Простой производственный процесс
Последовательный вид движения
При последовательном виде движения вся партия деталей передается на последующую операцию лишь после окончания обработки всех деталей на предыдущей операции. Длительность цикла технологического процесса Т т.(п). определяется как сумма операционных циклов:
 (2)
(2)
m – количество операций технологического процесса
Продолжительность производственного цикла определяется по формуле:
 , мин. (3),
, мин. (3),
в календарных днях:
 (4)
(4)
где R - коэффициент перевода рабочих дней в календарные, равный отношению числа рабочих дней к числу календарных дней в году (0,7),
t см - продолжительность смены,
S – число смен в сутках.
Пример. Пусть имеем партию деталей n=15, технологический процесс состоит из m=4 продолжительность которых составляет t 1=2, t 2=3, t 3=3, t 4=2 мин., операция 3 выполняется на 2-х рабочих местах. Время межоперационных перерывов Тмо=3 мин, время на естественные процессы Те=30 мин.
Продолжительность цикла обработки партии деталей составляет:
 мин.
мин.



График движения деталей по операциям представлен на рисунке 1.
Рисунок 1 - График производственного цикла при последовательном виде движения
Параллельно-последовательный вид движения
При параллельно последовательном виде движения детали с операции на операцию передаются транспортными партиями или поштучно. Сущность метода заключается в том, что на каждом рабочем месте работа ведется без перерывов, как при последовательном виде движения, но вместе с тем имеет место параллельная обработка одной и той же партии на смежных операциях.
При построении графика необходимо учитывать следующее [1]:
1. Если периоды выполнения смежных операций одинаковые, то между ними организуется параллельная обработка деталей, которые передаются с предыдущей операции на последующую сразу после их обработки.
2. Если продолжительность последующей операции меньше чем, предыдущей, отсутствие простоев может быть обеспечено, только после накопления перед ней запаса деталей, позволяющего эту операцию выполнять непрерывно. Для того чтобы определить момент начала последующей операции, необходимо от точки соответствующей окончанию предыдущей операции над всей партией отложить вправо отрезок равный в принятом масштабе времени выполнения последующей операции над одной транспортной партией, а влево отрезок, равный продолжительности последующей операции над всеми предшествующими транспортными партиями.
3. Если продолжительность последующей операции больше чем предыдущей, то в этом случае транспортную партию можно передавать с предыдущей операции сразу же по окончании ее обработки.
Длительность технологического цикла определяется по формуле:

t - длительность совмещений по операциям,
р – количество деталей в транспортной партии.
Длительность производственного цикла определяется по формуле:
 (6)
(6)
Пример. Условия предыдущего примера.
Размер транспортной партии р =5 деталей.Длительность технологического цикла в составит

Длительность производственного цикла составит:

На рисунке 2 представлен график производственного цикла при параллельно-последовательном виде движения деталей по операциям
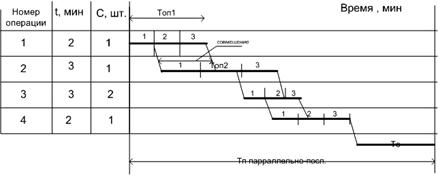
Рисунок 2 – График производственного цикла при последовательном виде движения