиной шкалы 2, 5, 10, 20, 30 и 50 м. Рулетки применяются для измерения линейных размеров: длины, ширины, высоты деталей и расстояний между их отдельными частями, а также длин дуг, окружностей и кривых. Измеряя окружность цилиндра, вокруг него плотно обертывают стальную ленту рулетки. При этом деление шкалы, совпадающее с нулевым делением, указывает нам длину измеряемой окружности. Такими приемами пользуются обычно при необходимости определить длину развертки или диаметр большого цилиндра, если непосредственное измерение его затруднено.
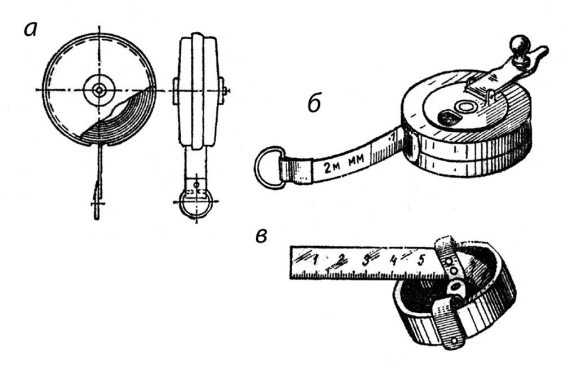
Рис. 10. Рулетки:
а – кнопочная самосвертывающаяся, б – простая, в – желобчатая, вдвигающаяся вручную
Для переноса размеров на масштабную линейку и контроля размеров деталей в процессе их изготовления пользуются кронциркулем и нутромером.
Кронциркуль применяется для измерения наружных размеров деталей: диаметров, длин, толщин буртиков, стенок и т. п. Он состоит из двух изогнутых по большому радиусу ножек длиной 150–200 мм, соединенных шарниром (рис. 11, а). При измерении кронциркуль берут правой рукой за шарнир и раздвигают его ножки так, чтобы их концы касались проверяемой детали и перемещались по ней с небольшим усилием. Размер детали определяют наложением ножек кронциркуля на масштабную линейку.
Более удобным является пружинный кронциркуль (рис. 11, б), ножки такого кронциркуля под давлением кольцевой пружины стремятся разойтись, но гайка 2, навернутая на стяжной винт 3, укрепленный на одной ножке и свободно проходящий сквозь другую, препятствует этому. Вращением гайки 2 по винту 3 с мелкой резьбой устанавливают ножки на размер, который не может измениться произвольно. Точность измерения кронциркулем 0,25 – 0,5 мм.
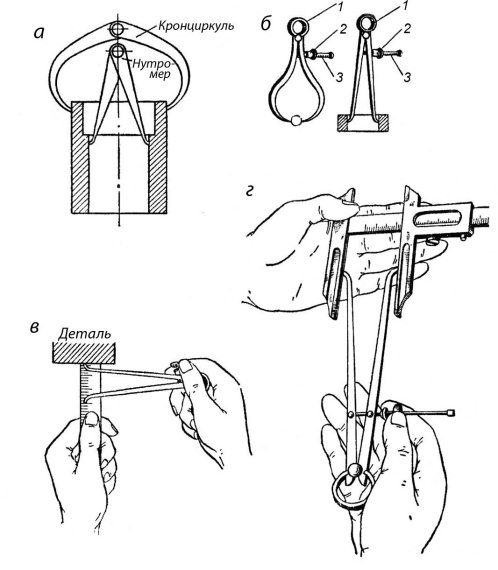
Рис. 11. Кронциркуль и нутромер. Способы измерения
Изготовляют его из углеродистой инструментальной стали У7 или У8, а измерительные концы на длине 15–20 мм закаливают.
Нутромер служит для измерения внутренних размеров: диаметром отверстий, размеров пазов, выточек и т. п. На рис. 11, а, б показаны обыкновенный и пружинный нутромеры. В отличие от кронциркуля он имеет прямые ножки с отогнутыми губками. Устройство нутромера аналогично устройству кронциркуля.
При измерении диаметра отверстия ножки нутромера разводят до легкого касания со стенками детали и затем вводят в отверстие отвесно. Замеренный размер отверстия будет соответствовать действительному только в том случае, когда нутромер не будет перекошен, т. е. линия, проходящая через концы ножек, будет перпендикулярной оси отверстия. Отсчет размера производится по измерительной линейке; при этом одну ножку нутромера упирают и плоскость, к которой под прямым углом прижата торцовая грань измерительной линейки, и производят по ней отсчет размера (рис. 11, в). На рис. 11, г показано измерение развода ножек нутромера при помощи штангенциркуля. При этом обеспечивается большая точность (до ±0,1 мм), чем при отсчете по линейке.
Изготовляют нутромеры из углеродистой инструментальной стали У7 или У8 с закалкой измерительных концов на длине 15–20 мм.
Точность измерений, которую можно получить с помощью масштабной линейки, складного метра или рулетки, далеко не всегда удовлетворяет требованиям современного машиностроения. Поэтому при изготовлении ответственных деталей машин пользуются более совершенными масштабными инструментами, позволяющими определять размеры с повышенной точностью. К таким инструментам в первую очередь относится штангенциркуль.
Штангенциркуль применяется для измерений как наружных, так и внутренних размеров деталей (рис. 12, а). Он состоит из штанги 8 и двух пар губок: нижних 1 и 2 и верхних 3 и 4. Губки 1 и 4 изготовлены заодно с рамкой 6, скользящей по штанге. С помощью винта 5 рамка может быть закреплена в требуемом положении на штанге. Нижние губки служат для измерений наружных размеров, а верхние – для внутренних измерений. Глубиномер 7 соединен с подвижной рамкой 6, передвигается по пазу штанги 8 и служит для измерения глубины отверстий, пазов, выточек и др. Отсчет целых миллиметров производится по шкале штанги, а отсчет долей миллиметра – по шкале нониуса 9, помещенной в вырезе рамки 6 штангенциркуля.
Шкала нониуса имеет десять равных делений на длине 9 мм; таким образом, каждое деление шкалы нониуса меньше деления масштаба (линейки) на 0,1 мм. При измерении детали штангенциркулем сначала отсчитывают по шкале целое число миллиметров на штанге, отыскивая его под первым штрихом нониуса, а затем с помощью нониуса определяют десятые доли миллиметра. При этом намечают деление нониуса, совпадающее с делением на штанге. Порядковое число этого деления показывает десятые доли миллиметра, которые прибавляют к целому числу миллиметров. На рис. 12, б изображены три положения нониуса относительно шкалы штанги, соответствующие размерам: 0,1; 0,5 и 25,6 мм.
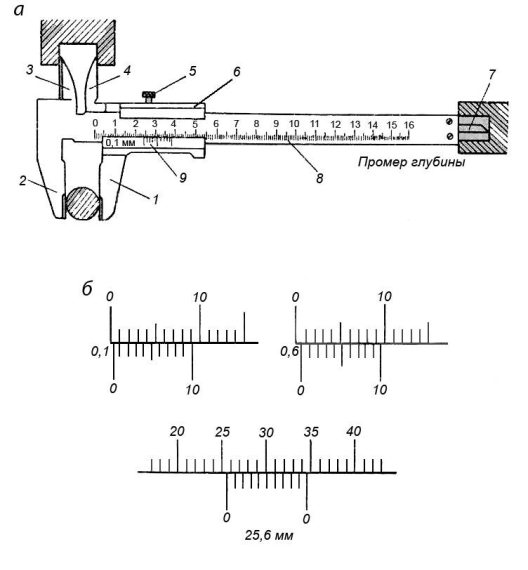
Рис. 12. Штангенциркуль с точностью измерения 0,1 мм
Зачастую приходится изготовлять детали, поверхности которых сопрягаются под различными углами. Для измерения этих углов пользуются угольниками, малками, угломерами и др. Угольники и малки являются наиболее распространенным инструментом для проверки прямых углов. Стальные угольники с углом в 90 ° бывают различных размеров, цельные или составные (рис. 13).
Угольники изготовляют четырех классов точности: 0, 1, 2 и 3. Наиболее точные угольники класса 0. Точные угольники с фасками называются лекальными (рис. 13, а, б). Для проверки прямых углов угольник накладывают на проверяемую деталь и определяют правильность обработки проверяемого угла на просвет. При проверке наружного угла угольник накладывают на деталь его внутренней частью (рис. 13, в), а при проверке внутреннего угла – наружной частью. Наложив угольник одной стороной на обработанную сторону детали, слегка прижимая его, совмещают другую сторону угольника с обрабатываемой стороной детали и по образовавшемуся просвету судят о точности выполнения прямого угла (рис. 13, г). Иногда размер просвета определяют с помощью щупов. Необходимо следить за тем, чтобы угольник устанавливался в плоскости, перпендикулярной к линии пересечения плоскостей, образующих прямой угол (рис. 13, д). При наклонных положениях угольника (рис. 13, е, ж) возможны ошибки замеров.
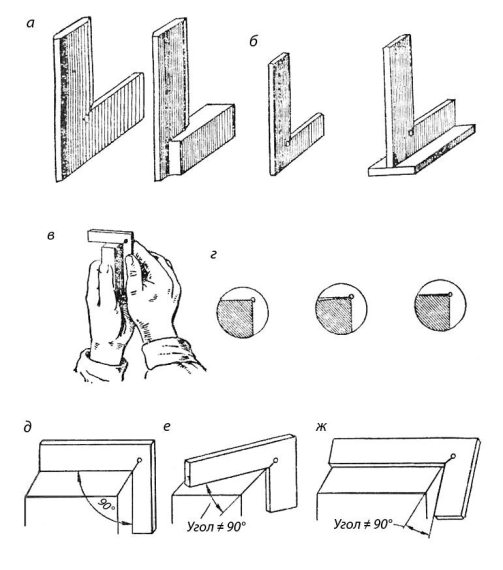
Рис. 13. Угольники с углом 90° и способы их применения
Простая малка (рис. 14, а) состоит из обоймы 1 и линейки 2, закрепленной шарнирно между двумя планками обоймы. Шарнирное крепление обоймы позволяет линейке занимать по отношению к обойме положение под любым углом. Малку устанавливают на требуемый угол по образцу детали или по угловым плиткам. Требуемый угол фиксируется винтом 3 с барашковой гайкой.
Простая малка служит для измерения (переноса) одновременно только одного угла.
Универсальная малка служит для одновременного переноса двух или трех углов.
Для измерения или разметки углов, для настройки малок или определения величины перенесенных ими углов пользуются угломерными инструментами с независимым углом. К таким инструментам относятся транспортиры и угломеры. Транспортиры обычно применяются для измерения и разметки углов на плоскости. Угломеры бывают простые и универсальные.
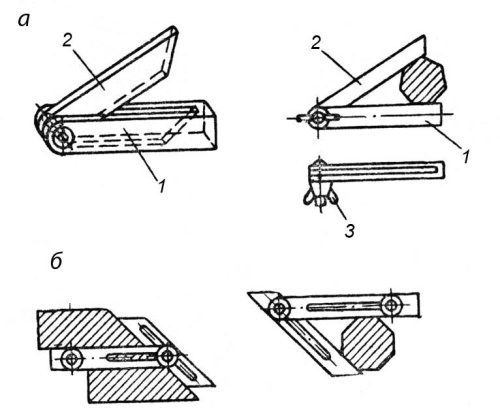
Рис. 14. Простая малка и способы ее применения
Простой угломер состоит из линейки 1 и транспортира 2 (рис. 15, а). При измерениях угломер накладывают на деталь так, чтобы линейка 1 и нижний обрез m полки транспортира 2 совпадали со сторонами измеряемой детали 3. Величину угла определяют по указателю 4, перемещающемуся по шкале транспортира вместе с линейкой. Простым угломером можно измерять величину углов с точностью 0,5–1°.
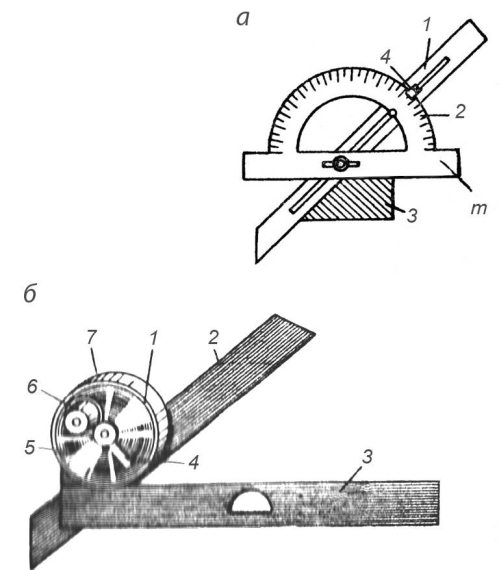
Рис. 15. Угломеры: а – простой, б – оптический
Оптический угломер состоит из корпуса 1 (рис. 15, б), в котором закреплен стеклянный диск со шкалой, имеющей деления в градусах и минутах.
Цена малых делений 10 '. С корпусом жестко скреплена основная (неподвижная) линейка 3. На диске 5 смонтирована лупа 6, рычаг 4 и укреплена подвижная линейка 2. Под лупой параллельно стеклянному диску расположена небольшая стеклянная пластинка, на которой нанесен указатель, ясно видимый через окуляр лупы. Линейку 2 можно перемещать в продольном направлении и с помощью рычага 4 закреплять в нужном положении. Во время поворота линейки 2 в ту или другую сторону будут вращаться в том же направлении диск 5 и лупа 6. Таким образом, определенному положению линейки будет соответствовать вполне определенное положение диска и лупы. После того, как они будут закреплены зажимным кольцом 7, наблюдая через лупу 6, производят отсчет показаний угломера.
Оптическим угломером можно измерять углы от 0 до 180 °. Допускаемые погрешности показания оптического угломера ±5 '.
Поверочные линейки служат для проверки плоскостей на прямолинейность. В процессе обработки плоскостей чаще всего пользуются лекальными линейками. Они подразделяются на линейки лекальные с двусторонним скосом, трехгранные и четырехгранные (рис. 16, а).
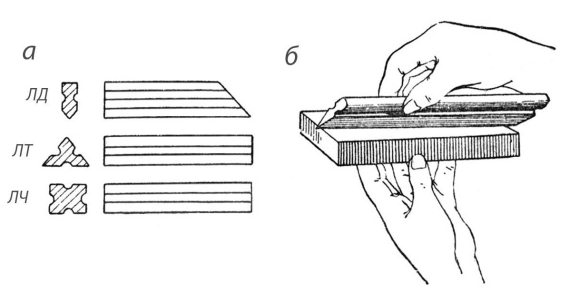
Рис. 16. Лекальные линейки: а – конструктивные формы линеек: двухсторонняя, трехгранная, четырехгранная, б – прием наложения линейки
Лекальные линейки изготовляются с высокой точностью и имеют тонкие ребра с радиусом закругления 0,1–0,2 мм, благодаря чему можно весьма точно определить отклонение от прямолинейности по способу световой щели (на просвет). Для этого линейка своим ребром устанавливается на проверяемую поверхность детали против света (рис. 16, б). Имеющиеся отклонения от прямолинейности будут при этом заметны между линейкой и поверхностью детали. При хорошем освещении можно обнаружить отклонение от прямолинейности величиной до 0,005–0,002 мм. Лекальные линейки изготовляются длиной от 25 до 500 мм из углеродистой инструментальной или легированной стали с последующей закалкой.