В станке модели 1К62 коробка скоростей и коробка передач имеют двухрукояточное управление с наглядными шкалами. Включение механической подачи суппорта в любом направлении производятся одной мнемонической рукояткой. В станке предусмотрена возможность быстрых перемещений суппорта в продольных и поперечных направлениях. При этом включение быстрых перемещений производится той же мнемонической рукояткой, но с дополнительным нажатием кнопки, расположенной в верхней части рукоятки.Закрепление задней бабки на направляющих станины и ее освобождения так же осуществляется одной рукояткой, которая приводит в действие эксцентриковый механизм.
РЕЖУЩИЙ ИНСТРУМЕНТ.
Токарные резцы.
Основные части и элементы резцы. Резец состоит из 2 основных частей головки и стержня.
Головка - это режущая часть резца, стержень служит для закрепления резца в резцедержателе. Головка резца состоит из передней поверхности,но который отходит стружка задних поверхностей, обращенных к обрабатываемой детали, и режущих кромок. Одна из задних поверхностей называется главной, а другая - вспомогательной.
Вершиной резца называется пересечение главной и вспомогательной режущих кромок. Вершина может быть острой или закругленной.
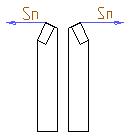
Типы токарных резцов. Токарные резцы подразделяются по роду выполняемой работы, по направлению подачи (на рисунках указана стрелкой Sп), по форме головки, по материалу режущей части и по способу присоединения режущей части резца к его стержню.
По роду выполняемой работы различают следующие токарные резцы: проходные, подрезные, прорезные, отрезные, расточные, резьбовые и фасонные. Почти все резцы делятся на правые и левые.
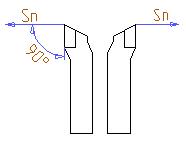
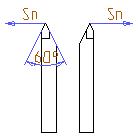
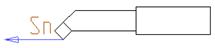
Проходные резцы применяют для наружного точения деталей с продольной подачей. Они разделяются на проходные с углом 30-60 градусов и проходные - упорные с углом 90 градусов для обработки уступов. Для продольного обтачивания применяют проходные черновые и чистовые резцы.
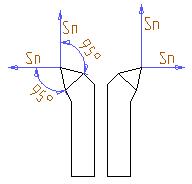
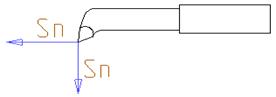
Отогнутые резцы очень удобны при обтачивании поверхностей деталей, находящихся около кулачков патрона. Отогнутый резец удобно применять и в том случае, когда помимо обтачивания приходится подрезать торец, а так же для работы с врезанием. При обдирке следует применять резцы с узкой фаской у режущей кромки и плоской или криволинейной передней поверхностью. Такие резцы изнашиваются меньше, чем резцы с плоской передней поверхностью, кроме того, резцы с радиусной канавкой и фаской хорошо завивают, а иногда и ломают стружку.
Подрезные торцевые резцы применяют для обработки торцевых поверхностей. Отогнутый подрезной резец можно использовать в труднообрабатываемых местах, например когда приходиться вплотную подавать резец к кулачкам патрона.
Прорезные и отрезные резцы используют для прорезания канавки определенной ширины. Отрезные резцы служат для отрезания обработанной детали.
Расточные резцы применяют для растачивания сквозных и глухих отверстий.
Фасонные резцы используют для обработки различных фасонных поверхностей.
По направлению подачи резцы делятся на правые и левые.
Правыми называют резцы, которыми работают при подаче справа на лево, т.е. от задней к передней бабке, у которых соответственно этому главная режущая кромка расположена слева.
Левыми называют резцы, которыми работают при подаче слева на право, т.е. от передней к задней бабке станка. Главная режущая кромка левых резцов расположена справа.
Чтобы определить является ли резец правым или левым поступают так: накладывают на него ладонью вниз руку таким образом, чтобы пальцы были направлены к вершине резца.
По материалу режущей части резцы разделяются на быстрорежущие, твердосплавные, минералокерамические и алмазные.
Быстрорежущие резцы применяют для черновой и чистовой обработки стали на станках сравнительно небольшой мощности.
Твердосплавные резцы используют для черновой и чистовой обработки чугуна, стали, цветных металлов и неметаллических материалов с большой скоростью резания на современных мощных, быстроходных токарных станках.
Резцы с минералокерамическими пластинками применяют для получистовой и чистовой обработки чугуна и стали при условии безударной нагрузки.
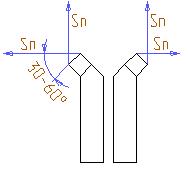

а) б) а) б)
Рис. 2. Резцы проходные правые и левые: Рис. 3. Резцы подрезные правые и левые:
а) прямой, б) отогнутый а) торцевой, б) подрезной


а) б) а) б)
Рис. 4. Резцы проходные упорные правые и левые: Рис. 5. Резцы правые и левые:
а) прямой, б) отогнутый а) отрезной, б) резьбовой




а) б) в)
Рис. 6. Резец чистовой лопаточный: Рис. 7. Резцы для обработки фасонных поверхностей
а) галтельный, б) с вогнутым профилем, в) с выпуклым профилем


а) б) в)


г) д) е)
Рис. 8 Резцы расточные:
а) фасонный, б) канавочный, в) подрезной для глухих отверстий, г) резьбовой,
д) проходной для сквозных отверстий, е) упорный для глухих отверсий
Алмазные резцы предназначены для тонкого точения и растачивания преимущественно цветных металлов и сплавов.По способу присоединения режущей части резца к его стержню различают резцы с неразъемным креплением (наварные, напайные) и сборные (с механическим креплением).