ЛАБОРАТОРНАЯ РАБОТА № 2
Статистический метод исследования точности обработки
На настроенном станке
Цель работы:
1. Произвести математическую обработку результатов измерения партии деталей для определения меры рассеяния размеров партии деталей.
2. Построить кривые фактического и нормального распределения размеров.
Применяемое оборудование, приспособления и инструменты:
· рабочий чертеж (или эскиз) детали;
· образцы деталей, предварительно обработанных (не менее 50 шт.) или данные об их замерах по диаметру;
· измерительный инструмент – микрометр 0 – 25 (цена деления 0,01 мм) со стойкой;
· справочники и справочные пособия.
Порядок выполнения работы:
1. Обмер деталей партии по рассматриваемому параметру и внесение
результатов в графы 1, 2 и 3 таблицы 1 (или использование готовых данных из этих граф).
2.Расчет данных и заполнение граф 4 – 8 таблицы 1.
3.Расчет меры рассеивания и установление возможности брака.
4.Определение среднего арифметического значения размера.
5.Определение среднего квадратичного отклонения – величины погрешности.
6.Построение графиков фактического и нормального распределения.
7.Расчет процента брака исправимого и неисправимого, а также процента выхода годных деталей.
8.Выводы о качестве наладки станка и рекомендации по ее улучшению.
Содержание отчета:
1.Наименование работы;
2. Цель работы;
3.Исходные данные (согласно варианта).Данные об измерительных средствах (наименование, тип, цена деления);
4.Эскиз детали;
5. Составление таблицы интервалов, частости, квадратичных отклонений;
6.Построение кривых фактического и нормального распределения с расчетами;
7.Выводы и предложения.
Пример выполнения лабораторной работы
(вариант №1, первая размерная группа)
1. Исходные данные
Вариант № 1
В порядке анализа точности обработки деталей по наружной цилиндрической поверхностиØ12-0,07 на станке обработана партия деталей (рис. 1) в количестве 100 штук и произведены замеры исследуемого размера. Детали партии обработаны при одной настройке станка без смены и переналадки инструмента. Контролируемый размер измеряли микрометром и результаты измерений распределили по размерным группам с интервалом в 0,01 мм. Таких групп получилось 11.
Эти исходные данные внесены в графы 1,2,3 таблицы 1.
Таблица 1 – Результаты обмера и расчета
| Исходные данные | Расчетные данные | ||||||
| Номер размерной группы | Интервалы размеров в группе
D  , D , D  , мм , мм
| Число деталей в группе
 , шт. , шт.
| Средний размер группы (в интервале) Dср.гр, мм | Произведение данных по графам 3 и 4
 , мм , мм
| Отклонение среднего размера группы от среднего арифметического
 , мм , мм
| Квадратичное отклонение среднего размера группы от среднего арифметического

| Произведение квадратичного отклонения на числодеталей
в размерной группе
 , мм2 , мм2
|
| 11,91-11,92 | 11,915 | 11,915 | -0,0506 | 25,6036  10-4 10-4
| 25,6036 10-4
| ||
| 11,92-11,93 | |||||||
| 11,93-11,94 | |||||||
| 11,94-11,95 | |||||||
| 11,95-11,96 | |||||||
| 11,96-11,97 | |||||||
| 11,97-11,98 | |||||||
| 11,98-11,99 | |||||||
| 11,99-12,00 | |||||||
| 12,00-12,01 | |||||||
| 12,01-12,02 | |||||||

| 
| Итого:? |
Вариант № 2
В порядке анализа точности обработки деталей по наружной цилиндрической поверхностиØ15 -0,12 на станке обработана партия деталей (рис. 1) в количестве 60 штук и произведены замеры исследуемого размера. Детали партии обработаны при одной настройке станка без смены и переналадки инструмента. Контролируемый размер измеряли микрометром и результаты измерений распределили по размерным группам с интервалом в 0,02 мм. Таких групп получилось 10.
Эти исходные данные внесены в графы 1,2,3 таблицы 2.
Таблица 2 – Результаты обмера и расчета
| Исходные данные | Расчетные данные | ||||||
| Номер размерной группы | Интервалы размеров в группе
D , D , мм
| Число деталей в группе
, шт.
| Средний размер группы (в интервале) Dср.гр, мм | Произведение данных по графам 3 и 4
, мм
| Отклонение среднего размера группы от среднего арифметического
, мм
| Квадратичное отклонение среднего размера группы от среднего арифметического
| Произведение квадратичного отклонения на числодеталей
в размерной группе
, мм2
|
| 14,84 – 14,86 | |||||||
| 14,86 – 14,88 | |||||||
| 14,88 – 14,90 | |||||||
| 14,90 – 14,92 | |||||||
| 14,92 – 14,94 | |||||||
| 14,94 – 14,96 | |||||||
| 14,96 – 14,98 | |||||||
| 14,98 – 15,00 | |||||||
| 15,00 – 15,02 | |||||||
| 15,02 – 15,04 | |||||||

|
| Итого:? |
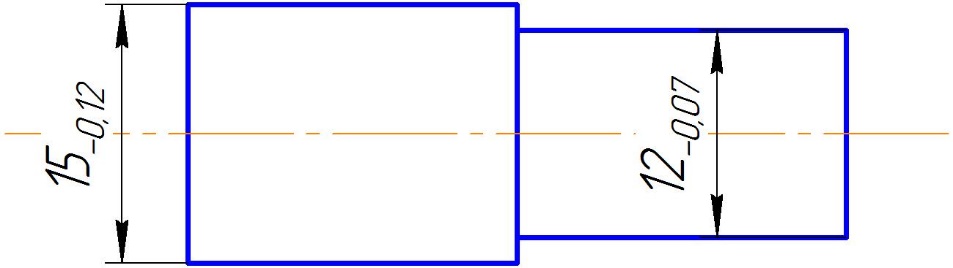
Рисунок 1 Эскиз детали