При электрошлаковой сварке основной и электродный металлы расплавляются теплотой, выделяющейся при прохождении электрического тока через шлаковую ванну. Шлак представляет собой расплавленный, обладающий электропроводностью флюс. Процесс электрошлаковой сварки (рис. 6) начинается с образования шлаковой ванны (4) в пространстве между кромками основного металла (1) и формирующими устройствами (3) типа ползунов или пластин, охлаждаемыми водой, путем расплавления флюса электрической дугой, возбуждаемой между сварочной проволокой (2) и вводной планкой (6).
После накопления определенного количества жидкого шлака дуга шунтируется шлаком и гаснет, а подача проволоки и подвод тока продолжаются. При прохождении тока через расплавленный шлак, являющийся токопроводящим электролитом, в нем выделяется теплота, достаточная для поддержания высокой температуры шлака – до 2000 °C и расплавления основного металла и электродной проволоки. За счет разницы в плотности электродный металл (плотность жидкого металла значительно больше плотности компонентов шлака) опускается на дно расплава, образуя металлическую ванну (5), а расплавленный флюс находится в верхней части расплава, образуя шлаковую ванну (4).
Шлаковая ванна, находясь сверху, защищает жидкий металл от окисления воздухом.
В начальном и конечном участках образуются дефекты. В начале шва – непровар кромок, а в конце шва – усадочная раковина и неметаллические соединения.
Наиболее экономически выгодным является применение электрошлаковой сварки при изготовлении толстостенных конструкций в тяжелом машиностроении, для изготовления ковано-сварных и лито-сварных конструкций, таких как станины и детали мощных прессов и станков, коленчатые валы судовых двигателей, роторы и валы гидротурбин, котлы высокого давления.
|
|
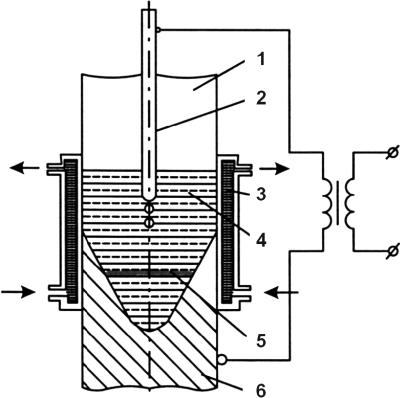
Рис. 6.
Схема процесса электрошлаковой сварки:
1 – кромки основного металла;
2 – сварочная проволока;
3 – формирующиеся устройства;
4 – шлаковая ванна;
5 – металлическая ванна;
6 – водная планка.
Технологические возможности ЭШС позволяют сваривать детали толщиной от 30–40 до 3000 мм. Для сварки используют проволоку, плавящиеся мундштуки, пластинчатые электроды, ленточные электроды. В качестве источников питания применяют специальные сварочные трансформаторы с жесткой внешней характеристикой, напряжением 30–55 В и токами от 50 А до 3000 А.
Аппараты для ЭШС условно разделяют на следующие типы:
• рельсовые аппараты, перемещающиеся по направляющим рельсам;
• безрельсовые аппараты, перемещающиеся непосредственно по изделию;
• аппараты подвесного типа, не имеющие ходового механизма, что делает их простыми и портативными.
Оборудование, необходимое для ЭШС:
• специальные сварочные аппараты;
• аппаратные шкафы;
• аппараты для подачи электродной проволоки или ленты;
• устройства для формирования сварочного шва;
• устройства фиксации и перемещения изделий.
Преимущества ЭШС:
• возможность получения за один проход сварных соединений практически любой толщины, от 25 и до 3000 мм;
• отсутствие необходимой специальной подготовки кромок свариваемых деталей;
• расход флюса в десятки раз меньший, чем при обычной электродуговой сварке;
|
|
• возможность применения электродов самой различной формы;
• улучшенная макроструктура шва (высокая однородность металла сварной ванны);
• высокая производительность процесса;
• сокращенный расход электроэнергии;
• малая зависимость зазора между соединяемыми деталями от толщины свариваемого металла и отсутствие подрезов;
• использование ЭШС для переплавки стали из отходов и получения отливок;
• возможность регулирования процесса при токах сварки от 0,2 А/мм2 и до 300 А/мм2 по сечению электрода;
• надежная защита сварочной ванны от воздуха;
• возможность получения за один проход швов переменной толщины.
Недостатки ЭШС:
• возможность сварки только в вертикальном или почти вертикальном положении свариваемых плоскостей (с отклонением от вертикали не более 30°);
• высокая степень перемешивания основного и электродного металлов;
• наличие крупнозернистой структуры в металле шва и в переходной зоне;
• необходимость изготовления и установки перед сваркой технологических деталей (планки, формирующие устройства, стартовые карманы);
• недопустимость остановки электрошлакового процесса до окончания сварки, т. к. при этом образуются неустранимые дефекты.