Ремонт уплотняющих устройств
Уплотнение неподвижных соединений
Наиболее распространенным средством уплотнения неподвижных соединений деталей являются прокладки из легко деформируемых материалов: свинца, меди, алюминия, технического картона, плотной бумаги, паронита, асбеста, резины сплошной или с тканевой прослойкой и различных пластмасс (хлорвинила, фторопласта, кожи, фибры) (табл. 1).
Таблица 1. Материалы, применяемые для изготовления прокладок
| Материал | Рабочая среда | Температура среды, °С | Рабочее давление среды, кГс/см2 |
| Свинец | Кислоты | – | |
| Резина сплошная | Вода, воздух, вакуум | ||
| Картон технический промасленный | Вода, нефть, масло | ||
| Паронит | Воздух | ||
| Резина с парусиновой прослойкой | Вода, воздух | ||
| Резина с металлической сеткой | Вода, воздух | ||
| Полотно армированное | Вода, воздух | – | |
| Медь | Пар | ||
| Асбометалл с медной оболочкой | Пар | ||
| Алюминий | Пар | ||
| Алюминий | Нефть, масло | 300 – 400 | 30 – 60 |
| Мягкое железо | Вода, пар | ||
| Нержавеющая сталь | Пар | ||
| Полихлорвинил | Кислоты, бензин | ||
| Паронит УВ | Бензин, керосин, масло | ||
| Паронит Л и ЛВ | Вода, пар | ||
| Асбест | Отработанный пар, горячие газы | 1,5 |
При ремонте устройств пневматических и гидравлических систем необходимо следить за тем, чтобы форма прокладок соответствовала прилегающим поверхностям обеих деталей. Выбор толщины и материала прокладки имеет большое значение для герметичности соединения. Необходимо учитывать возможность сжатия материала прокладки (с учетом ее толщины) с тем, чтобы компенсировать отклонение от параллельности уплотняемых плоскостей соединяемых деталей.
|
|
Картонные и бумажные прокладки не должны иметь вырванных мест и разрывов. Поверхность прокладки должна быть ровной, чистой, без морщин и складок. Неравномерность толщины прокладок допускается не более 0,1–0,15 мм по всей поверхности. Для предохранения от размокания картонные и бумажные прокладки предварительно пропитывают олифой или машинным маслом. Перед пропитыванием прокладки рекомендуется смочить горячей водой и высушить. При этом прокладка набухает, пористость ее увеличивается и она лучше пропитывается горячим маслом (20–30 мин). Картонные и бумажные прокладки применяют для уплотнения стыков деталей, по которым перемещается вода или масло и др. под давлением.
Уплотняемые поверхности должны быть чистыми, без забоин и заусенцев. Отверстия на прокладках и на соединяемых стыках должны совпадать, возможное перекрытие должно быть не более 0,1 диаметра отверстия.
Замкнутые кольцевые канавки на уплотняемых поверхностях деталей улучшают уплотнение, а поперечные резко ухудшают его. Картонные и бумажные прокладки ставят на нитролаке или маслостойком клее.
Резиновые кольца
Более совершенными уплотнениями подвижных и неподвижных соединений являются резиновые кольца из маслостойкой резины (рис. 1). Начальное уплотнение соединений с круглыми кольцами обеспечивают деформацией кольца в канавке, так как глубину канавки под кольцо делают меньше его диаметра.
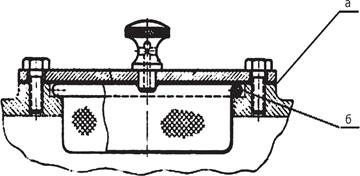 Рис. 1. Уплотнение неподвижных соединений деталей: а — прокладка; б — резиновое кольцо или шнур
Рис. 1. Уплотнение неподвижных соединений деталей: а — прокладка; б — резиновое кольцо или шнур
|
|
Ширину канавки делают такой, чтобы кольцо в ней свободно размещалось в сжатом состоянии (при отсутствии начальной деформации кольцо уплотнять не будет). При воздействии давления кольцо расширяется и дополнительно уплотняет зазор. Резиновые кольца применяются для герметизации подвижных и неподвижных соединений, работающих при давлениях до 25 МПа, при давлениях свыше 10 МПа под кольца ставят защитные шайбы из фторопласта. Кольца круглого сечения могут работать при температуре от –50 до +100° С в зоне уплотнения. При монтаже кольца закладываются в прямоугольные канавки с обжатием по поперечному сечению в пределах 5–6%. Срок службы колец круглого сечения зависит от качества обработки поверхностей трения металла детали о резину (обычно не менее 1,25 Ra), сорта, твердости, упругости (эластичности) резины.
Достоинствами колец круглого сечения являются компактность, надежность работы, небольшие потери на трение и нетребовательность в уходе при эксплуатации.
Уплотнение подвижных соединений
Эластичный трущийся элемент уплотняющего устройства изготовляют из фетра или войлока, реже из пробки, пластмасс и специальных материалов, содержащих органические либо волокнистые неорганические вещества, связанные синтетическим каучуком или иными клеящими составами (рис. 2).
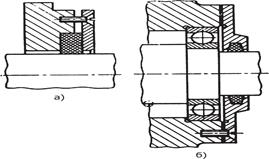 . 2. Уплотнение валов эластичными трущимися уплотнениями: а — кольцо с возможностью сжатия; б — кольцо, устанавливаемое в крышке
. 2. Уплотнение валов эластичными трущимися уплотнениями: а — кольцо с возможностью сжатия; б — кольцо, устанавливаемое в крышке
В зависимости от жесткости материала уплотняющее кольцо изготовляют целым или разрезным.
Такие устройства просты по конструкции и дешевы. Недостатком их является быстрый износ трущегося элемента. Кроме того, трение уплотняющего элемента о вал, корпус или другие детали узла повышает температуру деталей и узла в целом.
|
|
Кольца из войлока, фетра, пробки и пеньки не рекомендуется применять при высоких температурах, в кислотной или щелочной внешней среде, а также в конструкциях, где окружные скорости на поверхностях трения превосходят нормативы, допускаемые для выбранных трущихся материалов при принятом методе обработки их поверхности.
Контакт уплотняющих деталей с рабочими деталями машины обеспечивается за счет упругости применяемого материала или за счет внешних сил. Такие уплотнения защищают подшипниковые узлы от вытекания смазки и от попадания в них пыли и грязи. Эти уплотнения эффективны при окружных скоростях вала, не превышающих 5 м/сек. Если контактная поверхность вала полирована, то допускают окружные скорости до 8 м/сек.
Перед установкой войлочных (фетровых) колец проверяют состояние поверхности вала под войлочным кольцом (при наличии заусенцев, забоин, коррозии и грубых рисок, их удаляют) и концентричность кольцевого паза под войлочное кольцо в корпусе (крышке) относительно оси расточки. Одновременно необходимо убедиться в отсутствии трения подвижных деталей о неподвижные, т.е. в наличии кольцевого зазора между валом и корпусом.
Войлочные кольца изготовляют цельными или разрезными. В последнем случае заготовка представляет собой полоску войлока прямоугольного сечения, длина которой равна 1,9 (D+d), где D — наружный диаметр кольца и d — его внутренний диаметр. Концы полоски срезают под углом 20–25° и сшивают не менее, чем двумя швами.
Заготовку кольца вырезают так, чтобы волокна войлока располагались вдоль заготовки. Плоскости среза должны плотно прилегать одна к другой и не иметь относительного смещения. В месте сшивки упругость кольца не должна заметно отличаться от упругости его на других участках.
Войлочные кольца ровно обрезают или отштамповывают без надрывов, скосов и других повреждений. Направление среза кольца выбирают с учетом направления вращения вала и расположения подшипника по отношению к кольцу. При неправильном направлении среза вращающийся вал заминает тонкий срез кольца и в подшипник могут попасть частицы войлока.
Перед установкой войлочного кольца в паз крышки подшипникового узла его пропитывают различными маслами или составами. Для пропитки обычно используют горячее (t=90° C) масло марки индустриальное 12, индустриальное 20 или горячий состав масел. Для пропитки войлочные кольца погружают в закрытый сосуд не менее, чем на 5 часов, а затем просушивают в течение 6 часов. Пропитывают и сушат в помещении при температуре не менее +15 °С. Войлочные кольца до установки в узел хранят в чистом и сухом месте.
Установленное войлочное кольцо в паз крышки должно плотно, без просветов, охватывать вал. Слишком сильное обжатие вала войлочным кольцом ведет к увеличению трения и чрезмерному повышению температуры узла и при температуре 90° С войлок быстро разрушается.
Правильность установки войлочных колец проверяют по температуре нагрева вращающегося вала и отсутствию утечки смазки из узла.
По конструктивному оформлению уплотняющие устройства могут быть разнообразными.
При плановых ремонтах и осмотрах подшипниковых узлов войлочные (фетровые) кольца, имеющие признаки износа и потерявшие упругость, заменяют.
При этом измеряют паз и вал и по полученным данным определяют необходимые размеры нового войлочного кольца. Паз под кольцо очищают от грязи, если на валу имеются грубые риски и забоины, то их удаляют.
Кольца, не пропитанные маслом (смесью), устанавливать нельзя.
Войлочное кольцо должно неподвижно сидеть в пазу корпуса (крышки) и плотно охватывать шейку вала, не препятствуя его свободному вращению. Кольца, бывшие в употреблении и не потерявшие упругости и своих размеров, можно использовать после тщательной очистки их от масла, пыли и грязи.
Очищают кольца кипячением в воде, промывкой дизельным топливом или керосином.