Группа МО-28
Предмет Технологическое оборудование
Тема Технологическое прокатное оборудование
Задание: Законспектировать лекцию со схемами, составить вопросы по пройденной теме
Для углубленного изучения темы и дополнительной информации можно воспользоваться https://extxe.com/3043/oborudovanie-dlja-prokatki/
На станах трио возникает необходимость поднимать полосу для подачи ее между верхним и средним валками. Наибольшее распространение для этой цели получили подъемно-качающиеся столы. В случае проблем при захвате полосы валками удобны подъемнопараллельные столы, так как они обеспечивает подачу полосы перпендикулярно плоскости осей валков. Если подъемные столы устанавливают с обеих сторон рабочей клети, то они имеют механическую связь (блокировку) для синхронизации работы.
Помимо рассмотренных транспортных устройств, в прокатных цехах находят применение мостовые и другого типа краны, поворотные механизмы, толкатели и выталкиватели, шлепперы, обеспечивающие перемещение полос параллельно их оси, холодильники.
По окончании прокатки, а иногда на промежуточной стадии обработки полосы режут на куски, удаляют передний и задний концы, обрезают боковые кромки листа и пр. Для этой цели используются ножницы и пилы различных конструкций. Схемы простейших ножниц показаны на рис. 16.
Ножницы с параллельными ножами (рис. 16, а) применяют обычно для разрезания в горячем состоянии блюмов, слябов, заготовок, а также в холодном состоянии — мелких профилей.
У ножниц с наклонными ножами (рис. 16, б) чаще всего нижний нож горизонтальный, а верхний располагается под некоторым углом (обычно 2... 6°, но не более 12°) к нижнему. По конструкции ножницы различаются в зависимости от направления перемещения режущего ножа и бывают с верхним подвижным ножом, с нижним подвижным ножом и с движением ножей в горизонтальной плоскости.
|
|
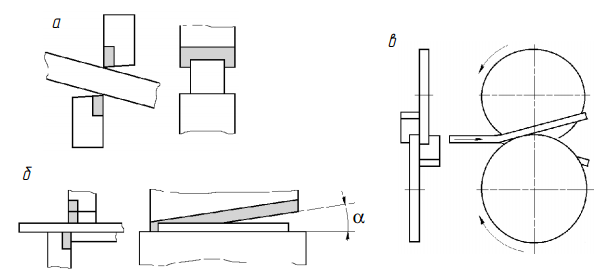
Рис. 16. Схема расположения ножей в ножницах различного типа: а — с параллельными ножами; б — с наклонным ножом; в — дисковые
Дисковые ножницы (рис. 16, в) используются главным образом для продольной резки листов и лент.
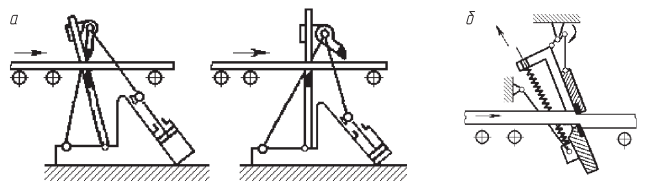
Рис. 17. Схема летучих ножниц Эдвардса (а) и маятниковых (б)
НА 13,06 -2ч Продолжение темы
Группа МО-28
Предмет Технологическое оборудование
Тема Технологическое прокатное оборудование
Задание: Законспектировать лекцию со схемами, составить вопросы по пройденной теме
Для углубленного изучения темы и дополнительной информации можно воспользоваться https://extxe.com/3043/oborudovanie-dlja-prokatki/
Летучие ножницы применяются для разрезания металла на ходу Их устанавливают непосредственно за чистовой клетью стана или отдельно как самостоятельный агрегат. Существует несколько типов летучих ножниц, которые определяются назначением, конструкцией и характером движения ножей Для резки заготовок сечением до 100 х 100 мм применяют рычажно-качающиеся ножницы Эдвардса (рис. 17, а), а для более крупного сечения — маятниковые (рис. 17, б). Ножницы Эдвардса обеспечивают резку заготовок при скорости движения полосы до 4,5 м/с.
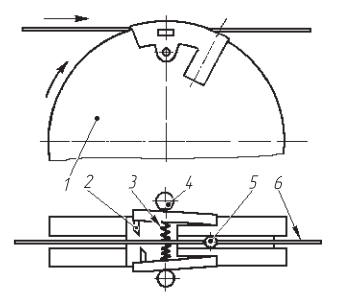
Рис. 18. Схема вращающихся одноосных летучих ножниц: 1 — корпус; 2 — ножи; 3 — пружина; 4 — ролики включения; 5 — ось шарнира рычагов ножей; 6 — заготовка
Для разрезания сортового металла сечением до 30 х 30 мм применяют одноосные вращающиеся ножницы (рис. 18), а также дисковые летучие ножницы.
|
|
Пилы горячей резки используются для разрезания фасонных профилей, а также труб, причем у трубосварочных станов находят применение летучие пилы Для горячей резки сортового металла на дисках пил нарезают зубья, отделяющие стружку Диаметр дисков до 2000 мм, толщина — 6...10 мм. Окружная скорость дисков пил горячей резки достигает 100...120 м/с. В качестве материала диска часто применяют обычную малоуглеродистую сталь, зубья термически обрабатывают. Наибольшее распространение получили салазковые пилы, существуют маятниковые и рычажные.
По окончании прокатки во многих случаях требуется правка металла. В отдельных случаях эта операция выполняется в горячем состоянии, но обычно правке подвергается холодный прокат Для правки проката применяют кривошипные прессы, роликоправильные и сортоправильные машины, растяжные правильные машины.
Когда прокатный продукт достигает значительной длины (мелкосортные профили, проволока, лист, лента и пр), его сматывают в бунты и рулоны.
По конструкции моталки делятся на три основные группы:
· барабанного типа (см. рис. 8);
· роликовые;
· роликобарабанные