Учебное пособие
«Обработка древесины» 2019.
Структура занятия
I. Организационный момент.
II. Актуализация знаний и мотивация учебной деятельности учащихся.
III. Изучение нового материала.
1. Нахождение конструкции приспособления.
2. Технология изготовления изделий.
IV. Практическая работа - «Изготовление приспособления в школьных мастерских».
V. Итоги занятия.
VI. Домашнее задание.
Ход занятия
I. Организационный момент:
а. Проверка присутствующих;
б. Готовность.
в. Общие правила безопасности.
II. Актуализация знаний и мотивация учебной деятельности детей.
Фронтальная беседа
- Технологический процесс, что необходимо для его выполнения?
1. Кроссворды.
2. Рабочие стенды (сверлильный, токарный по дереву станки и т. д.).
3. Карточки (программированный контроль).
III. Изучение нового материала с практическим закреплением.
Большинство школьных мастерских имеет мало приспособлений. Опыт работы показывает, что использование различных приспособлений позволяет успешно решать задачи трудового обучения, кружка и воспитание: расширить технологические возможности в изготовления изделия, повысить культуру труда учащихся, сделать его интересным и привлекательным. Школы имеют возможность изготовления необходимых приспособлений, расширить материальную базу своих мастерских. В отличие от других предметов в трудовом обучении центральное место занимает организация практической деятельности школьников по изготовлению определенных предметов (объектов труда).
Приспособление-это конструкция помогает упростить выполнение технологического процесса. Работая с различными приспособлениями, повышающими качество продукции, культуры труда. Это влияет и на профориентацию школьников, так как труд- столяра, слесаря, инженера престает перед ними более привлекательными интересным.
|
|
Причем в разработке чертежей и в изготовлении приспособлений могут активно участвовать и учащиеся.
Разметка древесины
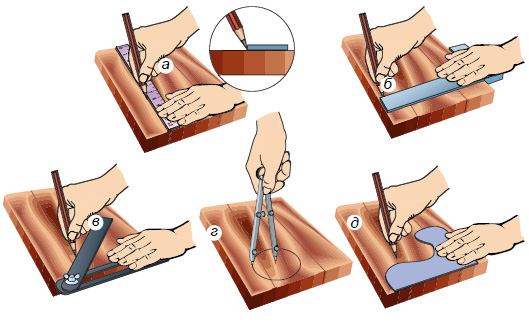
Разметка – нанесение на заготовку линий, окружностей, дуг, соответствующих чертежу делали.
Разметочный инструмент
Таблица 4
| Инструмент | Назначение |
| 1. Линейка, метр | Измерение размеров и разметка |
| 2. Угольник | Разметка и измерение прямых углов |
| 3. Ерунок | Разметка и измерение углов 45۫ и 135۫۫ |
| 4. Малка | Разметка углов различной величины |
| 5. Рейсмус | Разметка параллельных линий |
| 6. Кронциркуль | Измерение наружных диаметров |
| 7. Нутромер | Измерение внутренних диаметров |
| 8. Циркуль | Разметка окружностей и дуг |
| 9. Штангенциркуль | Точная разметка и измерение |
| 10. Шаблоны | Разметка большого количества деталей одного размера |
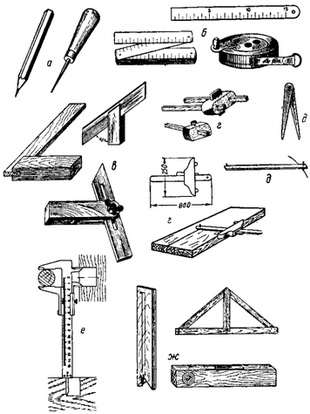
Рис. 5 Размёточный инструмент
Пиление древесины
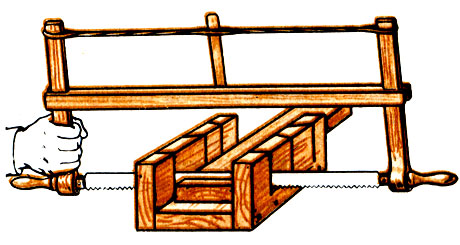
Пиление – процесс закрытого разрезания древесины на части с образованием между ними пропила.
Пропил ограничивается тремя гранями:
 1 - нижняя (дно)
1 - нижняя (дно)
Рис. 6 Пропил древесины 2,3 - боковые
| Способы пиления |
│
↓
| 1. Ручными пилами | 2. Электрофицированными пилами | 3. Круглопильными станками | ||
Элементы зубьев пилы
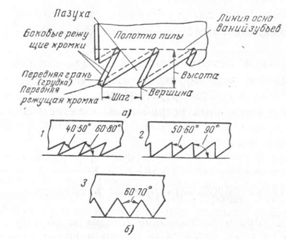
Рис. 7 Элементы зубьев пилы
- Полотно.
- Линия основания зубьев.
- Боковые грани зубьев.
- Режущая кромка зуба.
- Пазуха.
- вершина зуба
- Р – шаг пилы (расстояние между вершинами соседних зубьев).
- t – высота зуба (расстояние от линии основания зуба до вершины).
|
|
Форма зубьев и угол заострения зависит от вида пиления.
| Виды пиления |
_______________________↓ ______________________________
↓ ↓ ↓
| 1. Продольное | 2. Поперечное | 3. Смешанное |
Таблица 5
| № | Назначение пилы | Эскиз | Описание |
| 1. | Для поперечного пиления | б 
| Имеет форму равнобедренного треугольника и двустороннюю заточку |
| 2. | Для продольного пиления | 
| Имеют острый угол и прямую заточку |
| 3. | Для смешанного пиления | 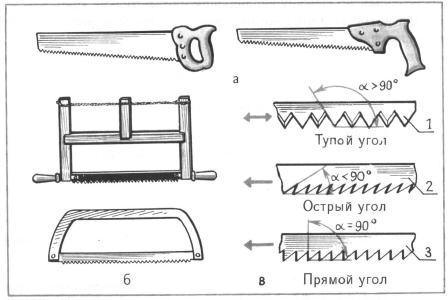
| Имеют форму равнобедренного треугольника с прямым углом в сторону пиления |
Пилы изготовляют из инструментальных углеродистых сталей У9А, У10А.
Подготовка пил к работе
- Очистка от ржавчины, смоляного налёта;
- Выравнивание по профилю и высоте зубьев;
- Развод зубьев (уменьшение трения о древесину);
- Заострение зубьев.
Строгание древесины

Строгание – срезание с заготовки слоя древесины при помощи стругов для получения заданных размеров, формы и ровных поверхностей.
Виды стругов
Таблица 7
| Виды стругов | Выполняемая работа |
| Шерхебель | для чистовой обработки поверхностей изделий (нож ровный) |
| Рубанок | для предварительного строгания досок и заготовок (нож полукруглый) |
| Фуганок | для точного строгания больших поверхностей и для выравнивания длинных кромок |
| Шлифтик | короткий рубанок с двойной железкой, установленной под 50۫-60۫ для окончательной зачистки |
| Цанубель | для получения мелких бороздок на склеиваемых поверхностях (нож с насечками) |
| Зензубель | для отборки и зачистки четвертей на кромках деталей (нож узкий, колодка узкая). |
| Калевка | для получения фигурных поверхностей (нож и колодка фигурные) |
| Гантель | для выстрагивания полукруглых желобов (нож и колодка полукруглые) |
| Шпунтубель | для выполнения шпунтов или канавок прямоугольной формы (узкий нож) |
| Горбач | для строгания выпуклых и вогнутых поверхностей (колодка или выпуклая или вогнутая) |
| Цикля | для тонкой зачистки плоских поверхностей |
Устройство струга
|
|
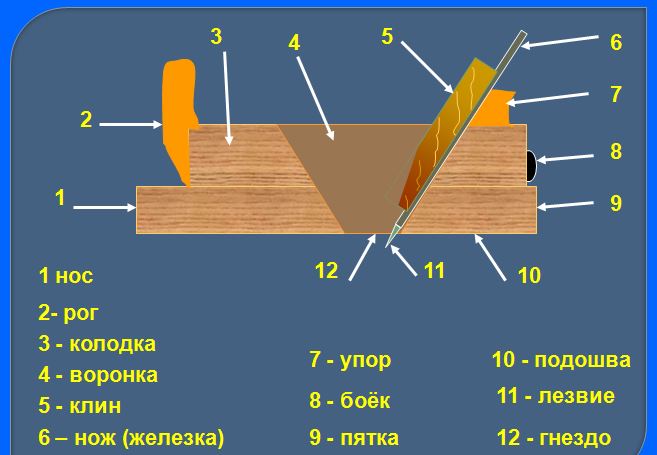
Рис.8 Устройство струга
Вылет ножа шерхебеля 1-3 мм.
Вылет ножа других стругов 0,1-0,3 мм
Долбление древесины

Долбление – выборка в древесине гнёзд, пазов, проушин, сквозных и отверстий, подрезка подгоняемых деталей, изготовление мелких фасонных деталей.
| Инструменты для долбления |
________________↓_______________
↓ ↓
| Долота | Стамески |
Устройство долота Устройство стамески
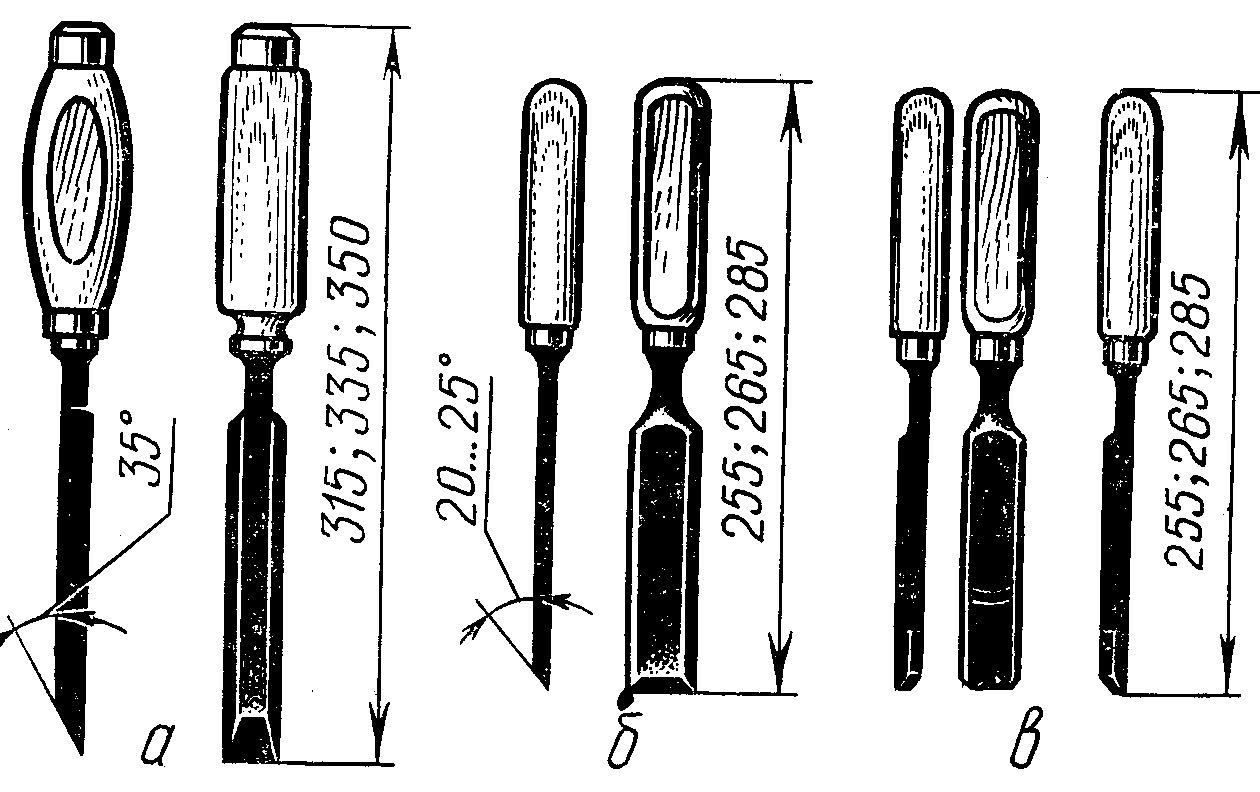
- ручка; 3. кольцо; 5. шейка; 7. лезвие.
- хвостовик; 4. буртик; 6. резец;
Рис. 9 Инструменты для долбления
| Приёмы долбления |
│
| Сквозное Отверстия, гнёзда, проушины размечают с двух сторон. Отверстие получают встречным долблением. | ↓ ↔ | Глухое Отверстия, гнёзда, проушины размечают с одной стороны и долбят с одной стороны. |
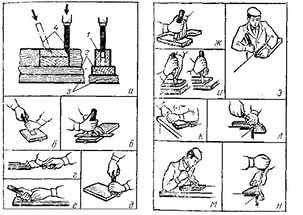 Рис.10 Приёмы долбления
Рис.10 Приёмы долбления
1 – заготовка;
2 – подставка;
3 – верстак;
4 – долото.
| Приёмы работы стамесками |
│
| Подстрагивание | ↔ | Резание с помощью линейки |
│
| Подчистка шипа | ↔ | Снятие фаски на торце |
│
| Зачистка гнезда | ↔ │ | Зачистка вогнутого торца |
↓
| Зачистка выпуклого торца |
Обточки наружных цилиндрических поверхностей и других операций на ТВ-6,7.
При обточке цилиндрических заготовок различают три поверхности (рис. 1) - поверхность, обрабатывается 1, поверхность резки 2 и обработанная поверхность 3. Разницу между обрабатываемой и обработанной поверхностямы называют припуском на обработку.

Для точения цилиндрических поверхностей применяют проходные резцы. Проходные резцы по качеству обработки разделяют на черновые и чистовые. Черновые резцы применяют для грубого обточки - обдирка, с целью быстрого снятия лишнего слоя металла. После обработки черновым резцом поверхность детали имеет глубокие риски, вследствие чего качество обработанной поверхности достаточно низкая.
Чистовые резцы применяют для получения точных размеров, предусмотренных графическим документом (чертежам, технологической картой и т.п.).
Чистовой проходной резец отличается от чернового главным образом большим радиусом закругления и высоким качеством заточки режущей части. Такой тип резца применяют для чистовых работ, выполняемых с небольшой глубиной резания и небольшой скоростью подачи.
Обточки цилиндрических поверхностей выполняют в два этапа: сначала черновым резцом снимают большую часть припуску, а затем ту часть, что осталась (0,5... 1 мм на диаметр).
Чтобы получить заданный диаметр детали, необходимо установить резец на нужную глубину резания
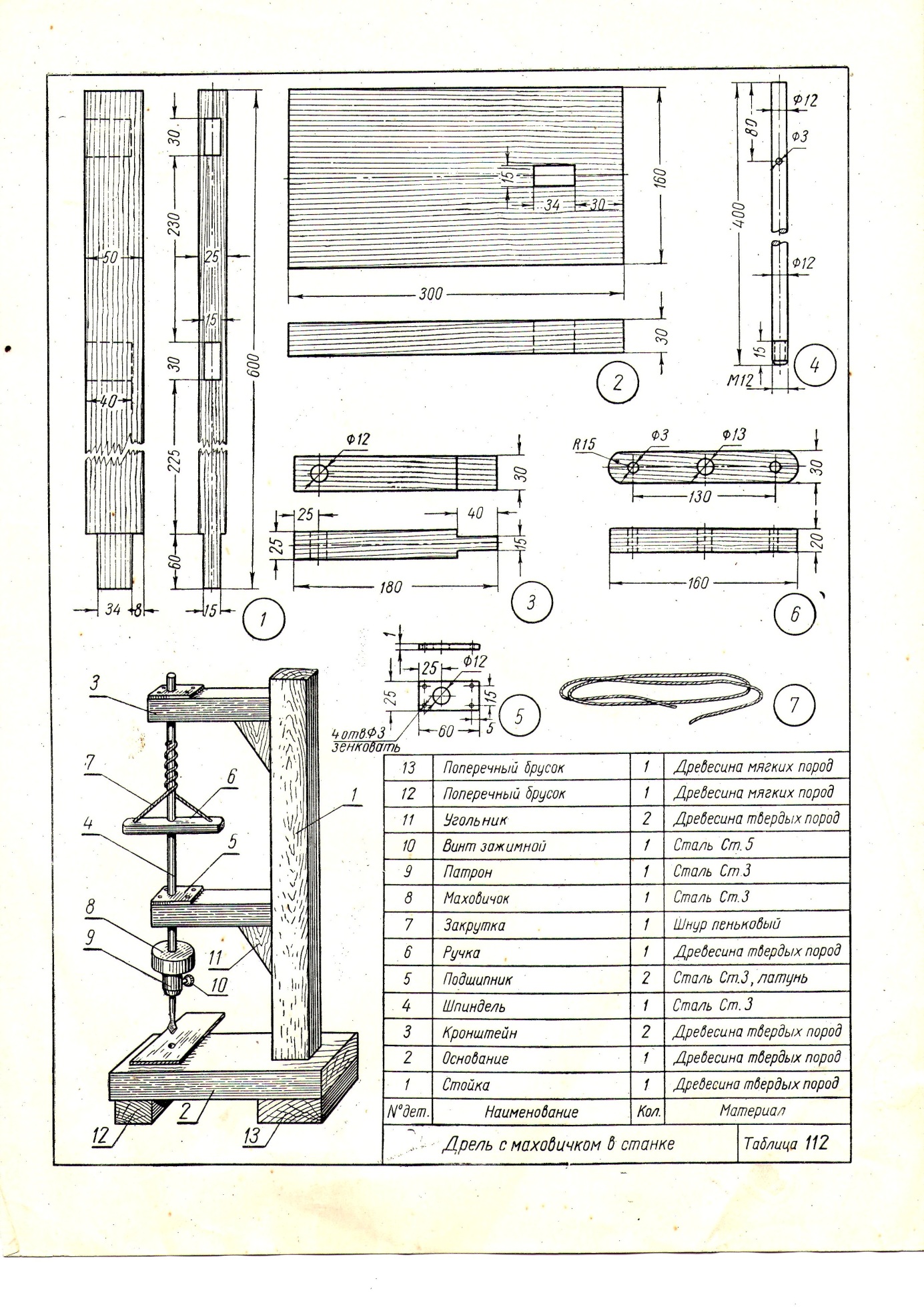

Дрель с маховичком в станке
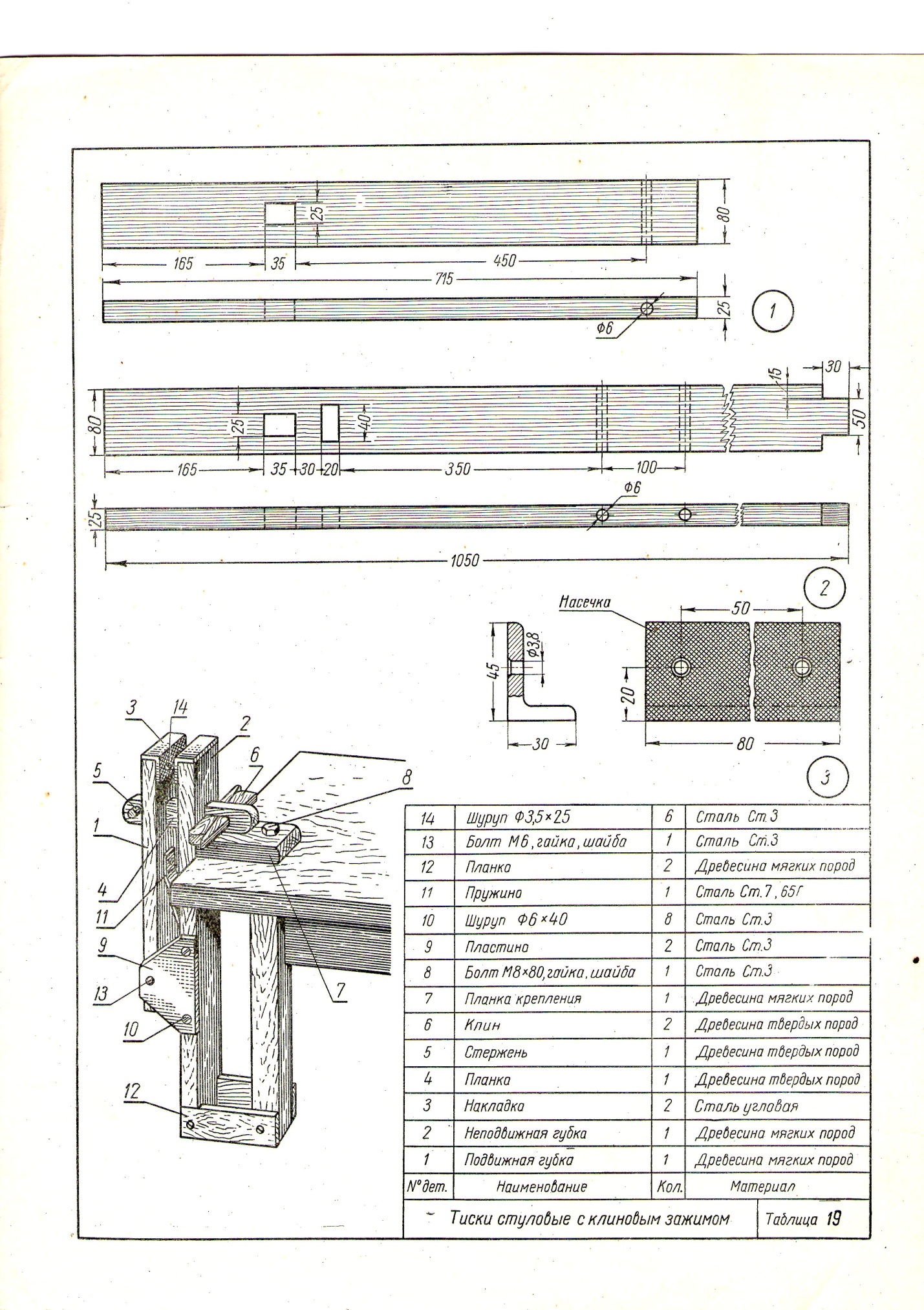

Тиски стуловые с клиновым зажимом
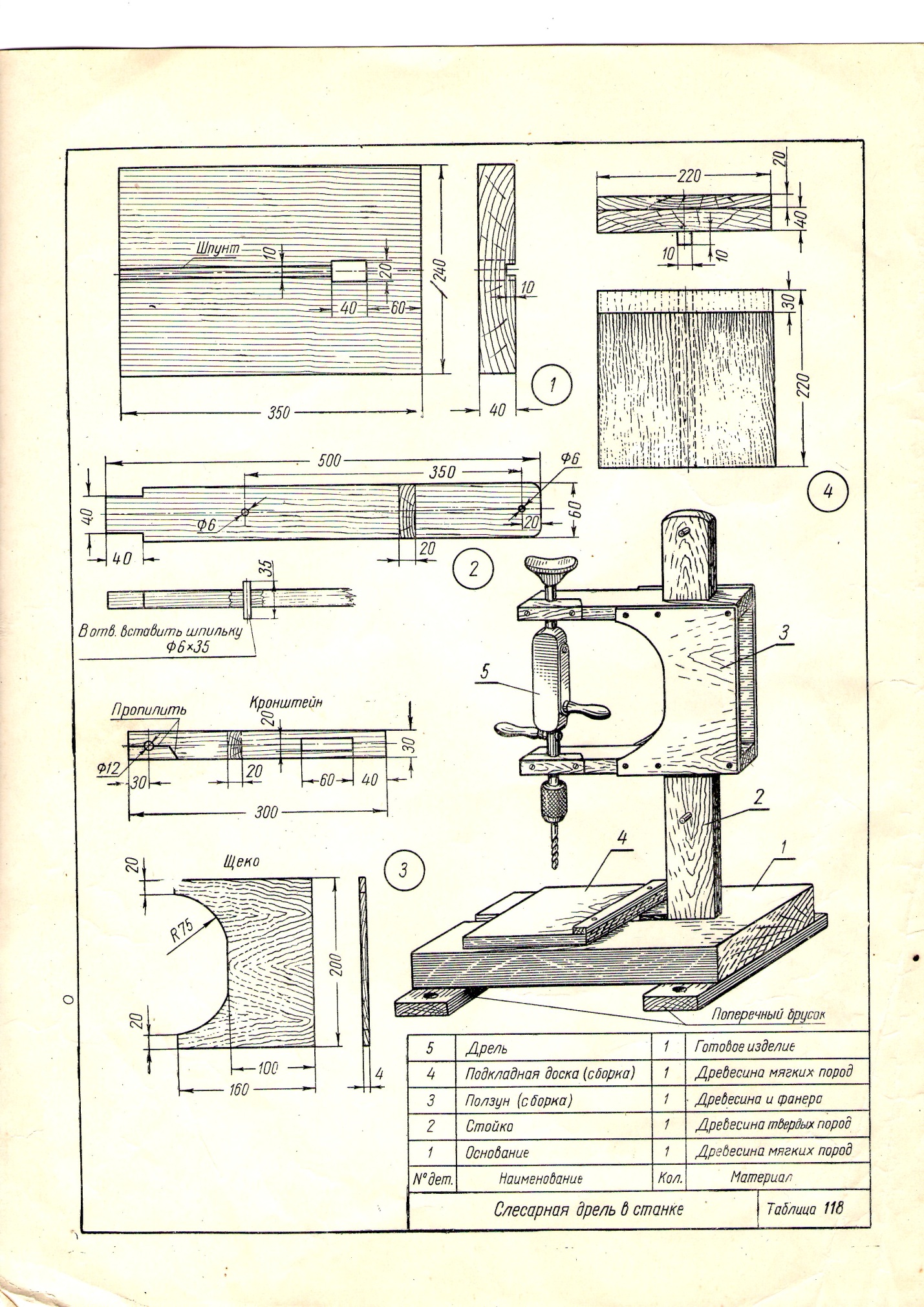
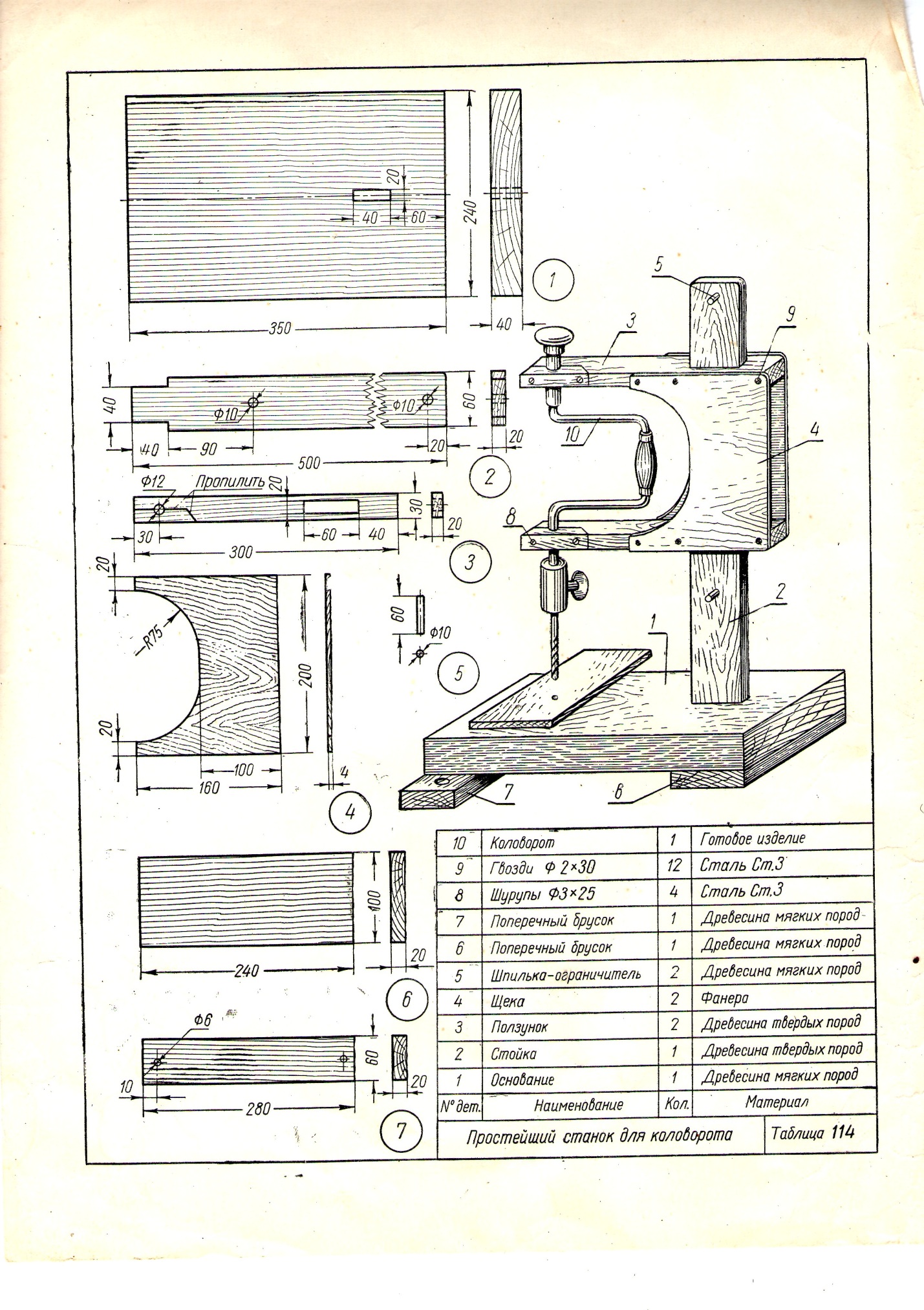

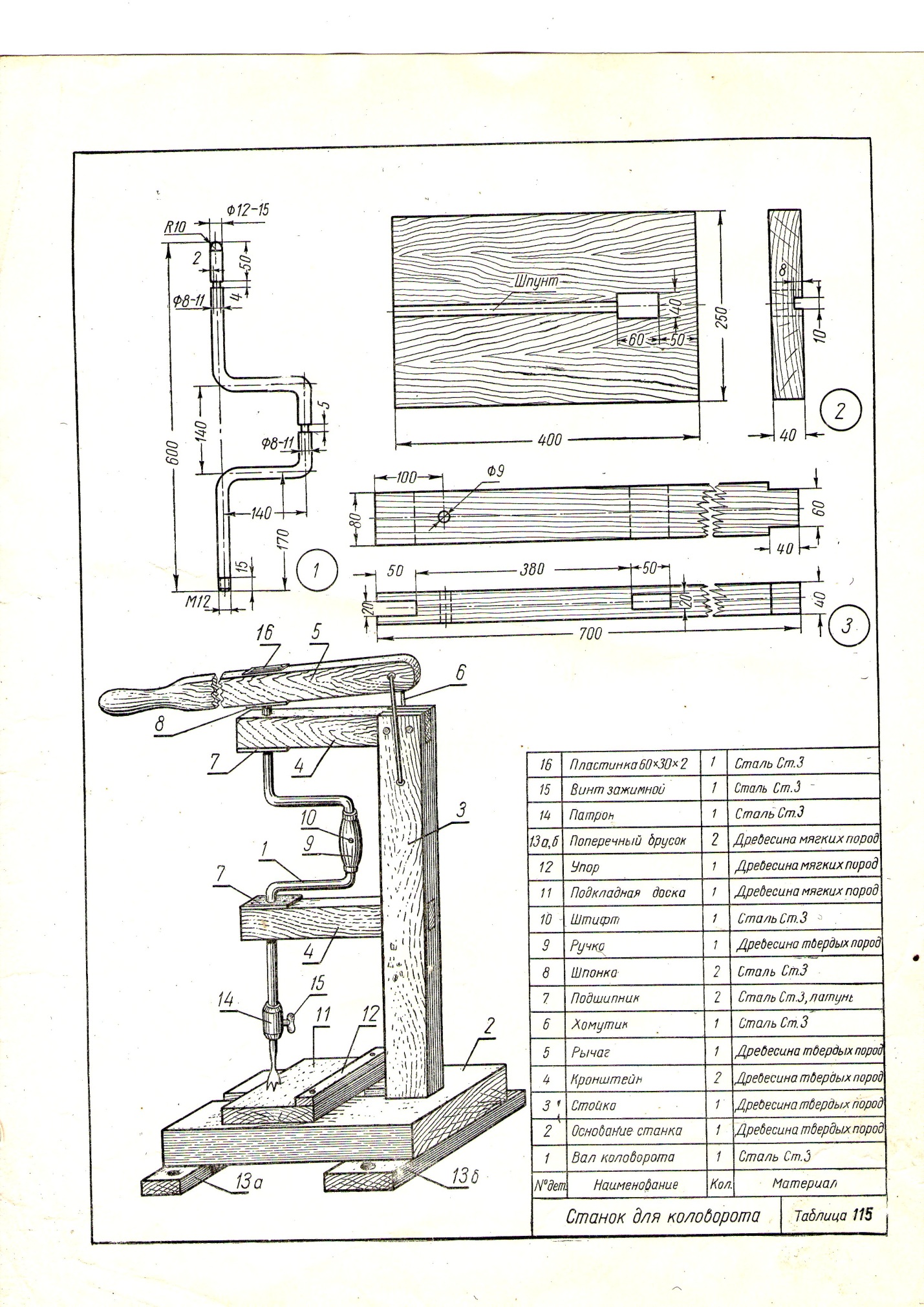
Простейший станок для коловорота Ручная дрель в станке

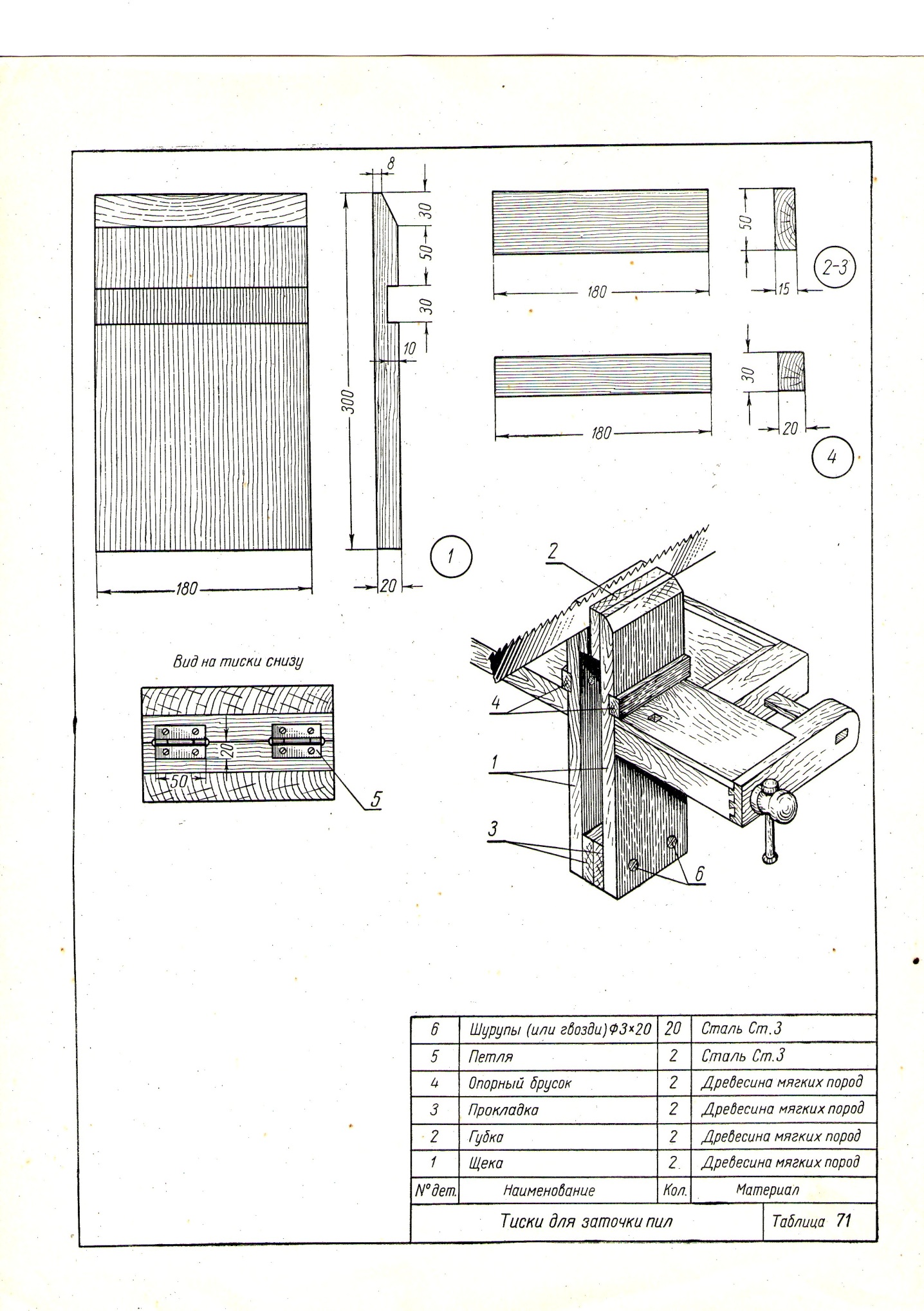
Тиски(приспособление) для заточки пил

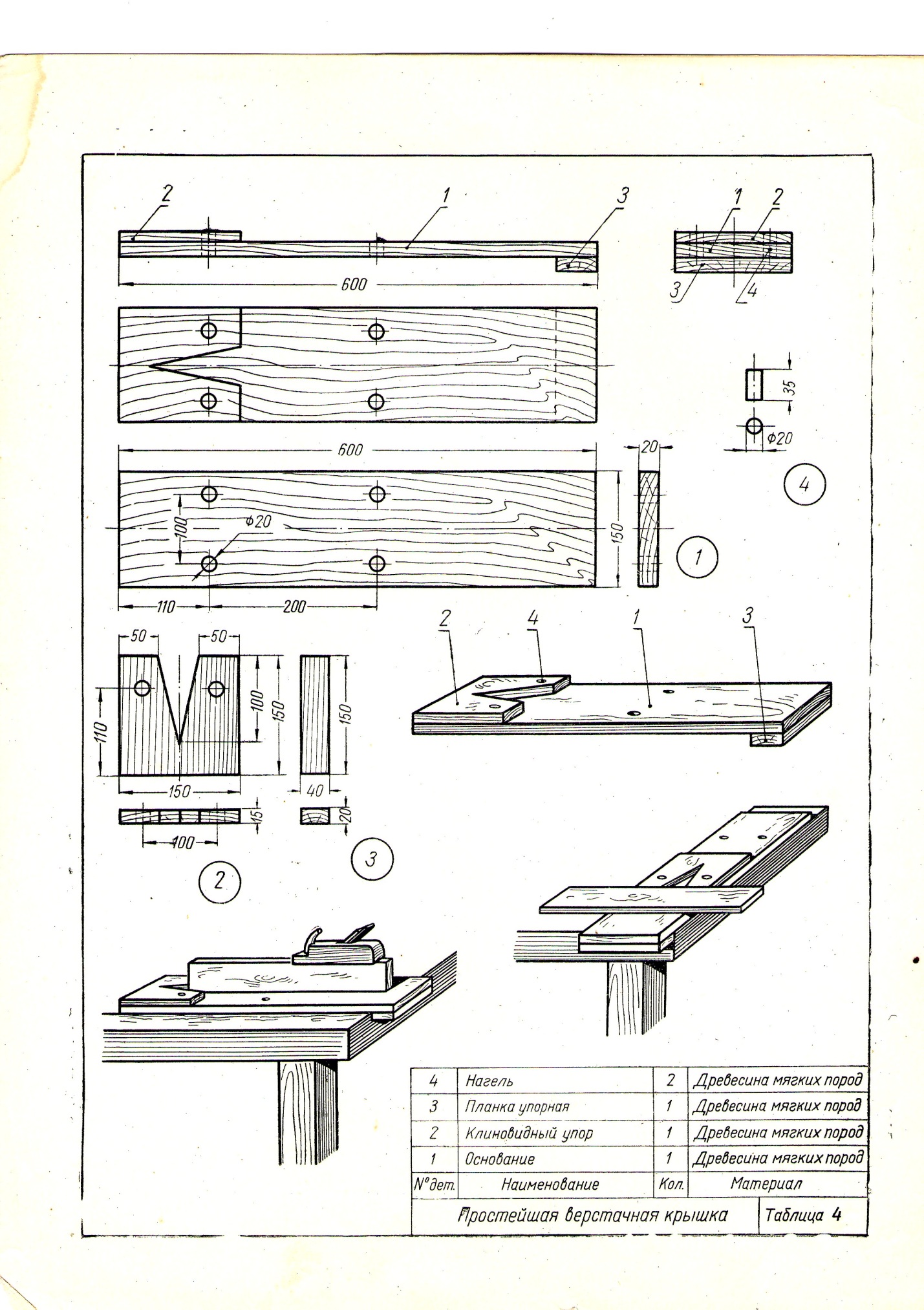
Рубанок и простейшая верстачная крышка
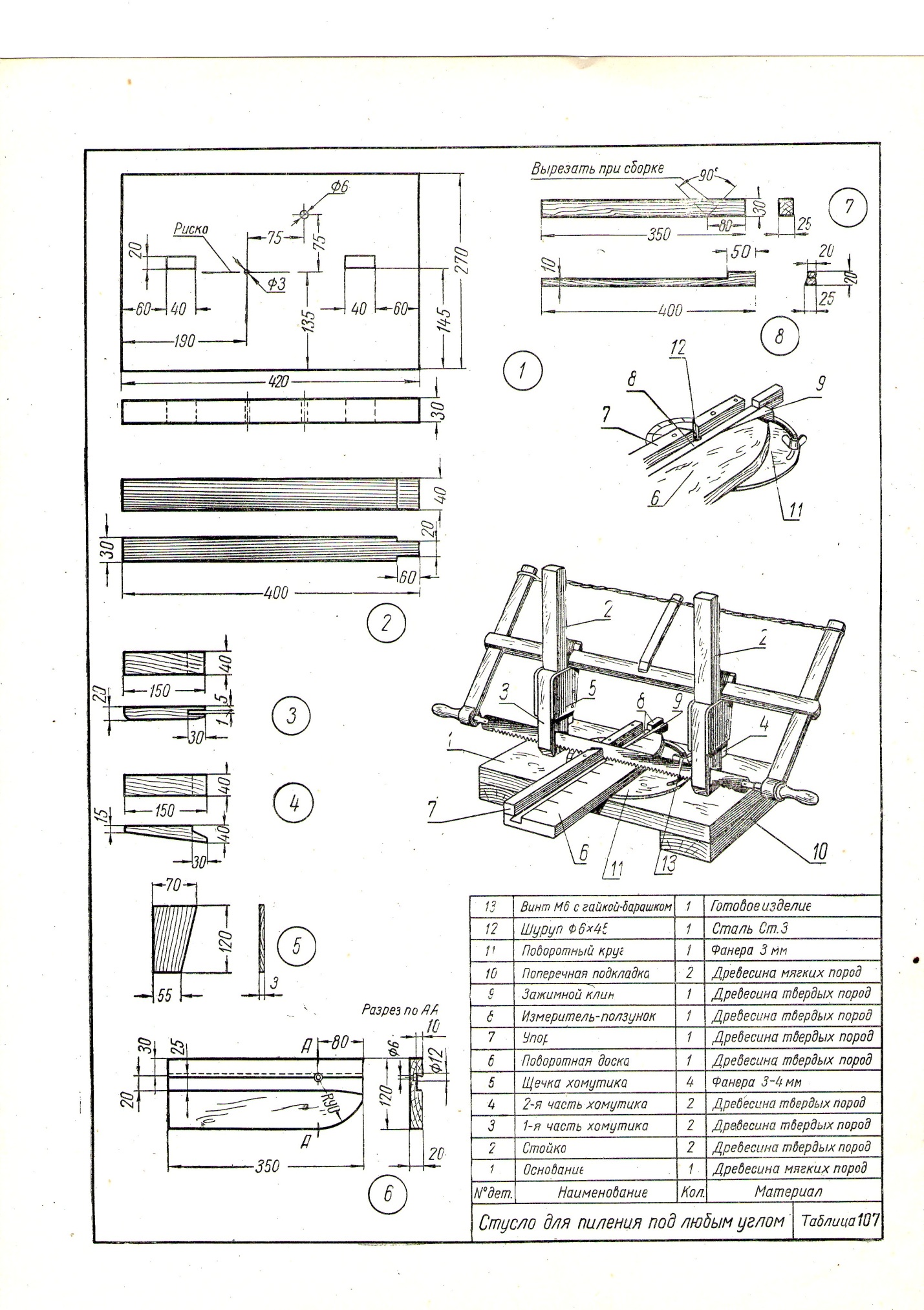
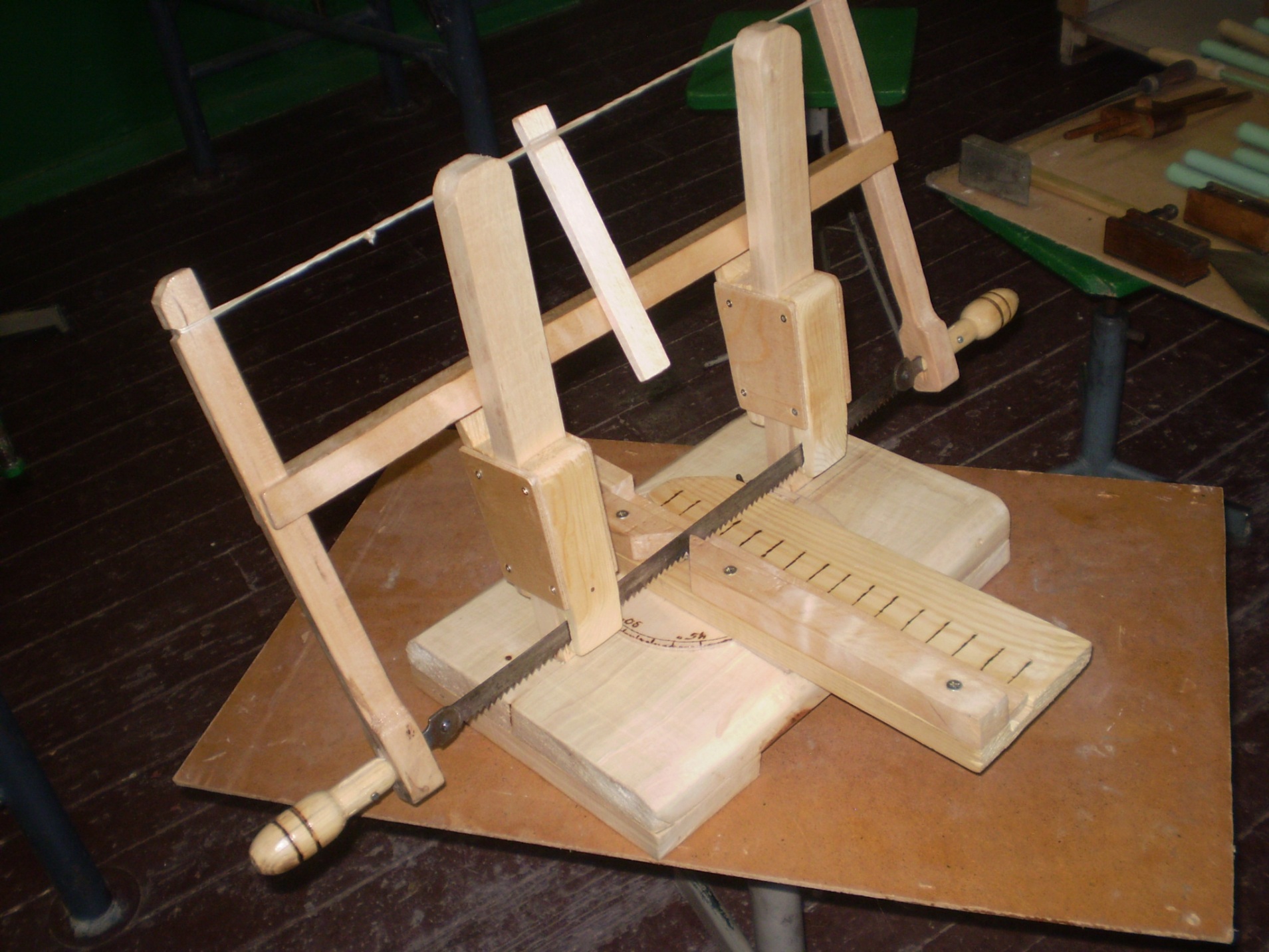
Стусло для пиления под любым углом

Станок для коловорота