Йогурт – это кисломолочный напиток, вырабатываемый из пастеризованного нормализованного по массовой доле жира и сухих веществ молока с добавлением или без добавления сахара, плодово-ягодных наполнителей, ароматизаторов, витамина С, стабилизаторов, растительного белка и сквашенный закваской, приготовленной на чистых культурах молочнокислых стрептококков термофильных рас и болгарской палочки. В зависимости от применяемых вкусовых и ароматических добавок йогурт выпускают следующих видов: йогурт, йогурт сладкий, плодово-ягодный с витамином С, плодово-ягодный диабетический.
Йогурт вырабатывают резервуарным и термостатным (плодово-ягодный только термостатным) способами с различными оригинальными названия-ми. Йогурт по внешнему виду и консистенции представляет собой однород-ную сметанообразную массу с нарушенным (при резервуарном способе) или ненарушенным (при термостатном способе) сгустком, а у плодово-ягодных – с добавлением кусочков фруктов и ягод. Цвет йогурта молочно-серый а у плодово-ягодного обусловлен добавленными сиропами.
Технологический процесс производства йогурта резервуарным способом (рис. 1) состоит из следующих операций: приемка и подготовка сырья и материалов, нормализация по жиру и сухим веществам, очистка, гомогенизация смеси, пастеризация, охлаждение, заквашивание, внесение наполнителей и красителей, сквашивание, перемешивание, охлаждение, розлив, упаковывание, маркирование и хранение.
Молоко, отобранное по качеству, нормализуют по массовой доле жира и сухих веществ. По жиру молоко нормализуют либо в потоке, применяя сепаратор – нормализатор, либо добавлением к обезжиренному молоку цельного молока или сливок. По сухим веществам молоко нормализуют добавлением сухого молока, которое восстанавливают в соответствии с действующей нормативной документацией. Кроме того, нормализацию по сухим вещест-вам проводят выпариванием пастеризованного и гомогенизированного молока при температуре 55-60 °С.
При производстве сладкого йогурта нормализованное молоко подогревают до 43±2 °С, вносят сахар, предварительно растворенный в части нормализованного молока при той же температуре в соотношении 1:4. Смесь очищают на сепараторах – молокоочистителях, гомогенизируют при давлении 15±2,5 МПа и температуре 45-85 °С. Допускается гомогенизация и при температуре пастеризации. В смесь вводят подготовленный стабилизатор. Очищенную и гомогенизированную смесь пастеризуют при 92±2 °С с выдержкой 2-8 мин или при 87±2 °С с выдержкой 10-15 мин и охлаждают до температуры заквашивания 40±2 °С. Смесь заквашивают сразу после её охлаждения подобранными заквасками (например, приготовленными на чистых культурах термофильного стрептококка, болгарской палочки и типа КД в пример-ном соотношении 7:1:7 с последующим уточнением этого соотношения при микро-скопировании препарата). Количество вносимой закваски составляет 3-5% объема заквашиваемой смеси, а закваски, приготовленной на стерилизованном молоке – 1-3%. Если применяют симбиотическую закваску, то её вносят в количестве 1-3%, а бактериальный концентрат добавляют в соответствии с Инструкцией по применению сухого бактериального концентрата. Закваску вносят в молоко в резервуар для кисломолочных продуктов при включенной мешалке. После заполнения резервуара всю смесь дополнительно перемешивают в течении 15 минут. Закваску можно вносить и перед заполнением резервуара молоком.
При производстве витаминизированного йогурта аскорбиновую кислоту (витамин С или аскорбинат натрия) добавляют в нормализованную смесь за 30-40 мин до сквашивания, перемешивают 10-15 мин и выдерживают в течении 30 мин. Количество витамина С составляет 180 г на 1000 кг, аскорбината натрия – 210 г на 1000 кг продукта. Ароматические и вкусовые наполнители вносят в нормализованную смесь перед сквашиванием.
Окончание сквашивания определяют по образованию прочного сгустка кислотностью 95-100 °Т. Сгусток охлаждают в течение 10-30 мин и переме-шивают в целях получения однородной консистенции молочного сгустка и избежания отделения сыворотки. Сгусток, охлажденный до 16-20 °С, направ-ляют на розлив, упаковывание, маркирование и доохлаждение в холодильных камерах до температуры 4±2 °С. После этого технологический процесс считают законченным, продукт готов к реализации.
Технологический процесс производства йогурта термостатным способом (рис. 2) состоит из следующих операций: приемка и подготовка сырья и материалов, нормализация по жиру и сухим веществам, очистка, гомогенизация смеси, пастеризация и охлаждение смеси, заквашивание, розлив, упаковывание, маркирование, сквашивание и охлаждение. Все технологические операции до внесения плодово-ягодных наполнителей осуществляют так же, как при резервуарном способе производства йогурта.
Наполнители вносят в охлажденную до температуры сквашивания смесь при постоянном перемешивании, которое заканчивают через 15 мин после их внесения. Заквашивание проводят так же, как и при резервуарном способе. Заквашенную смесь разливают в стеклянную тару вместимостью 200, 250, 400 и 500 см3, а также в стаканчики, пакеты и коробочки аналогичной вместимости. После розлива продукт направляют в термостатную камеру с температурой 40±2 °С для сквашивания в течение 3–4 ч в зависимости от активности закваски. После сквашивания продукт должен иметь прочный сгусток кислотностью 95–100 °Т. После окончания сквашивания продукт транспортируют в холодильную камеру для охлаждения до 6 °С. Продолжительность хранения продукта при 6 °С составляет не более 4 сут с момента окончания технологического процесса.
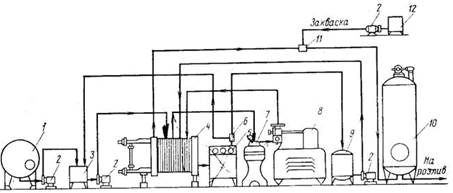
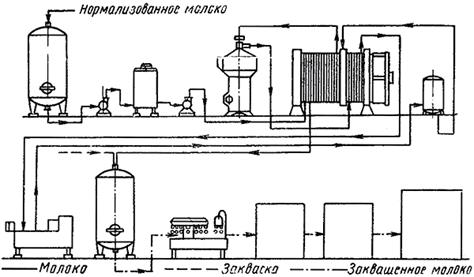
Рис. 2. Схема технологичекой линии производства йогурта термостатным способом