Министерство образования Российской Федерации
Ростовский Государственный Строительный Университет
Кафедра промтранспорта и мехоборудования
Курсовой проект
По механическому оборудованию заводов индустрии
На тему:
Машины для подачи в формы бетонной смеси
Выполнил:
Студент гр. ПСМ 380
Попов А. Ю.
Принял:
К.т.н., доц. Каф. ПТиМО
Л.П. Щулькин
Ростов-на-Дону
2006 г.
1. Введение. Краткое описание и схема технологического процесса.
В настоящее время бетон и железобетон являются основными строительными материалами. Как показывают долгосрочные прогнозы, бетонные и железобетонные конструкции сохранят свое доминирующее значение и в будущем. В гражданском и промышленном строительстве около 90% сборного железобетона составляют типовые унифицированные конструкции, отвечающие требованиям заводской технологичности. Наиболее массовым видом конструкций являются стеновые панели и панели перекрытия.
Производство железобетонных изделий и конструкций осуществляется на конвейерных, полуконвейерных, поточно-агрегатных, кассетных и стендовых технологических линиях.
Конвейерное производство является усовершенствованным видом поточно-агрегатного способа. Конвейерные линииделятся: по характеру работы на работы периодического и непрерывного действия; по способу транспортирования — с формами, передвигающимися по рельсам или роликам, и с формами, образуемыми непрерывной стальной лентой или составленными из ряда элементов и бортовой оснастки; по расположению тепловых агрегатов — параллельно конвейеру в вертикальной или горизонтальной плоскости, а также в створе формовочной части конвейера. Наиболее распространены конвейерные линии периодического действия с формами, передвигающимися по рельсам. Рациональными областями применения конвейерных линий считается специализированное производство изделий одного вида и типа (панели перекрытий, дорожные плиты, панели внутренних и наружных стен зданий и т. п.).
Поточно-агрегатный способ производствазаключается в том, что технологические операции последовательно осуществляются на отдельных рабочих постах. Часть операций обычно выполняют одновременно, например операции распалубки изделий и осмотра и подготовки форм совмещают с формованием изделий.
Кассетное производствошироко используется при изготовлении сплошных панелей перекрытий и внутренних стен, перегородок промышленных зданий, плит облицовки каналов, лестничных маршей, вентиляционных блоков и т. п. Формование изделий осуществляется в двух- и многоместных; кассетах периодического действия. Тепло-влажностная обработка осуществляется на месте за счет циркуляции пара внутри тепловых отсеков кассеты.
При стендовом производствеизделия формуют в стационарных формах. Тепло-влажностная обработка бетона производится на месте формования. Стендовые технологические линии рекомендуется, использовать для изготовления крупноразмерных, особенно предварительно напряженных изделий (стропильных и подстропильных балок и ферм; подкрановых балок, ригелей).
Технологическая последовательность операций при изготовлении стеновой плиты представлена следующей схемой:
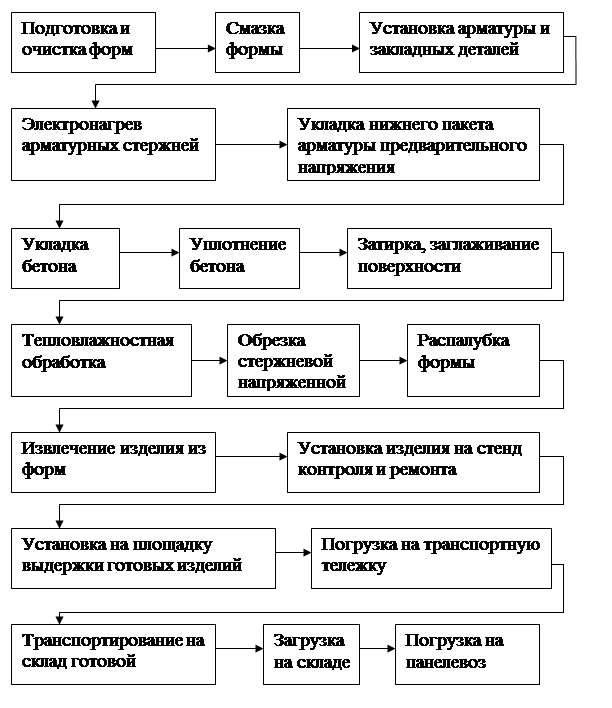
Подготовленная к бетонированию форма передается на секцию рольганга, смонтированную на домкратах и размещенную вдоль виброплощадки. При снижении секции форма опускается на виброплощадку. Далее в форму с помощью бетоноукладчика укладывают бетонную смесь, включают виброплощадку и уплотняют смесь с одновременным разравниванием и заглаживанием. После окончания формования форма с изделием транспортируется мостовым краном с автоматическим захватом к камерам тепловой обработки.
Форма с изделием, прошедшим тепловую обработку, устанавливается на рольганг, где производится спуск натяжения, обрезка арматуры, распалубка, очистка, смазка и сборка формы. На следующих постах рольганга натягивают арматуру и устанавливают каркасы и сетки. Готовое изделие мостовым краном с траверсой устанавливается на тележку с прицепом и вывозится на склад готовой продукции.
2. Критический обзор существующих машин данного вида.
В зависимости от вида и назначения укладываемой в форму смеси применяются бетоно-, фактуро-, растворо-, бетонофактуро- и бетонораствороукладчики. В ряде случаев в зависимости от вида изделий на формовочных постах укладчики оснащаются дополнительными распределительными, уплотнительными и отделочными навесными устройствами. Бетоноукладчики имеют стационарные и передвижные в поперечном направлении бункера, смонтированные на самоходном портале.
Бетоноукладчики оборудуются затворами, питателями и распределительными устройствами. По конструкции укладчики бывают наземными и подвесными. Наземные укладчики, как наиболее распространенные в промышленности сборного железобетона, передвигаются по рельсовым путям, уложенным на уровне пола. Подвесные укладчики передвигаются по путям, смонтированным на эстакадах, высота которых определяется проектами формовочных линий.
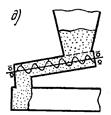
 Бетоноукладчик с секторным затвором (рис.1,а) представляет собой бункер, закрепленный на самоходной тележке перекрытый внизу затвором. Когда затвор открывается, бетонная смесь из бункера подается в форму. Для улучшения истечения смеси из бункера на его стенках монтируются вибровозбудтели (вибраторы). Перемещение затвора осуществляется вручную или с помощью электромеханического, пневматического и гидравлического механизмов.
Бетоноукладчик с секторным затвором (рис.1,а) представляет собой бункер, закрепленный на самоходной тележке перекрытый внизу затвором. Когда затвор открывается, бетонная смесь из бункера подается в форму. Для улучшения истечения смеси из бункера на его стенках монтируются вибровозбудтели (вибраторы). Перемещение затвора осуществляется вручную или с помощью электромеханического, пневматического и гидравлического механизмов.
Бетоноукладчики с ленточными питателями (рис.1,б), широко распространенные в промышленности, состоят из бункера, смонтированного на самоходном портале. К нижней части бункера прикреплен ленточный питатель. Бункер имеет копильник с заслонкой для регулирования толщины слоя бетонной смеси и профилирования его в поперечном направлении в  зависимости от вида изделия. Ширина ленты питателя 200... 2000 м. Скорость перемещения ленты 0,0833... 0,25 м/с. Питатель подвешивается к бункеру горизонтально и наклонно под углом 5... 8°. Наклонная подвеска питателя обеспечивает стекание цементного молока и бетонной смеси в направлении выдачи бетонной смеси — в воронку разравнивающего устройства, что предотвращает попадание смеси на верхнюю поверхность нижней ветви ленты питателя.
зависимости от вида изделия. Ширина ленты питателя 200... 2000 м. Скорость перемещения ленты 0,0833... 0,25 м/с. Питатель подвешивается к бункеру горизонтально и наклонно под углом 5... 8°. Наклонная подвеска питателя обеспечивает стекание цементного молока и бетонной смеси в направлении выдачи бетонной смеси — в воронку разравнивающего устройства, что предотвращает попадание смеси на верхнюю поверхность нижней ветви ленты питателя.
 Бетоноукладчик (рис.1,в) дополнительно снабжен разгрузочной воронкой с поворотной течкой. Равномерное заполнение отсеков формы осуществляется за счет возвратно-поступательного перемещения укладчика по рельсам вдоль формовочной линии и периодических поворотов разгрузочной воронки. Частота поворота течки составляет 0,033...0,05 м/с.
Бетоноукладчик (рис.1,в) дополнительно снабжен разгрузочной воронкой с поворотной течкой. Равномерное заполнение отсеков формы осуществляется за счет возвратно-поступательного перемещения укладчика по рельсам вдоль формовочной линии и периодических поворотов разгрузочной воронки. Частота поворота течки составляет 0,033...0,05 м/с.
 Бетоноукладчик (рис.1,г)—с ленточным питателем и вибронасадком, который подвешен к раме и снабжен механизмом
Бетоноукладчик (рис.1,г)—с ленточным питателем и вибронасадком, который подвешен к раме и снабжен механизмом
перемещения и вибровозбудителями направленного действия.
Скорость подъема и опускания вйбронасадка 0,03... 0,0366 м/с.
Бетоноукладчик с винтовым (шнековым) питателем (рис.1,д)
применяют при формовании отдельных видов железобетонных
изделий, например труб. К нижней части бункера прикреплен винтовой питатель. Привод питателя — регулируемый. Вращение
лопастного вала осуществляется от электродвигателя через редуктор и цепную передачу. С целью регулирования равномерной подачи смеси в форму используют электродвигатель постоянного тока. Диаметр винта 150... 250 (400) мм. В некоторых конструкциях укладчиков отсутствует механизм передвижения.
Перемещение укладчика осуществляется вручную на расстояние
до 5 м.
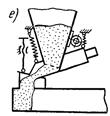 Бетоноукладчик с вибролотковым питателем (рис.1,е) состоит из бункера, вибролотка, подвешенного к бункеру на пружинах и снабженного электромагнитным вибровозбудителем. (вибратором), и насадка, через который смесь подается в форму. Регулирование зазора между питателем и формой осуществляется механизмом подъема и опускания насадка. Скорость подъема и опускания последнего 0,3... 0,366 м/с.
Бетоноукладчик с вибролотковым питателем (рис.1,е) состоит из бункера, вибролотка, подвешенного к бункеру на пружинах и снабженного электромагнитным вибровозбудителем. (вибратором), и насадка, через который смесь подается в форму. Регулирование зазора между питателем и формой осуществляется механизмом подъема и опускания насадка. Скорость подъема и опускания последнего 0,3... 0,366 м/с.
Отдельные конструкции укладчиков снабжаются заглаживающими устройствами в виде брусьев, дисков и валков.
3. Выбор машины для заданных конкретных условий работы, обоснование выбора и описание конструкции машины.
Выбор типа бетоноукладчика зависит от формы и размеров изготовляемого изделия и способа производства. Бетоноукладчики предназначены для определенного способа изготовления железобетонных изделий, а различаются вместимостью бункеров, их числом, формой и подвижностью, конструкцией и параметрами питателей, а также оснащенностью дополнительным оборудованием (разравнивающие, распределяющие, уплотняющие и заглаживающие устройства).
Наиболее универсальны бетоноукладчики с ленточными питателями, легко переналаживаемые при изменении ширины формуемых изделий. При регулировании изложения заслонки и скорости движения ленты питателя бетоноукладчик заполняет различные по длине формы порцией бетонной смеси за один проход над формой, что необходимо при изменении длины
или толщины формуемого изделия.
Весьма эффективны бетоноукладчики с дополнительным оборудованием, которое позволяет совмещать
операции и отказаться от специальных машин и дополнительных постов на технологической линии, сократить время обработки, уменьшить производственную площадь и число обслуживающих бетоноукладчик работников.
Выбор типа бетоноукладчика зависит также от свойств бетонной смеси, параметров бетоносмесительного оборудования и транспортной схемы предприятия.
Вид изделия: плита стеновая.
Масса изделия: 4,575 т.
Габариты изделия: 4180*3510*160 мм.
Объем бетона на одно изделие: 1,83 м3.
Исходя из известных габаритов изделия и соответствующей им ширины колеи А, из формулы (1) определим число изделий формовки. При ширине изделия В=2,9 м ширина колеи А=4,5 м.
А=n*B+(n+1)*b+2*a, м, (1)
где А – ширина колеи, м;
n – число изделий одной формовки;
В – ширина одного изделия, м;
b – толщина борта формы, b=(0,07…0,1) м;
a – расстояние от края формы до рельса, а=(0,3…0,6) м.
4,5=n*3,510+(n+1)*0,07+2*0,3 Þ n=1,06, т.е. n=1.
Ширина формы:
Ф=n*B+(n+1)*b, м, (2)
Ф=1*3,510+(1+1)*0,07=3,65.
Определяем необходимый объем бункера.

 (3)
(3)
где Vn – запроектированный объем изделий одной формовки, м3;
ε – пористость бетонной смеси до вибрирования, 
 .
.
Объем изделий одной формовки:
Vn=V1*n, м3, (4)
где V1 – объем бетона на одно изделие, м3;
Vn=1,83*1=1,83 (м3).
Устанавливаем дополнительно самоходный портал с бункером, который будет загружать бетоноукладчик на месте укладки.
Выбираем бетоноукладчик СМЖ-3507 с вибронасадкой.
4. Определение основных параметров машин:
4.1 Расчет производительности бетоноукладчика.
1 – бункер эстакадный (бетонораздаточная тележка);
2 – бетоноукладчик с ленточным питателем;
3 – форма;
4 – колонна;
5 – рельсовый путь.
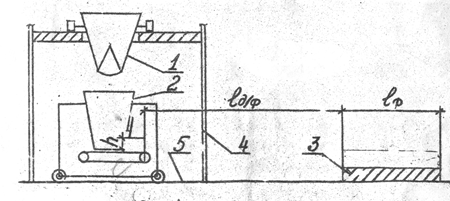
Рисунок 1. Схема движения бетоноукладчика.
Длина холостого хода:
lx.x.=2*lд/ф, м, (5)
где lд/ф – перемещение бетоноукладчика до формы (м) со скоростью холостого хода, при поточно-агрегатном способе производства lд/ф=8…10 м;
lx.x=2*8=16.
Длина рабочего хода:
lр.х.=2*lф, м, (6)
где lф – длина формования, lф =4,180 м;
lр.х.=2*4,180=8,360.
Скорость передвижения бетоноукладчика на холостом ходу uх=11,6 м/мин, на рабочем - uр=1,8 м/мин.
Среднее значение скорости рабочего хода:
 (7)
(7)
Среднее значение скорости холостого хода:
 , (8)
, (8)
 .
.
Рассчитаем конструктивную производительность бетоноукладчика, учитывая затраты времени, обусловленные только возможностью машин.
Для машин цикличного действия:
ПКОН=Vб*nКОН*КН, м3/ч, (9)
где ПКОН – объемная производительность бетоноукладчика за 1 час чистой работы, без учета возможных простоев и времени на загрузку;
КН – коэффициент наполнения бункера, КН=0,8…0,85;
nКОН – число циклов за час работы машины;
 (10)
(10)
где ТЦ КОН – время одного цикла с учетом только продолжительности рабочего хода;
ТЦ КОН=tр.х., с, (11)
где tр.х – время рабочего хода (разгрузки смеси), с;
 (12)
(12)
Таким образом, конструктивная производительность
 (13)
(13)
 ;
;
 .
.
Техническая производительность бетоноукладчика учитывает время всех операций при работе машины (без возможных простоев, при высшей квалификации оператора).
ПТЕХН.j=Vб*nТЕХН*КН, м3/ч, (14)
 (15)
(15)
где tЗ–продолжительность загрузки бункера бетоноукладчика, с; »30 с.
Время холостого хода:
 (16)
(16)
 , с;
, с;

ПТЕХН.j =2,5*8,76*0,8=17,52.
Построим циклограмму работы бетоноукладчика и, исходя из нее, определим ТЦ.ТЕХН для сплошного изделия.
Найденная техническая производительность показывает возможности машины в конкретных условиях производства.
Для учета влияния производительности бетоноукладчика на производительность всей линии в целом определяется коэффициент использования технологического оборудования:
 (17)
(17)
где ПТЕХН.min – минимальная определяющая производительность технологической линии;
 (18)
(18)
где tТ.ОЖ. – время технологических ожиданий при укладке смеси, с;
tТ.ож.=0,07*(tЗ+tX.X.+tР.Х.), (19)
tТ.ОЖ.=0,07*(30+250+131)=29;
 , м3/ч;
, м3/ч;
 .
.
Эксплутационная производительность рассчитывается для конкретных условий работы машины с учетом всех простоев, в том числе аварийных и организационных.
ПЭ=ПТЕХН.min*КП, (20)
где КП – статистический коэффициент, учитывающий снижение производительности из-за простоев в течение времени, КП=0,85…0,9;
ПЭ=16,36*0,9=14,72, м3/ч.
Определяем высоту подъема заслонки бункера, необходимую для выгрузки смеси ленточным питателем за время tР.Х..
Конструктивная производительность бетоноукладчика должна быть равна производительности ленточного питателя, т.е.
ПКОН=ППИТ. (21)
Здесь ПКОН определяется по формуле (9), а ППИТ как устройства непрерывного действия вычисляют по формуле:
ППИТ=3600*F*u¢Л.П.=3600*Вл*h*u¢Л.П., (22)
здесь Вл – ширина ленты, м;
u¢Л.П. – равнодействующая скоростей ленты и бункера, м/с;
 (23)
(23)
h – высота подъема заслонки, м.
Приравниваем части зависимостей (9) и (22) и получаем:
 . (23а)
. (23а)
Из этой формулы находим h.
 Þ h=0,17 м.
Þ h=0,17 м.
Полученное значение h необходимо откорректировать, исходя из крупности заполнителя:
 (24)
(24)
где dmax – максимальный диаметр кусков заполнителя, м; dmax=0,040 м.
 .
.
Из двух значений, полученных из формул (23а) и (24), принимаем наибольшее, т.е. h=0,17 м.
4.2 Расчет мощности приводов механизмов бетоноукладчика.