I. Поточное производство.
Поточное производство это экономически целесообразный способ организации производства, при котором обеспечивается согласованное выполнение операций технологического процесса во времени.
Поточное производство, прогрессивный метод организации производства, характеризующийся расчленением производственного процесса на отдельные, относительно короткие операции, выполняемые на специально оборудованных, последовательно расположенных рабочих местах — поточных линиях. Предпосылка П. п. — сосредоточение в одном звене выпуска однородной или конструктивно и технологически сходной продукции. В массовом производстве, для которого характерен устойчивый выпуск однородной продукции, поток — основная форма организации. В серийном производстве на потоке изготовляются отдельные узлы и детали, широко применяемые для различных конструкций. Элементы П. п. проникают и в единичное производство, где на потоке производятся конструктивно подобные виды продукции, унифицированные детали. П. п. распространено в машиностроении, приборостроении, пищевой, швейной, обувной, лесной, горнорудной промышленности, а также в строительстве, сельском хозяйстве. Условие успешного применения П. п. — развитие стандартизации, унификации и нормализации элементов конструкций, что способствует формированию узкоспециализированных производств (в т. ч. межотраслевых), массовому выпуску узлов и деталей.[1]
П. п. улучшает все показатели работы, позволяет полнее реализовать пропорциональность, ритмичность и непрерывность. Благодаря узкой специализации появляются возможности для более полного использования высокопроизводительного механизированного и автоматизированного оборудования (автоматы и полуавтоматы), сокращаются или полностью исключаются простои оборудования, уменьшается доля вспомогательных операций, растет производительность труда. Пропорциональность и непрерывность способствуют снижению производственных запасов сырья и материалов, сокращению длительности производственного цикла, что обеспечивает снижение себестоимости продукции, рост рентабельности, ускорение оборачиваемости оборотных средств и улучшает финансового состояние предприятий. В зависимости от организационно-технических особенностей производства используются различные поточные линии. В условиях научно-технической революции П. п. постоянно расширяется. Его дальнейшее развитие — важнейшее направление повышения эффективности производства.
Основными предпосылками организации поточного производства являются:
-наличие в программе выпуска достаточно большого количества одинаковых или сходных по технологии объектов;
-полная завершенность конструкторских и технологических работ по каждому объекту;
-возможность разбиения процесса производства на простые операции или же их концентрации;
-наличие быстро переналаживаемого оборудования.
Признаки поточного производства:
Расположение рабочих мест в соответствии с процессом;
Ритмичное выполнение производственных операций;
Синхронность и параллелизм выполнения различных операций;
Специализация рабочих мест по операциям;
Формы поточного производства.
Различные формы поточного производства отличаются друг от друга числом закрепленных за поточной линией обрабатываемых деталей и степенью непрерывности их производственного процесса. Технической базой во всех формах поточного производства является система машин, при которой предмет труда проходит последовательный ряд взаимно связанных частичных процессов обработки, выполняемых цепью разнородных, но взаимно связанных рабочих машин. Каждая рабочая машина, выполняющая специальные операции, доставляет для последующей машины сырой материал. При этом все рабочие машины действуют одновременно, а продукт непрерывно находится на различных ступенях производственного процесса и перехода из одной фазы в другую фазу производства.
На практике поточное производство реализуется в виде следующих основных форм:
1. Поточная линия — комплекс оборудования, взаимосвязанного и работающего согласовано с заданным ритмом по единому технологическому процессу. Рабочие места размещаются в соответствии с последовательностью технологического процесса. Поточная линия обеспечивает непрерывность технологического процесса, позволяет его механизировать. Поточная линия называется также конвейером, так главной её частью обычно является конвейер — механизм для непрерывной транспортировки.
2. Комплексно - механизированное поточное производство - система машин (оборудования, транспортных средств, средств контроля и т.д.), обеспечивающая строго согласованное во времени выполнение операций всех стадий процесса изготовления изделий, начиная от получения исходных заготовок, заканчивая выпуском готовых изделий через равные промежутки времени. Типичными представителями комплексных систем машин - автоматов являются автоматические линии.
Автоматическая линия (АЛ) - система согласованно работающих и автоматически управляемых станков (агрегатов), транспортных средств и контрольных механизмов, размещенных по ходу технологического процесса, с помощью которых обрабатываются детали или собираются изделия по заранее заданному технологическому процессу в строго определенное время (такт АЛ).Роль рабочего на АЛ сводится лишь к наблюдению за работой линии, к наладке и подналадке отдельных механизмов, а иногда к подаче заготовок на первую операцию и снятию готовых изделий на последней операции. Это позволяет рабочему управлять значительным числом машин и механизмов. Характер труда рабочего меняется коренным образом и все более и более приближается к труду техника и инженера.
3. Роботизированное производство- это перепрограммируемая автоматическая машина, применяемая в производственном процессе для выполнения двигательных функций, аналогичных функциям человека, при перемещении предметов труда или технологической оснастки.
С помощью промышленных роботов можно объединять технологическое оборудование в отдельные робототехнические комплексы различного масштаба, не связанные жестко планировкой и числом комплектующих агрегатов. Принципиальными отличиями робототехники от традиционных средств автоматизации являются их широкая универсальность (многофункциональность) и гибкость (мобильность) при переходе на выполнение принципиально новых операций.
Промышленные роботы находят применение во всех сферах производственно-хозяйственной деятельности. Они успешно заменяют тяжелый, утомительный и однообразный труд человека, особенно при работе в условиях вредной и опасной для здоровья производственной среды. Они способны воспроизводить некоторые двигательные и умственные функции человека при выполнении ими основных и вспомогательных производственных операций без непосредственного участия рабочих. Для этого их наделяют некоторыми способностями: слухом, зрением, осязанием, памятью и т. д., а также способностью к самоорганизации, самообучению и адаптации к внешней среде.
Гибкое производство - автоматизированное производство, которое за короткое время и при минимальных затратах на том же оборудовании, не прерывая производственный процесс и не останавливая оборудование, по мере необходимости позволяет переходить на выпуск новой продукции произвольной номенклатуры в пределах технических возможностей и назначения оборудования.[2]
Особенности гибкого производства:
1 Интеграция технической подготовки и производства в единую производственную систему.
2 Обработка деталей полностью в гибких производственных системах (ГПС).
3 Стирание границ между типами производства: массовым, серийным и единичным.
4 Сокращение длительности производственного цикла.
5 Сокращение продолжительности технической подготовки производства.
6 Изменение структуры производства.
Преимущества гибкого производства: повышение мобильности производства; повышение производительности труда; сокращение производственного цикла; повышение качества продукции; снижение затрат на производство.
Недостатки гибкого производства: большие первоначальные капиталовложения; сложности при проектировании и внедрении системы управления; проблемы подготовки кадров; сложность проектирования ГПС и выполнения технико-экономического анализа.
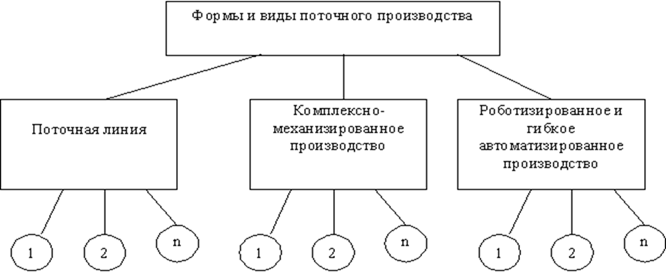
Рисунок 1 - Основные формы поточного производства
1, 2,:, n - конкретные разновидности отдельных форм поточного производства
II.Основные параметры поточной линии.
Основным структурным элементом поточного производства является поточная линия, которая представляет собой совокупность рабочих мест, расположенных строго по ходу технологического процесса. Под рабочим местом будем подразумевать - часть производственной площади, оснащенную всем необходимым для выполнения отдельных операций производственного процесса одним или группой рабочих.
Для поточной линии рассчитываются основные ее параметры:
1) такт (ритм) поточной линии (r) – промежуток времени между выпуском двух, следующих одно за другим готовых изделий или партий готовых изделий:
r = Т / П,
где Т - плановый фонд времени работы линии за расчетный период, мин.;
П - объем производства продукции за тот же период в натуральном измерении.
При ритмичном производстве за определенный промежуток времени вырабатывается одно и то же равное количество продукта.
2) количество рабочих мест (N) исчисляется по каждой операции:
N = tц / r
где tц - длительность рабочего цикла.
Производственный поток проектируется на основе объемов производства, фонда рабочего времени, такта (ритма) поточной линии, числа рабочих мест на конвейере и длины рабочей части конвейера.[3]