Лабораторная работа №19
Цель работы: изучить технологию ручной дуговой сварки, научиться подбирать режимы сварки, получить практические навыки ручной сварки.
Оборудование и инструменты: сварочный пост, электроды, свариваемый металл, защитный щиток.
ФИЗИЧЕСКИЕ СВОЙСТВА СВАРОЧНОЙ ДУГИ
Сваркой называется процесс получения неразъемного соединения каких либо твердых материалов, путем их местного плавления или пластического деформирования, в результате чего образуются прочные связей между атомами свариваемых материалов.
По физическим признакам сварочные процессы подразделяются на три класса:
| ТЕРМИЧЕСКИЙ (сварка плавлением с использованием тепловой энергии) | ТЕРМОМЕХАНИЧЕСКИЙ (с использованием тепловой энергии и давления) | МЕХАНИЧЕСКИЙ (с использованием механической энергии и давления) |
| дуговая, электронно-лучевая, электрошлаковая, плазменная, ионно-лучевая, сварка тлеющим разрядом, индукционная, термитная, газовая, литейная | контактная, индукционно-прессовая, диффузионная, газопрессовая, термокомпрессионная, дугопрессовая, шлакопрессовая, печная, термитно-прессовая | холодная, ультразвуковая, взрывом, трением, магнитно-импульсная |
Дуговая сварка является наиболее распространенным и универсальным видом сварки. Относится к сварке плавлением и сама может классифицироваться по целому ряду признаков, наиболее важными из которых являются: вид электрода, принцип действия дуги на основной металл, род сварочного тока, полярность постоянного тока, длина дуги.
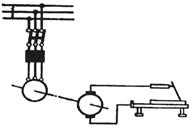
По принципу действия различают сварочные дуги прямого действия, косвенного и комбинированного действия. Различие между ними ясно из рисунка 1.
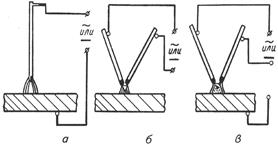
Рисунок 1 – Электрическая дуга:
а – прямого действия, б – косвенного действия, в – комбинированного действия
По роду тока сварочные дуги разделяется на дуги постоянного тока и переменного (трехфазного или однофазного).
По полярности постоянного тока дуги разделяются на дуги прямой полярности и обратной полярности. Различие этих дуг показано в таблице 1.
Таблица 1 – Полярность сварочного тока и его применение
| Полярность тока | Потенциал | Применение | |
| электрода | свариваемого металла | ||
| 1 | 2 | 3 | 4 |
| прямая | (–) | (+) | для глубокого проплавления основного металла |
| обратная | (+) | (–) | для сварки тонкого или легкоплавкого металла, высокоуглеродистых и нержавеющих сталей, чувствительных к перегреву, а также для наплавки |
Сварочный дуга представляет собой мощный длительный электрический разряд, происходящий в газовом промежутке между двумя электродами или между электродом и изделием, находящимися под напряжением. Для возникновения электрического разряда газовый промежуток между электродами должен быть ионизирован, так как в нормальных условиях газы не являются проводниками электрического тока. Газы становятся электропроводными при наличии в них электрически заряженных частиц - электронов и ионов. Ионизация обеспечивает условия для протекания через газ электрического тока, образование дугового разряда.
Процесс ионизации протекает в следующем порядке. При соприкосновении торца электрода и свариваемого изделия выступы шероховатых поверхностей мгновенно разогреваются током до температуры плавления и испарения из-за большого омического сопротивления контакта. После отрыва электрода от изделия разогретый торец электрода (отрицательный полюс) начинает испускать электроны (эффект термоэлектронной эмиссии). Под действием разности потенциалов между электродами электроны, благодаря малой массе с большой скоростью устремляются к аноду. Встречая на своем пути атомы или молекулы газа, электроны ударяются о них и превращают их в ионы, ионизация мгновенно охватывает весь электродный промежуток и он становится электропроводным. Возникает электрическая дуга. В процессе горения дуги ионизация поддерживается благодаря высокой температуре.
Энергия моечных потоков заряженных частиц превращается в тепловую энергию электрической дуги. Дуговой промежуток в сварочной дуге разделяется на три области, как показано на рисунке 2.
Суммарное количество теплоты (Q) выделяемое дугой на катоде, аноде и в столбе дуги, определяется по формуле:
 , Дж,
, Дж,
или
 , кал, (1)
, кал, (1)
где I – сварочный ток, А,
U – напряжение дуги, В,
t – время горения дуги, с.
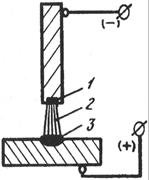
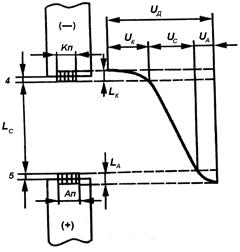
Рисунок 2 – Схема строения сварочной дуги и распределение падения напряжения в дуге:
1- катодная область, 2 – столб дуги, 3 – анодная область, 4 и 5 – приэлектродные области; LK,LA, LC – длина катодной, анодной областей и столба дуги; Кп, Ап – размеры катодного и анодного пятен.
Количество тепла, выделяемого при горении дуги, и температура неодинаковы в ее различных областях – таблица 2.
Таблица 2 – распределение выделяемого тепла по областям дуги
| Область дуги | Выделяемое тепло, % | Температура на электроде | |
| металлическом | угольном | ||
| 1 | 2 | 3 | 4 |
| Катодная (–) Столб Анодная (+) | 36¸38 20¸21 42¸43 |
Различие количеств выделяемого тепла на катодной и анодной зонах используется на практике для регулирования скорости плавления электродного и основного металла при сварке постоянным током «прямой» и «обратной» полярности - таблица 1.
Напряжение на дуге определяется как сумма падений напряжений в трех ее основных областях – анодной, катодной и столбе и зависит от силы тока:
 (2)
(2)
где UД – напряжение на дуге, В,
UК – напряжение на катоде, В,
UС – напряжение в столбе дуги, В,
UА – напряжение на аноде, В,
IД – сила тока в дуге, В,
Зависимость напряжения дуги от силы сварочного тока UД=f(IД) называется вольтамперной характеристикой (ВАХ) дуги. На рисунке 3 показаны статические ВАХ дуги в координатах плотность сварочного тока (А/мм2) – напряжение дуги.
Как видно из рисунке 3. кривая ВАХ дуги в зависимости от различных условий имеет три области: падающую, жесткую и возрастающую.
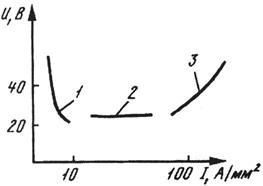
Рисунок 3 – Статические вольтамперные характеристики дуги:
1- падающая, 2- жесткая, 3- возрастающая
В области 1 с увеличением тока, напряжение значительно уменьшается, что связано с увеличением поперечного сечения, а следовательно и проводимости столба дуги.
В области 2 напряжение не зависит от увеличения тока, так как сечение столба дуги и площади анодного и катодного пятен увеличиваются пропорционально току.
В области 3 увеличение напряжение на дуге резко возрастает с увеличением тока, вследствие того что электрод имеет конечное значение поперечного сечения и, следовательно, размеры катодного пятна не могут расти выше определенного значения.
Дуга в режиме падающей ВАХ неустойчива, поэтому имеет ограниченное применение.
Дуга в режиме жесткой ВАХ устойчива и обеспечивает благоприятные условия для ручной дуговой сварке. В этом случае падение напряжение на дуге зависит только от ее длины:
 , (3)
, (3)
где b – среднее падение напряжения на единицу длины дуги, В/мм. Составляет 2..3 В/мм,
lД – длина дуги, мм.
Сумма падений напряжений на катоде и аноде (сумма в скобках) для стальных электродов равна 10¸12 В.
Оптимальная длина дуги равна 0,5¸1,1 от диаметра электрода, и по абсолютной величине разделяется на «короткую» - 2¸4 мм, «нормальную» - 4¸6 мм и «длинную» - более 6 мм.
Короткая дуга горит устойчиво, обеспечивает получение высококачественного шва, но велика вероятность замыкания электрода на металл с обрывом дуги – «примерзание» электрода.
Длинная дуга горит неустойчиво с характерным шипением. Глубина проплавления металла недостаточная, расплавленный электродный металл разбрызгивается и хуже формирует шов.
Дуга в режиме возрастающей ВАХ имеет место при автоматической сварке под флюсом или в среде защитных газов.
ИСТОЧНИКИ СВАРОЧНОГО ТОКА
Источниками питания тока при сварке являются сварочные генераторы и выпрямители.
ГЕНЕРАТОРЫ - это электрические машины, преобразующие механическую энергию в электрическую постоянного тока (рисунок 4, а).
ВЫПРЯМИТЕЛИ – это электрические устройства для преобразования переменного тока в постоянный. Состоят из трансформатора и полупроводникового выпрямителя (рисунок 4, б).
Основным источником переменного тока являются сварочные ТРАНСФОРМАТОРЫ, понижающие напряжение сети 220, 380 или 500 В до необходимых 55¸80 В. КПД сварочных трансформаторов ниже КПД обычных трансформаторов и составляет 73¸90%.
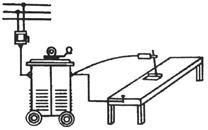
а) б)
Рисунок 4 – Источники сварочного тока:
а- генератор, б- трансформатор (с выпрямителем или без него)
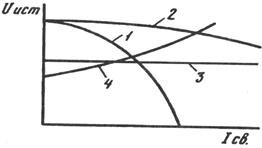
Рисунок 5 – Виды внешних вольтамперных характеристик источников питания дуги:
1 – крутопадающая, 2 – пологопадающая, 3 – жесткая, 4 – возрастающая
Источники питания характеризуются различными показателями, из которых основными являются:
· внешняя характеристика (ВАХ) источника питания;
· напряжение холостого хода;
· относительная продолжительность работы (ПР) и включения (ПВ);
Источники питания могут иметь четыре вида внешних ВАХ, показанных на рисунке 5:
· крутопадающую;
· пологопадающую;
· жесткую;
· возрастающую.
УСЛОВИЯ УСТОЙЧИВОГО ГОРЕНИЯ ДУГИ
Устойчивость горения дуги зависит от соответствия формы внешней характеристики источника питания заданной форме статической вольтамперной характеристики дуги.
Чтобы горение дуги было стабильным, характеристика сварочной дуги должна пересекаться с внешней характеристикой источника питания.
Для ручной дуговой сварки, когда статическая характеристика дуги жесткая, внешняя характеристика источника питания должна быть крутопадающей, хуже - пологопадающей. Сравним эти 2 варианта на источнике постоянного тока (рисунок 6).
|
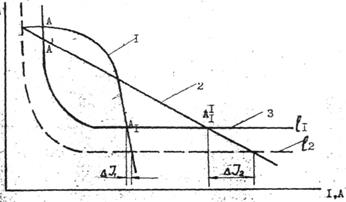
Рисунок 6- Крутопадающая (1) и пологопадающая (2) ВАХ источника питания при жесткой (3) ВАХ дуги
Точки А и А’ - возбуждение дуги. Точки А1 и А1’ - устойчивое горение дуги.
Длина дуги в процессе сварки не постоянна и может изменяться от l1 до l2. При этом будет изменяться и сварочный ток на величину DI1 при крутопадающей характеристике и на величину DI2 при пологопадающей характеристике источника питания. Видно, что DI1 < DI2, следовательно, дуга более устойчива при крутопадающей ВАХ источника питания.Чем больше крутизна падения характеристики в рабочей части, тем меньше колебания тока при изменении длины дуги.
Источники питания с пологопадающей ВАХ применяются для автоматической и полуавтоматической сварки под флюсом.
Источники питания с жесткой ВАХ применяются для сварки в защитных газах с возрастающей ВАХ дуги.
На рисунке 7 представлены комбинации жесткой и возрастающей ВАХ источника питания с возрастающей ВАХ дуги.
|
|
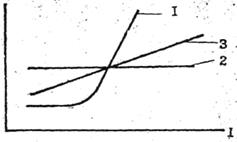
Рисунок 7 – Жесткая (2) и возрастающая (3) ВАХ источника питания при возрастающей (1) ВАХ дуги.
ТРЕБОВАНИЯ К ИСТОЧНИКАМ СВАРОЧНОГО ТОКА
Для обеспечения устойчивого процесса сварки источники питания сварочной дуги должны удовлетворять следующим, требованиям.
1. Напряжение холостого хода должно быть достаточным для легкого возбуждения дуги, в то же время не должно превышать нормы безопасности. Максимально допустимое напряжение холостого хода для источников постоянного тока – 90 В, переменного – 80 В. Для возбуждения дуги в первом случае требуется 40¸60 В, во втором - 50¸70 В.
2. Рабочее напряжение горения дуги должно быстро устанавливаться и изменяться в зависимости от длины дуги, обеспечивая ее устойчивое горение. С увеличением, длины дуги напряжение должно быстро возрастать, а с уменьшением – быстро падать. Время восстановления рабочего напряжения от 0 до 30 В после каждого короткого замыкания (при капельном переносе металла от электрода к свариваемой детали) должно быть менее 0,05 сек.
3. Ток короткого замыкания не должен превышать сварочный ток более чем на 40¸50%. При этом источник тока должен выдерживать продолжительные короткие замыкания сварочной цепи. Это условие необходимо для предохранения обмоток источника тока от перегрева и повреждения.
Источник питания сварочной дуги должен обеспечивать возможность настройки различных режимов сварки, то есть установление оптимальной величины силы тока при заданном напряжении дуги. Для этой цели источник питания должен обеспечивать получение в определенном диапазоне регулирования несколько внешних характеристик, обеспечивающие устойчивое горение дуги.
Каждый источник питания рассчитывают на определенную нагрузку, при которой он работает, не перегреваясь выше допустимых норм. Силу тока и напряжение источника питания в этом случае называют номинальными. Номинальная величина силы тока различна при различных режимах работы.
РЕЖИМ РАБОТЫИСТОЧНИКА ПИТАНИЯ
Обычно работа источника питания сварочной дуги происходит с периодическими включениями и выключениями нагрузки. Для характеристики режима работы источника питания применяют следующие показатели: