ПРАКТИЧЕСКАЯ РАБОТА №2
Тема занятия: Правка, гибка металла.
Цели занятия:
Дидактическая: Изучить теорию основных приемов правки, гибки металла и произвести расчёт длинны заготовки для гибки, ответить на контрольные вопросы.
Развивающая: развитие у студентов самостоятельность и инициативу при выполнении практического занятия, развивать умения правильно обобщить данные и сделать вывод.
Воспитательная: воспитание у студентов бережного отношение к инструменту, оборудование и материалу, аккуратность и внимательность в работе, соблюдения требований охраны труда.
Вид занятия: комбинированное.
Оборудование и материалы: учебники, справочники, карандаши, линейки, транспортир, тетрадь, циркуль, вычислительная техника, методические рекомендации, наглядные пособия.
Теоретические сведенья.
ПРАВКА МЕТАЛЛА.
Правка металла – операция по устранению отклонения и формы и расположения отдельных частей заготовок. Часто одной из первых слесарных операций является правка заготовок из конструкционного материала. Получаемые слесарем заготовки могут быть погнутыми, кривыми или покоробленными. Устранение этих недостатков заготовок выполняют при помощи правки. На рис. 1 показаны зоны нанесения ударов молотками при правке листового материала. 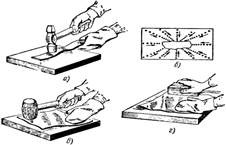
Правка может быть машинной (на правильных валках, прессах и всякого рода приспособлениях) и ручной, выполняемой слесарными молотками на стальной или чугунной плите или на наковальне. При ручной правке лучше пользоваться молотком с круглым, а не квадратным бойком, причем с гладкой и хорошо отшлифованной поверхностью. В основном правка выполняется стальным молотком, но для правки деталей из цветных металлов и сплавов применяют молотки из мягких материалов – медные, латунные, свинцовые, свинцовые, деревянные. На рис. 3 показаны приемы плавки и схемы нанесения ударов. Прутковый материал правят молотком: длинные прутки или проволоку в специальном приспособлении протягиванием через ролики; погнутые валы небольших размеров на ручном винтовом прессе; валы со значительными прогибами правят в нагретом состоянии, подвергая нагреву только погнутые места.
Брак при правке.
При правке металла основными видами брака являются забоины на обработанных поверхностях от ребра молотка, вмятины и следы от бойка молотка, имеющего неправильную, негладкую поверхность.
ГИБКА МЕТАЛЛА.
Гибка металла – операция по изменению формы и взаимного расположения поверхностей заготовок путем их деформирования.
При изготовлении многих деталей из листового, полосового и круглого материала, применяются операции гибки. Части деталей сгибают по кривой определенного радиуса или под углом. При выполнении данной работе необходимо уметь правильно определить длину развернутой заготовки, если она не указана на чертеже.
Для этого профиль детали на чертеже разбивают на участки, затем подсчитывают длину закруглений и длину прямолинейных отрезков и все величины складывают. В результате предварительных подсчетов можно изготовить деталь точно установленных размеров.
Рассчитывать длину заготовки необходимо по нейтральной(средней) линии, так как внутренние слои металла при изгибе сжимаются, а наружные растягиваются, а средняя линия не изменяет своей длинны. Размер заготовок из листа толщиной менее одного миллиметра рассчитывают по наружному контуру. 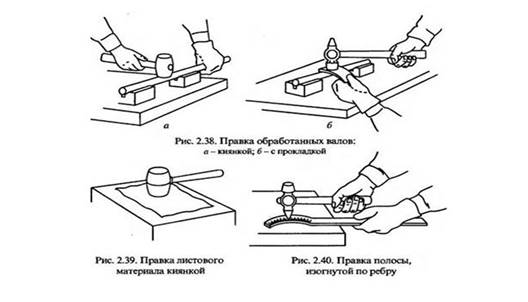
Рис.2.Приемы правки
Расчет длины заготовки при изгибе производят по следующим формулам:
Для случая с одним перегибом 90градусов
L= l1 +  + l2 (формула 1)
+ l2 (формула 1)
Для случая с двумя перегибами 90градусов
L= l1 +  + l2 + + l3 (формула 2)
+ l2 + + l3 (формула 2)
Для перегиба с углом
L= l1 +  + l2 (формула 3)
+ l2 (формула 3)
Для U – образной формы
L= l1 +  + l2 (формула 4)
+ l2 (формула 4)
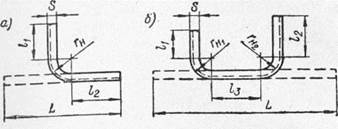
Рис.3. Гнутые профили.
Для изготовления изогнутой детали подбирают заготовку необходимого размера, размечают длину, зажимают заготовку в тисках так, чтобы линия гибки находилась на уровне верхней кромки губок (нагубников) тисков, и за несколько установок производят гибку (рис. 4).
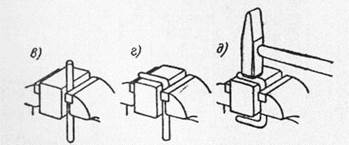
Рис.4.Гибка в тисках.
Если толщина заготовки превышает 5мм и гибку в холодном состоянии проводить трудно, применяется горячая гибка.
Для гибки труб применяют различные приспособления а также горячем состоянии. Чтобы не помять трубу при гибке, ее предварительно набивают наполнителем(песком или расплавленной канифолью). Трубы диаметром до 20мм при радиусе загиба до 50мм можно гнуть в холодном состоянии без наполнителей.
Брак при гибкt.
При гибки металла брак заключается в неправильности размеров изготовленных изделий, косом загибе, повреждении обработанных поверхностей, причинами чего является неправильная разметка мест гибки, небрежный зажим металла в тисках, применение неправильных по размеру оправок.
Порядок выполнения работы.
1. Выбрать вариант задания из таблицы 1
Таблица 1
| № | r | r1 | r2 | s | ||
2. Раcсчитать длину L заготовки при изгибе по следующим формулам (1),(2),(3),(4).