Выборочная лазерная плавка(SLM) – метод аддитивного производства, использующий лазеры высокой мощности (как правило, иттербиевые волоконные лазеры) для создания трехмерных физических объектов за счет плавки металлических порошков. Расходные материалы подвергаются полной плавке, вплоть до образования гомогенной массы[3].

Рисунок 1 Промышленная SLM установка EOSINT M 280
Процесс печати начинается с разделения цифровой трехмерной модели на слои толщиной от 20 до 100 микрон. Готовый файл в стандартном формате STL используется в качестве чертежей для построения физической модели.
Производственный цикл состоит из нанесения тонкого слоя порошка на рабочую поверхность – как правило, металлический стол, способный передвигаться в вертикальном направлении. Процесс печати протекает в рабочей камере, заполняемой инертными газами (например, аргоном). Отсутствие кислорода позволяет избегать оксидации расходного материала, что делает возможной печать такими материалами, как титан. Каждый слой модели сплавляется, повторяя контуры слоев цифровой модели. Плавка производится с помощью лазерного луча, направляемого по осям X и Y двумя зеркалами с высокой скоростью отклонения. Мощность лазерного излучателя достаточно высока для плавки частиц порошка в гомогенный материал[3].
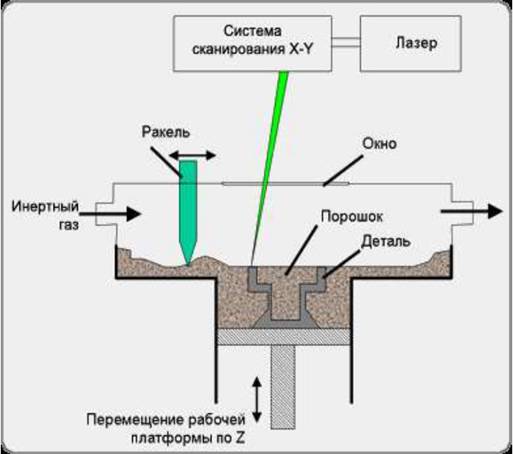
Рисунок 2 Общая схема процесса

Рисунок 3 Схема технологического процесса изготовления детали

Рисунок 4 Схема процесса изготовления металлических заготовок
Типичные представители устройств семейства SLM имеют рабочие камеры размером порядка 250мм в одном измерении, хотя технологических ограничений на размер области построения нет. Наиболее популярными материалами являются порошковые металлы и сплавы, включая нержавеющую сталь, инструментальную сталь, кобальт-хромовые и никелевые сплавы, титан, алюминий, золото и др.
Технология выборочной лазерной плавки применяется для построения объектов сложной геометрической формы, зачастую с тонкими стенками и полостями. Возможность комбинирования гомогенных и пористых структур в одном объекте полезна при создании имплантатов – например, ацетабулярных чашек или других ортопедических имплантатов с пористой поверхностью, способствующей остеоинтеграции (сращиванию с костной тканью). Кроме того, SLM успешно применяется в аэрокосмической отрасли, позволяя создавать высокопрочные элементы конструкций, недосягаемые по геометрической сложности для традиционных механических методов изготовления и обработки (фрезеровки, резки и т.д.). Качество готовых изделий настолько высоко, что механическая обработка готовых моделей почти не требуется. Побочным положительным эффектом служит экономия материалов, ибо SLM в силу своей специфики является практически безотходным производством[3].
Особенности метода SLM
Усовершенствование установок для аддитивного производства связано с появлением возможности использования более мощного лазера, меньшего диаметра фокусировочного пятна и нанесения более тонкого слоя порошка, что позволило использовать SLM для изготовления изделий из различных металлов и сплавов. Обычно полученные этим методом изделия имеют пористость 0-3%.
Большую роль в процессе изготовления изделий играет смачиваемость, поверхностное натяжение и вязкость расплава. Одним из факторов сдерживающим использование различных металлов и сплавов для SLM является эффект «образования шариков» или сфероидизация, который проявляется в виде формирования лежащих отдельно друг от друга капель, а не сплошной дорожки расплава. Причиной этого является поверхностное натяжение под действием, которого расплав стремится уменьшить свободную поверхностную энергию путем образования формы с минимальной площадью поверхности, т.е. шара. При этом в полоске расплава наблюдается эффект Марангони, который проявляется в виде конвективных потоков из-за градиента поверхностного натяжения как функции от температуры, и если конвективные потоки достаточно сильные, то полоска расплава разделяется на отдельные капли. Также капля расплава под действием поверхностного натяжения затягивает в себя близлежащие частицы порошка, что приводит к образованию ямки вокруг капли и, в конечном счете, к увеличению пористости[4].

Рисунок 5 Сфероидизация стали M3/2 при неоптимальных режимах SLM
Эффекту сфероидизации также способствует наличие кислорода, который растворяясь в металле, повышает вязкость расплава, что приводит к ухудшению растекания и смачиваемости расплавом ниже лежащего слоя. По выше перечисленным причинам не удается получить изделия из таких металлов как олово, медь, цинк, свинец[4].
Еще одним фактором, влияющим на качество изделий, является появление внутренних напряжений, наличие и величина которых зависит от геометрии изделия, скорости нагрева и охлаждения, коэффициента термического расширения, фазовых и структурных изменений в металле. Значительные внутренние напряжения могут приводить к деформации изделий, образованию микро- и макротрещин.
Частично уменьшить негативное влияние выше упомянутых факторов можно путем использования нагревательных элементов, которые обычно располагаются внутри установки вокруг подложки или питателя с порошком. Нагрев порошка также позволяет удалить адсорбированную влагу с поверхности частиц и тем самым уменьшить степень окисления[4].
При селективном лазерном плавлении таких металлов как алюминий, медь, золото не маловажным вопросом является их большая отражательная способность, что обуславливает необходимость использования мощной лазерной системы. Но повышение мощности лазерного луча может негативно сказаться на точности размеров изделия, поскольку при чрезмерном нагреве порошок будет плавиться и спекаться за пределами лазерного пятна за счет теплообмена. Большая мощность лазера также может привести к изменению химического состава в результате испарения металла, что особенного характерно для сплавов содержащих легкоплавкие компоненты и имеющих большую упругость паров[4].
Если изделие, полученное одним из выше рассмотренных методов, имеет остаточную пористость, то в случае необходимости применяют дополнительные технологические операции для повышения его плотности. Для этой цели используют методы порошковой металлургии – спекание или горячее изостатическое прессование (ГИП). Спекание позволяет устранить остаточную пористость и повысить физико-механические свойства материала. При этом следует подчеркнуть, что формируемые свойства материала в процессе спекания определяются составом и природой материала, размером и количеством пор, наличием дефектов и другими многочисленными факторами. ГИП представляет собой процесс, в котором заготовка, помещенная в газостат, уплотняется под действием высокой температуры и всестороннего сжатия инертным газом. Рабочее давление и максимальная температура, достигаемая газостатом, зависит от его конструкции и объёма. Например, газостат, имеющий размеры рабочей камеры 900х1800 мм, способен развить температуру 1500 С и давление 200 МПа. Использование ГИП для устранения пористости без применения герметичной оболочки возможно, если пористость составляет не более 8%, поскольку при большем её значении газ через поры будет попадать внутрь изделия, препятствуя тем самым уплотнению. Исключить проникновение внутрь изделия газа можно путём изготовления стальной герметичной оболочки повторяющую форму поверхности изделия. Однако изделия, получаемые аддитивным производством, в основном имеют сложную форму, что делает невозможным изготовление такой оболочки. В таком случае для уплотнения можно использовать вакуумированный герметичный контейнер, в котором изделие помещено в сыпучую среду (Al2O3, BNгекс, графит), передающей давление на стенки изделия[4].
После аддитивного производства методом SLM материалы характеризуются анизотропией свойств, повышенной прочностью и пониженной пластичностью из-за наличия остаточных напряжений. Для снятия остаточных напряжений, получения более равновесной структуры, повышения вязкости и пластичности материала проводят отжиг.
Согласно ниже приведенным данным, можно отметить, что изделия, полученные селективным лазерным плавлением, в некоторых случаях прочнее литых на 2-12%. Это можно объяснить малым размером зерен и микроструктурных составляющих, которые образуются в результате быстрого охлаждения расплава. Быстрое переохлаждение расплава значительно увеличивает число зародышей твердой фазы и уменьшает их критический размер. При этом быстро растущие на зародышах кристаллы, соприкасаясь друг с другом, начинают препятствовать своему дальнейшему росту, тем самым формируя мелкозернистую структуру. Зародышами кристаллизации обычно являются неметаллические включения, пузырьки газов или выделившиеся из расплава частицы при их ограниченной растворимости в жидкой фазе. И в общем случае, согласно соотношению Холла-Петча, с уменьшением размера зерна увеличивается прочность металла благодаря развитой сети границ зерен, которая является эффективным барьером для движения дислокаций. Следует отметить, что в силу различного химического состава сплавов и их свойств, условий проведения SLM, выше упомянутые явления, имеющие место при остывании расплава, проявляются с различной интенсивностью[4].
Табл.1 Механические свойства материалов, полученных SLM и литьем

Конечно, это не значит, что изделия, полученные селективным лазерным плавлением лучше изделий полученных традиционными способами. Благодаря большой гибкости традиционных способов получения изделий можно в широких пределах варьировать свойствами изделия. Например, используя такие методы как изменение температурных условий кристаллизации, легирование и введение в расплав модификаторов, термоциклирование, порошковой металлургии, термомеханическая обработка и др., можно добиться значительного повышения прочностных свойств металлов и сплавов.