ШИРОКОСЛОЙНАЯ НАПЛАВКА
— способы автоматической наплавки, позволяющие получать увеличенную ширину валика, что обычно достигается применением ленточных электродов, одновременным использованием нескольких проволочных электродов, подключаемых к общему зажиму источника тока (встречается понятие Многоэлектродная сварка) и расположенных в виде гребенки, а также приданием электроду в процессе наложения валика поперечных перемещений.
Проще - Это наплавка слоя металла на тела вращения, осуществляемая за один оборот детали с поперечным колебанием электрода. Процесс наплавки осуществляется отдельными участками с целью исключения коробления детали.
Электроконтактная приварка ленты (проволоки)
Сущность процесса – точечная приварка стальной ленты или проволоки к поверхности детали в результате воздействия мощного импульса тока. В точке сварки происходит расплавление металла ленты (проволоки) и детали.
Преимущества способа:
- высокая производительность процесса (в 2,5 раза превосходит вибродуговую наплавку);
- малое тепловое воздействие на деталь (не более 0,3 мм);
- небольшая глубина плавления;
- незначительный расход материала (в 4–5 раз превосходит вибродуговую наплавку);
- возможность получения неплавленого металла с любыми свойствами;
- благоприятные условия работы сварщика.
Недостатки способа:
§ ограниченность толщины наплавленного слоя;
§ сложность установки.
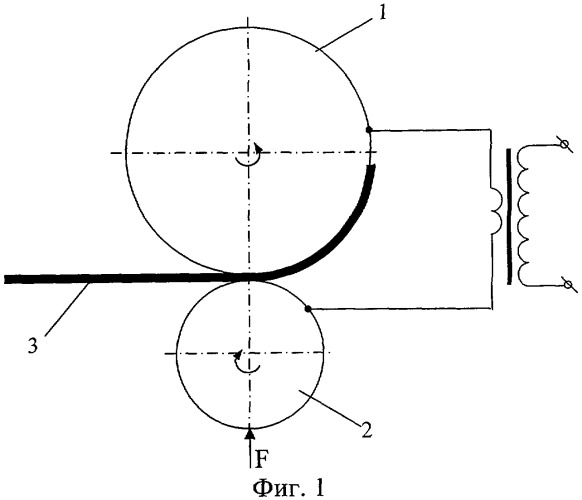
1. Ремонтируемая деталь
2. Ролик контактный
3. Лента (проволока).
Б) Газовая сварка и наплавка
Сущность процесса – это расплавление свариваемого и присадочного металла пламенем, которое образуется при сгорании горючего газа в смеси с кислородом. В качестве горючего газа используют ацетилен, что позволяет обеспечить температуру пламени 3100…3300 ° С.
Сварку и наплавку осуществляют сварочными горелками. Мощность пламени харак- теризуется расходом ацетилена, зависящим от номера наконечника горелки.
Угол наклона мундштука горелки к поверхности свариваемого металла зависит от толщины соединяемых кромок изделия и от теплопроводности металла (чем толще металл и чем больше его теплопроводность, тем угол мундштука горелки должен быть больше).Конец присадочной проволоки держат в восстановительной зоне или в свариваемой
ванне.
Существуют два основных способа газовой сварки – правый и левый.
Правый – это когда процесс сварки ведется слева направо, горелка перемещается впе-
реди присадочного прутка, а пламя направлено на формирующийся шов (рис. 104 а). В результате происходит хорошая защита сварочной ванны от воздействия атмосферного воз- духа и замедленное охлаждение сварного шва. Такой способ позволяет получить швы высо- кого качества. Применяется при сварке металла толщиной более 5 мм.
Левый – представляет собой процесс сварки, который выполняют справа налево, го- релка перемещается за присадочным прутком, а пламя направляется на несваренные кромки и подогревает их, подготавливая к сварке (рис.104б). Пламя свободно растекается по
поверхности металла, что снижает опасность его пережога. Этот способ позволяет получить внешний вид шва лучше, так как сварщик отчетливо видит шов и может сделать его равно- мерным по высоте и ширине, что особенно важно при сварке тонких листов.
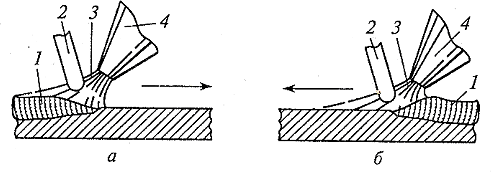
Рис. 104. Основные способы газовой сварки: а – правый способ газовой сварки; б – левый способ газовой сварки; 1 – формирующий шов; 2 – присадочный пруток; 3 – пламя горелки; 4 – горелка

В) Плазменная сварка
Плазменно-дуговая сварка и наплавка (плазмотрон). Плазменная струя представляет собой частично или полностью ионизированный газ. Струя обладает свойствами электропро- водности и имеет высокую температуру. Она создается дуговым разрядом, размещенным в узком канале специального устройства, при обдуве электрической дуги потоком плазмооб- разующего газа. Температура струи достигает 10 000…30 000 ° С, а скорость в 2–3 раза превышает скорость звука.
В качестве плазмообразующих газов используют аргон и азот. Аргонная плазма имеет более высокую температуру – 15 000…30 000 ° С. Применение нейтральных газов способ- ствует предотвращению окисления металлов.
В поток нагретого газа вводится материал для сварки и наплавки. Образующиеся расплавленные частицы материала выносятся потоком горячего газа из сопла и наносятся на поверхность изделия.