Условное изображение резьбы на стержне Условное изображение резьбы на стержне
 Наружная резьба на стержне (рис.1.3.1.1) изображается сплошными основными линиямипо наружному диаметру и сплошными тонкими – по внутреннему диаметру, а на изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, тонкую линию проводят на 3/4 окружности, причем эта линия может быть разомкнута в любом месте (не допускается начинать сплошную тонкую линию и заканчивать ее на осевой линии). Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы, а фаска на этом виде не изображается. Границу резьбы наносят в конце полного профиля резьбы (до начала сбега) сплошной основной линией, если она видна. Сбег резьбы при необходимости изображают сплошной тонкой линией.
Наружная резьба на стержне (рис.1.3.1.1) изображается сплошными основными линиямипо наружному диаметру и сплошными тонкими – по внутреннему диаметру, а на изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, тонкую линию проводят на 3/4 окружности, причем эта линия может быть разомкнута в любом месте (не допускается начинать сплошную тонкую линию и заканчивать ее на осевой линии). Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы, а фаска на этом виде не изображается. Границу резьбы наносят в конце полного профиля резьбы (до начала сбега) сплошной основной линией, если она видна. Сбег резьбы при необходимости изображают сплошной тонкой линией.
 Из технологических соображений на части детали (стержня) может быть осуществлен недовод резьбы. Суммарно недовод резьбы и сбег представляют собой недорез резьбы (ГОСТ 10548–80). Размер длины резьбы указывается, как правило, без сбега.
Из технологических соображений на части детали (стержня) может быть осуществлен недовод резьбы. Суммарно недовод резьбы и сбег представляют собой недорез резьбы (ГОСТ 10548–80). Размер длины резьбы указывается, как правило, без сбега.
Условное изображение резьбы в отверстии
 Внутренняя резьба – изображается сплошной основной линией по внутреннему диаметру и сплошной тонкой – по наружному. Если при изображении глухого отверстия, конец резьбы располагается близко к его дну, то допускается изображать резьбу до конца отверстия. Резьбу с нестандартным профилем следует изображать.
Внутренняя резьба – изображается сплошной основной линией по внутреннему диаметру и сплошной тонкой – по наружному. Если при изображении глухого отверстия, конец резьбы располагается близко к его дну, то допускается изображать резьбу до конца отверстия. Резьбу с нестандартным профилем следует изображать.
11. Если отверстие с резьбой глухое, то его показывают, как на рис. 7.8, а. На чертежах, по которым резьбу не выполняют, конец глухого резьбового отверстия допускается изображать, как на рис. 7.8, б, в, даже при наличии разности между глубиной отверстия под резьбу и длиной резьбы. Длина части глухого отверстия без резьбы (рис. 7.8, а) на чертеже принимается равной половине наружного диаметра резьбы. Конец отверстия из-под сверла имеет форму конуса. Его изображают с углом при вершине, равным 120° (приблизительно как у сверла). На чертежах величину этого угла не наносят (рис. 7.9). В размер длины отверстия он обычно не входит (рис. 7.9). Надо заметить, что диаметр основания конуса равен внутреннему диаметру резьбы (рис. 7.9). Не следует допускать ошибки, изображая его, как на рис. 7.10, где этот диаметр больше диаметра отверстия и, следовательно, сверла. 
Условное изображение резьбы в сборе

На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня. Штриховку в разрезах и сечениях проводят до сплошной основной линии, т.е. до наружного диаметра наружной резьбы и внутреннего диаметра внутренней.
13 Условное изображение резьбы
| Тип резьбы | Условное обозначение типа резьбы | Размеры, указываемые на чертеже | Обозначение резьбы на чертежах | |||
| на изображениях в плоскости, параллельной оси резьбы | на изображениях в плоскости, перпендикулярной оси резьбы | |||||
| на стержне | В отверстии | на стержне | В отверстии | |||
| Метрическая с крупным шагом ГОСТ 9150-81 | M | Наружный диаметр (мм) | 
| 
| 
| 
|
| Метрическая с мелким шагом ГОСТ 9150-81 | M | Наружный диаметр и шаг резьбы (мм) | 
| 
| 
| 
|
| Трапецеидальная однозаходная ГОСТ 9484-81 (СТ СЭВ 146-78) | Tr | Наружный диаметр и шаг резьбы (мм) | 
| 
| 
| 
|
| Трубная цилиндрическая ГОСТ 6357-81 (СТ СЭВ 1157-78) | G | Условное обозначение в дюймах | 
| 
| 
| 
|
| Коническая дюймовая ГОСТ 6111-52 | K | Условное обозначение в дюймах | 
| 
| 
| 
|
| Трубная коническая ГОСТ 6211–81 (СТ СЭВ 1159–78): наружная и внутренняя | R Rc | Условное обозначение в дюймах | 
| 
| 
| 
|
14 Характеристика резьбы Профиль резьбы – это форма выступа и канавки резьбы в плоскости осевого сечения.
Угол профиля α – это угол между смежными боковыми сторонами профиля в плоскости осевого сечения.
Виток – часть резьбы, образованной при одном полном повороте профиля вокруг оси.
Шаг резьбы Р – расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллель-ном оси резьбы.
Ход резьбы Рh – расстояние между ближайшими одноименными боковыми сторонами профиля, принадлежащими одной и той же винтовой поверхности, в направлении, параллельном оси резьбы. Ход резьбы есть величина относительного осевого перемещения винта (гайки) за один оборот.
15. По своему назначению резьбы можно разделить на ходовые и крепежные. Крепежные резьбы служат для прочного и плотного соединения деталей и обеспечивают относительную неподвижность деталей.К крепежным резьбам относятся: метрическая цилиндрическая, метрическая коническая, трубная цилиндрическая, трубная коническая. Ходовые резьбы используются для преобразования вращательного движения в поступательное движение. Такие резьбы обеспечивают перемещение одной детали относительно другой, например: трапецеидальная резьба – для передачи осевых усилий и движения в ходовых винтах. Симметричный профиль обеспечивает использование резьбы в реверсивных винтовых механизмах. Упорная резьба, с несимметричным профилем, применяется в тех случаях, когда винт должен передавать большие усилия в одном направлении (домкраты, тиски и т.д.).
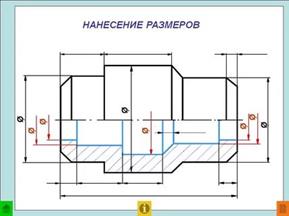
16. нанесение размеров квадратов. При нанесении размера радиуса перед размерным числом помещают прописную букву R. При большой величине радиуса центр допускается приближать к дуге, в этом случае размерную линию радиуса показывают с изломом под углом 90°  При указании размера диаметра (во всех случаях) перед размерным числом наносят знак «Ø ». Размеры квадрата наносят, как показано
При указании размера диаметра (во всех случаях) перед размерным числом наносят знак «Ø ». Размеры квадрата наносят, как показано  Размеры фасок под углом 45° наносят, как показано на рис. 4.42а.
Размеры фасок под углом 45° наносят, как показано на рис. 4.42а.
Допускается указывать размеры не изображенной на чертеже фаски под углом 45°, размер которой в масштабе чертежа 1 мм и менее, на полке линии-выноски, проведенной от грани (рис. 4.42б).
 Рис. 4.42а,б
Рис. 4.42а,б 
Размеры фасок под другими углами указывают по общим правилам - линейным и угловым размерами (рис. 4.43 а и б) или двумя линейными размерами (рис. 4.43в).
 Рис. 4.43а
Рис. 4.43а 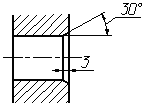 Рис. 4.43б
Рис. 4.43б 
17-20 Шероховатости. Поверхность любой детали, даже если она очень тщательно обработана, имеет неровности в виде выступов и впадин. Причем такие неровности у некоторых деталей можно обнаружить даже невооруженным глазом, в других же — только с помощью специальных инструментов. Величина неровности на поверхности детали измеряется в микрометрах (мкм). Поверхности деталей образуются в результате их обработки. Как правило, рабочие поверхности детали обрабатывают более качественно, чем нерабочие. Совокупность неровностей, образующих рельеф поверхности, независимо от способа обработки поверхности, называют шероховатостью. Шероховатость обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от способов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции. Шероховатость поверхности регламентируется ГОСТ 2789—73 и ГОСТ 2.309—73.Стандарт устанавливает следующие параметры для характеристики шероховатости поверхности:
Ra — среднее арифметическое отклонение профиля;
Rz — высота неровностей профиля по десяти точкам;
Rmax — наибольшая высота неровностей профиля;
Sm — средний шаг неровностей;
S — средний шаг неровностей по вершинам и др
Обозначения шероховатости поверхностей на изображении изделия располагают на линиях контура, выносных линиях (по возможности ближе к размерной линии) или на полках линий-выносок.
Допускается при недостатке места располагать обозначения шероховатости на размерных линиях или на их продолжениях, а также разрывать выносную линию (рис. 7.8).
 На линии невидимого контура допускается наносить обозначение шероховатости только в том случаях, когда от этой линии нанесен размер. При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и на изображении не наносят (рис. 7.12).Размеры и толщина линий знака в обозначении шероховатости, вынесенном в правый верхний угол чертежа, должны быть приблизительно в 1,5 раза больше, чем на обозначениях, нанесенных на изображении.
На линии невидимого контура допускается наносить обозначение шероховатости только в том случаях, когда от этой линии нанесен размер. При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и на изображении не наносят (рис. 7.12).Размеры и толщина линий знака в обозначении шероховатости, вынесенном в правый верхний угол чертежа, должны быть приблизительно в 1,5 раза больше, чем на обозначениях, нанесенных на изображении.
 Рис. 7.12 Обозначение шероховатости, одинаковой для части поверхностей изделия, может быть помещено в правом верхнем углу чертежа (рис. 7.13) вместе с условным обозначением
Рис. 7.12 Обозначение шероховатости, одинаковой для части поверхностей изделия, может быть помещено в правом верхнем углу чертежа (рис. 7.13) вместе с условным обозначением  . Это означает, что все поверхности, на которых на изображении не нанесены обозначения шероховатости или знак
. Это означает, что все поверхности, на которых на изображении не нанесены обозначения шероховатости или знак  , должны иметь шероховатость, указанную перед условным обозначением.
, должны иметь шероховатость, указанную перед условным обозначением.
 Рис. 7.13
Рис. 7.13 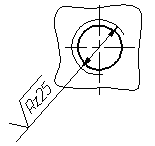
Размеры знака, взятого в скобки, должны быть одинаковыми с размерами знаков, нанесенных на изображении.
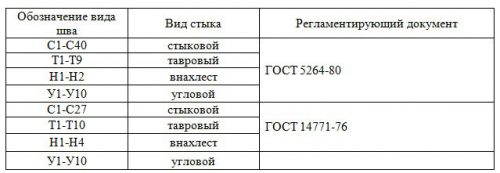
21 Типы сварных соединений и швов Сварное соединение — это неразьемное соединение, выполненное сваркой. Сварные соединения бывают стыковами, угловыми, тавровыми и нахлесточными (рисунок 8).

Рисунок 8 Типы сварных соединений
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации металла сварочной ванны. Часть сварного шва, находящаяся при сварке в жидком состоянии называется сварочной ванной.
стыковые
 угловые
угловые

| 
|
| Рисунок 9 Сварные швы а – стыковые; б – угловые | Рисунок 10 Пространственное положение сварных швов а – стыковые, б – угловые; 1 - нижнее, 2 - горизонтальное, 3 - вертикальное, 4 - потолочное |
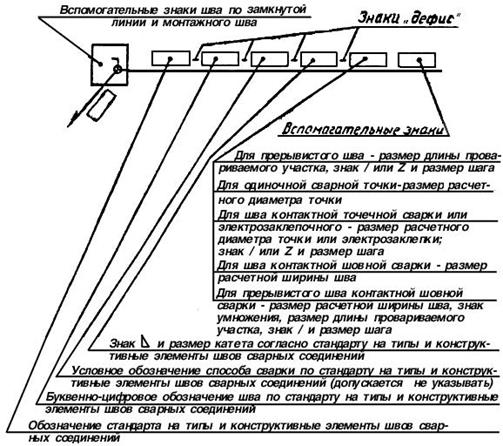
Вспомогательные знаки для обозначения сварных швов
| Значение вспомогательного знака | Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва | |
| с лицевой стороны | с оборотной стороны | |
| Усиление шва снять | 
| 
|
| Наплывы и неровности обработать с плавным переходом к основному металлу | 
| 
|
| Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения | 
| |
| Шов прерывистый или точечный с цепным расположением. Угол наклона линии ~60о | 
| 
|
| Шов прерывистый или точечный с шахматным расположением | 
| 
|
| Шов по замкнутой линии. Диаметр знака - 3...5 мм. | 
| |
| Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа | 
| 
|


24