https://www.stroitelstvo-new.ru/sudostroenie/sborka/tehnologicheskii-process-slesarnoi-obrabotki.shtml
Технологическим процессом слесарной обработки называется часть производственного процесса, заключающаяся в получении заготовки, непосредственном изменении ее формы, размеров или свойств до получения готового изделия (детали).
Технологический процесс зафиксирован в специальном документе, например карте, содержащей определенный порядок, способы и средства обработки деталей. В нем указаны время, место и последовательность совершения тех или иных действий рабочим при обработке деталей, виды оборудования и инструмента, с помощью которых должна вестись обработка, виды, количество и качество обрабатываемых материалов. Основным элементом технологического процесса является операция. Операцией называется законченная часть технологического процесса обработки изделия (детали), выполняемая на определенном рабочем месте одним рабочим или бригадой. Примером операции может служить опиливание поверхности детали драчевым и личным напильником со снятием заусенцев с ребер.
Операция состоит из переходов. Переход — часть операции, выполняемая без смены инструмента и без перестановки обрабатываемой детали (в тисках, на станке). В примере, приведенном выше, опиливание детали драчевым напильником является первым переходом, а опиливание личным напильником — вторым.
Переход в свою очередь делится на проходы. Проход — часть перехода, во время которого снимается один слой металла. Припуск на обработку в зависимости от его величины можно снять за один или несколько проходов.
Прием — отдельное законченное действие рабочего в процессе выполнения операции (например, закрепление детали в тисках, поворот детали, включение станка, измерение детали и т. п.).
Различают еще один элемент работы — установку. Установка (установ) — положение, приданное детали в тисках или на станке после ее закрепления с целью подвергнуть деталь обработке.
Поверхность детали, на основе которой ориентируют обрабатываемую поверхность, называется базирующей поверхностью.
База — совокупность поверхностей, линий или точек, относительно которых ориентируются поверхности детали, обрабатываемые на данной операции.
По назначению базы подразделяются на конструкторские, установочные, измерительные и сборочные.
Конструкторской базой называется поверхность, линия или точка, определяющая по расчетам конструктора положение детали относительно других деталей изделия. Часто в качестве конструкторской базы принимают не материальные, а геометрические элементы деталей (осевые линии отверстий и валов, биссектрисы углов и т. п.).
Установочной базой называют поверхности, которыми обрабатываемая деталь устанавливается (закрепляется) в тисках или на станке. Так, при слесарной обработке детали, зажимаемой в тисках, установочной базой будут поверхности, соприкасающиеся с губками тисков.
Измерительной базой называют поверхности, от которых ведут отсчет размеров при измерении или разметке детали. Часто установочная база совпадает с измерительной; в этих случаях измерение ведут от установочной базы. При разметке заготовку (деталь) ставят на разметочную плиту базовой поверхностью (измерительной базой).
Сборочной базой называют поверхности, от которых зависит расположение деталей в изделиях.
Перед обработкой детали определяют по чертежу базу, от которой будет вестись обработка; после этого устанавливают порядок обработки по операциям.
На основании чертежа составляется технологическая карта, в которой приведен технологический процесс, разработанный в отделе главного технолога завода или в цеховых технологических бюро.
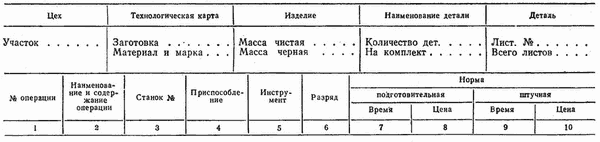
Технологические карты (табл. 4.1) служат исходным документом для подготовки производства, планирования, распределения и организации работы в цехе и на заводе, для снабжения материалами, заготовками и инструментом. Технологическими картами руководствуются в работе мастер и рабочий.
На разных предприятиях технологические карты могут отличаться по форме, однако по своему содержанию все они сходны.
На ряде предприятий кроме технологических составляют еще так называемые операционные карты, в которых отражена одна операция обработки детали. В этих картах указываются последовательность, способ и режим обработки, тип оборудования и инструмент, нормы времени, разряд работы и другие показатели. Операционные карты выдаются на то рабочее место, где должна выполняться данная операция.
В индивидуальном производстве технологические карты обычно заменяются маршрутными картами, в которые записывается перечень и последовательность выполнения операций.
Одной из основных обязанностей рабочего является строгое соблюдение технологической дисциплины. Под технологической дисциплиной понимается не только соблюдение плана и порядка обработки деталей, записанных в технологических картах, но и соблюдение всех технических условий. Соблюдение технологической дисциплины обеспечивает нормальный ход производства, высокое качество продукции, высокую производительность труда, снижение брака и себестоимости изделий.
Однако на технологический процесс нельзя смотреть, как на что-то неизменное, как на догму. В этом случае он только тормозил бы развитие производства и совершенствование техники.
Новаторы производства, рационализаторы и изобретатели на многочисленных предприятиях нашей страны работают над улучшением технологических процессов, но самовольно изменять технологию они не могут. Свои предложения они должны передавать в бюро рационализации и изобретательства (бриз), в задачу которого входит отбор и внедрение наиболее ценных предложений новаторов, рационализаторов и изобретателей.