На чертеже точные размеры диаметров указаны полным обозначением. Это наружные диаметры Ø80h8(-0,046) и Ø70,6h8(-0,046). Оба диаметра входят в интервал размеров свыше 50 до 80 мм и поэтому имеют одинаковые предельные отклонения. Точные внутренние диаметры Ø52Н8(+0,046), Ø48Н9(+0,062) имеют положительные предельные отклонения.
Предельные размеры для валов наибольшие Ø80 и Ø70,6 мм; наименьшие 80 - 0,046 = 79,954 мм и 70,6 - 0,046 = 70,554 мм; для отверстий наименьшие Ø52 и Ø48 мм, а наибольшие 52 + 0,046 = 52,046 мм и 48 + 0,062 = 48,062 мм.
Квадратный фланец 105h12(-0.35); наибольший размер равен 105 мм, а наименьший 105-0,35 = 104,65 мм. Этот размер может быть получен фрезерованием фланца крышки. На выносном элементе Д имеется размер 7,5Н13(+0.22) - это размер ширины канавки.
Размеры по 13-му квалитету относятся к размерам низкой точности. Канавка относится к охватывающим поверхностям, поэтому для нее, как дня отверстия, установлено предельное отклонение +0,22 мм; наибольший предельный размер ширины канавки может быть 7,5 + 0,22 = 7,72 мм. У остальных размеров предельные отклонения на чертеже не указаны. К ним относится запись над основной надписью о неуказанных предельных отклонениях.
К отверстиям, точность которых задана по Н14, относятся размеры Ø14, Ø6, Ø42 и Ø8,6. К валам, точность которых задана по h14, относятся размеры Ø120, толщина фланца 20, высота крышки 36 и толщина бурта 6 мм. К остальным размерам относятся: длина уступов 25 и 6 мм в центральном отверстии крышки, размер 10 мм - глубина отверстия Ø14 мм и 31 мм - глубина отверстия Ø6 мм, размер 10 мм - расстояние от торца крышки до оси отверстия с конической резьбой, а также радиусы скруглений и размеры фасок. Эти размеры должны быть выполнены с предельными отклонениями по классу точности "средний" по ГОСТ 30893.1-2002 (таблица 1 и таблица 2).
Для размеров 25 и 10 мм предельные отклонения равны ±0,2 мм, для размера 6 мм – ±0,1 мм, для фасок 1 х45° – ±0,1 мм и для радиусов 0,6 мм – ±0,1 мм. На выносном элементе Д приведен размер скругления R 0,05...0,1. Это означает, что данный радиус скругления может быть равен от 0,05 до 0,1 мм.
На чертеже проставлены так же угловые размеры. Это углы фасок 45° и угол 0...5° канавки. Что касается угловых размеров фасок, то предельные отклонения для них берут из ГОСТ 30893.1-2002 для класса точности "средний" и они составляют ±1°.
Таблица 1. Предельные отклонения линейных размеров, мм
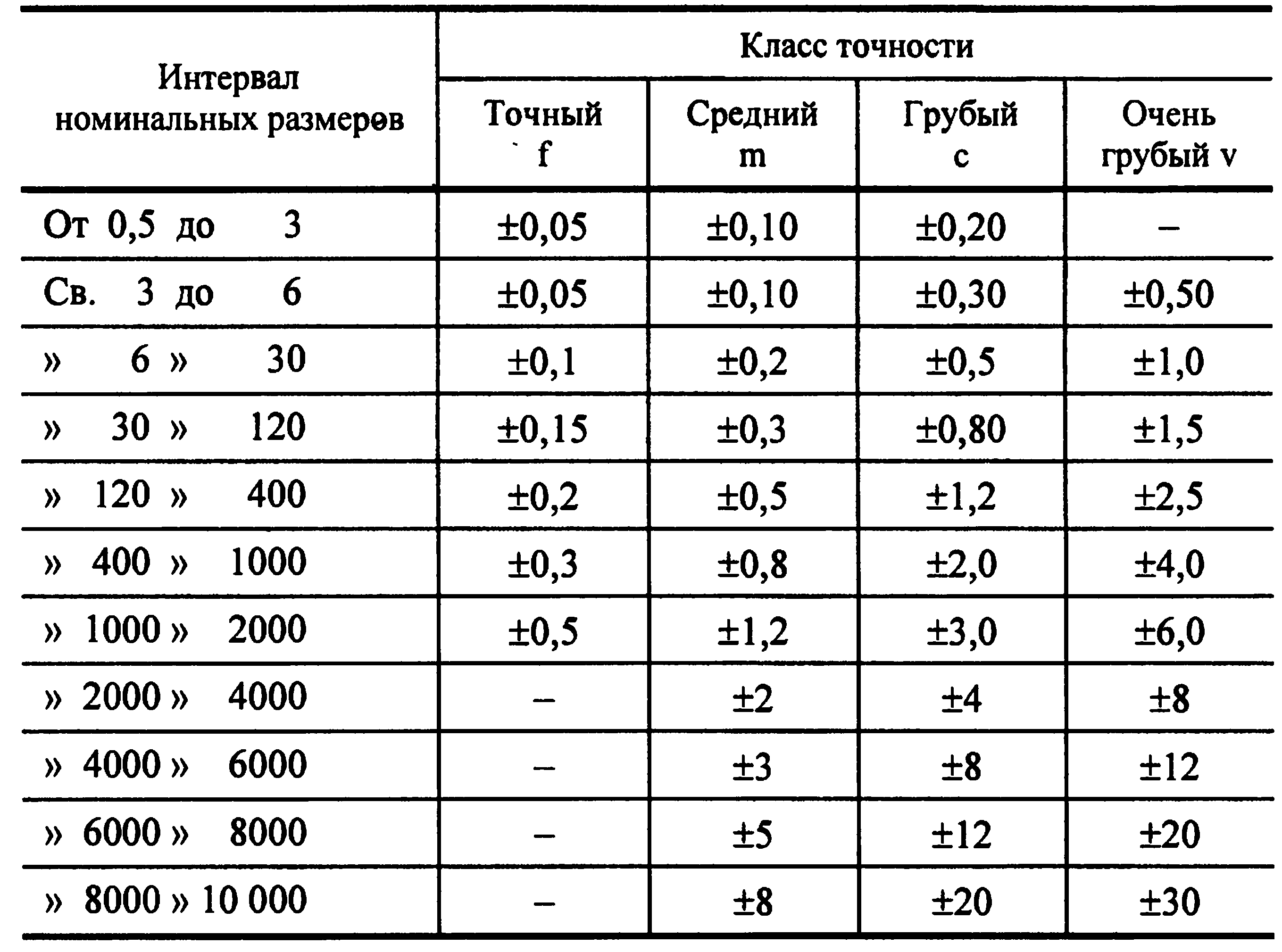
Таблица 2. Предельные отклонения угловых размеров

В таблица 1 и таблица 2 из ГОСТ 30893.1-2002 приведены предельные отклонения линейных и угловых размеров.
Шероховатость обрабатываемых поверхностей Ra задана 3,2 и 1,6 мкм. Знак в верхнем правом углу чертежа означает, что поверхности, шероховатость которых не указана, должны иметь после обработки Ra не более 12,5 мкм.
На разрезе А-А (см. чертеж) изображено коническое резьбовое отверстие и его условное обозначение МК10х1 (ГОСТ 25229-82). Буквы МК означают, что резьба метрическая коническая, цифры 10x1- номинальный диаметр резьбы 10 мм с шагом - 1 мм. Данная резьбовая поверхность выполняется с конусностью 1/16, угол конуса 3°34'48", а половина угла 1°47'24". Номинальный размер резьбы Ø10 мм задан в основной плоскости, расположенной на расстоянии 3 мм от торца. Профиль резьбы и размеры элементов профиля аналогичны профилю цилиндрической метрической резьбы по ГОСТ 9150-2002 (угол профиля 60°, впадина скруглена, вершины срезаны). Длина резьбы равна 10 мм. Под резьбу отверстие изготовляют Ø8,6 мм, а затем зенкеруют или развертывают коническим инструментом. Нарезание резьбы осуществляют коническим метчиком.
Условными обозначениями допуски расположения поверхностей заданы для внутренней торцовой поверхности фланца крышки и для расположения четырех отверстий Ø9 мм.
Знак означает, что допуск параллельности внутренней торцовой поверхности фланца (на нее указывает стрелка от условного обозначения) относительно торцовой поверхности крышки Б (обозначена знаком базы) равен 0,04 мм. Так как диаметр, на котором задан этот допуск, не оговорен, то допуск относится к наибольшему, т.е. наружному диаметру фланца, равному 120 мм. Номинальный размер между этими плоскостями 16 мм (36-20 = 16 мм). Действительное отклонение от параллельности не должно быть больше 0,04 мм, и его определяют как разность измерений размера 16 мм в двух диаметрально противоположных точках на поверхности фланца по диаметру 120 мм.
Обозначение читается так:
- знак означает позиционный допуск расположения осей отверстий Ø9 мм относительно номинального положения; величина допуска 0,25 мм;
- знак Ø означает, что допуск задан в диаметральном выражении;
- знак означает, что допуск зависит от действительного размера отверстий Ø9Н12.
Рисунок 1. Схема позиционного зависимого допуска
В третьей части рамки указана база Г, которой является наружная цилиндрическая поверхность Ø80h8. Допуск на диаметр окружности Ø95 мм, на котором расположены отверстия Ø9 мм, не указан и размер диаметра взят в прямоугольную рамку. Это означает, что допуск на Ø95 мм определяется позиционным допуском 0,25 мм.
Поясним сказанное (рисунок 1). Площадь круга Ø0,25 мм является местом возможного действительного положения центра отверстия Ø9 мм, отклонение которого допускается в любую сторону, что и определяет диаметральное выражение позиционного допуска. Тогда возможные изменения диаметра Ø95 мм составят 0,25/2 = 0,125 мм как в сторону его уменьшения, так и в сторону увеличения (т.е. от 94,875 до 95,125 мм).
Зависимый допуск - это переменный допуск. На чертеже указано его минимальное значение 0,25 мм в диаметральном выражении, относящееся к наименьшему размеру отверстия Ø9 мм. Этот допуск может быть превышен на величину, соответствующую отклонению действительного размера отверстия Ø9 мм от его наименьшего размера. Наибольшее превышение будет определяться допуском на Ø9 мм, равным 0,15 мм, и тогда наибольшее значение позиционного допуска в диаметральном выражении будет равно 0,25 +0,15 = 0,4 мм (окружность Ø0,4 мм на рисунок 1). Возможные превышения заданного минимального позиционного допуска центра отверстия в зависимости от действительных размеров отверстия Ø9 мм будут находиться внутри кольцевой поверхности, ограниченной размерами 0,25 и 0,4 мм. Соответственно этому будет изменяться и размеры Ø95 мм.
Зависимые допуски часто контролируют комплексными проходными калибрами, представляющими собой прототип сопрягаемой детали. При таком контроле обеспечивается требуемая точность деталей и сборка изделия без подгонки.