На рисунке 16 представлена схема холодной точечной сварки.
Свариваемые детали (1) с тщательно зачищенной поверхностью в месте соединения помещают между пуансонами (2), имеющими выступы (3). При сжатии пуансонов усилием Р выступы пуансонов (3) вдавливаются в металл до тех пор, пока они упрутся в наружную поверхность свариваемых заготовок. Форма свариваемой точки зависит от формы выступа в пуансоне.
Холодной сваркой сваривают металлы и сплавы толщиной 0,2–15 мм. Удельные усилия, зависящие от состава и толщины свариваемого материала, в среднем составляют 150–1000 МПа.
В практике применяются следующие методы точечной холодной сварки:
• сварка без предварительного зажатия деталей;
• сварка с предварительным зажатием деталей;
• сварка с односторонним деформированием деталей.
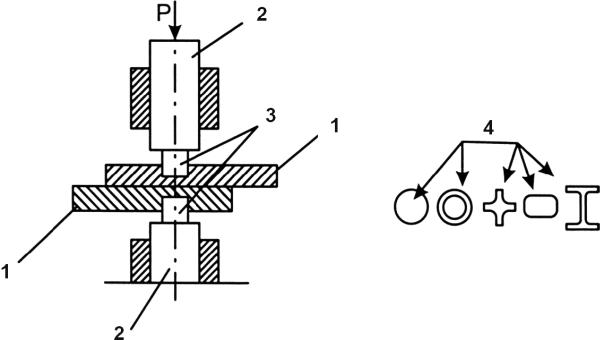
Рис. 16.
Схема холодной точечной сварки:
1 – свариваемые детали;
2 – пуансоны;
3 – выступы пуансонов;
4 – формы пуансонов.
При точечной сварке без предварительного зажатия деталей (рис. 17) с целью получения заданной прочности соединения необходимо приложить соответствующее давление пуансона. Например, для сварки алюминия это давление составляет 17–25 кгс/мм2 площади торца рабочего выступа пуансона. Для сварки меди оно должно быть увеличено в 2–4 раза. Наиболее технологичная форма выступов пуансона – прямоугольная и круглая. Ширина или диаметр рабочего выступа пуансона равны 1–3 толщинам свариваемых деталей – в зависимости от толщины последних. При сварке разнородных материалов диаметры круглых или ширины прямоугольных рабочих выступов пуансонов рекомендуется брать обратно пропорциональными твердости этих материалов.
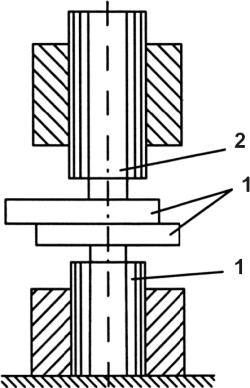
Рис. 17. Схема холодной сварки без предварительного зажатия свариваемых деталей:
1 – свариваемые детали; 2 – пуансоны.
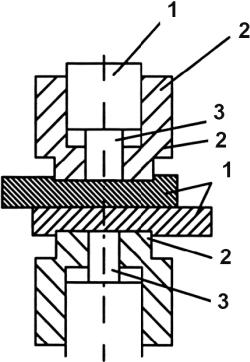
Рис. 18.
Схема холодной сварки с предварительным зажатием свариваемых деталей:
1 – свариваемые детали;
2 – прижимы; 3 – пуансоны
Недостатком этого способа является коробление деталей, что особенно затрудняет сварку деталей больших толщин (более 4 мм), а также деталей из металлов с малой пластичностью (нагартованная медь, алюминий).
Способ сварки с предварительным зажатием деталей (рис. 18) позволяет устранить основные недостатки предыдущего способа (без фиксации деталей). Отличие в том, что рабочий выступ пуансона изготавливают в виде отдельной детали, подвижной относительно опорной части, предназначенной для зажатия деталей с начала процесса сварки и до его окончания. Зажатие деталей между опорными частями (прижимами) (2) производят до вдавливания рабочих выступов пуансонов (3) в металл детали или одновременно с ним. За счет этого устраняется коробление свариваемых деталей и увеличивается прочность сварного соединения. Прочность сварного соединения растет с увеличением глубины вдавливания рабочих пуансонов в металл.
Максимальная прочность получается в том случае, когда рабочие пуансоны углубляются в металл почти на полную его толщину. При этом способе сварки давление на прижимы рекомендуется в пределах 3–5 кгс/мм2. Площадь прижима должна превышать площадь торца рабочего выступа пуансона в 15–20 раз. В частности, при сварке алюминия конечное давление на рабочий пуансон составляет 40–150 кгс/мм2 площади торца его рабочего выступа – в зависимости от толщины свариваемого металла.
Точечная холодная сварка с односторонним деформированием (рис. 19) применяется в том случае, когда по эстетическим или техническим причинам требуется ровная с какой-то одной стороны поверхность сварного соединения. Прочность сварного соединения при одностороннем деформировании достигает максимального значения при глубине вдавливания около 60 % толщины свариваемых деталей. Дальнейшее увеличение углубления пуансона не приводит к росту прочности сварного соединения. При сварке металлов с разной толщиной вдавливание пуансона рекомендуется выполнять со стороны более тонкого металла, а при значительной разнице в толщинах (например, 10 мм + 1 мм) сварка уже невозможна.
Для получения качественного соединения перед сваркой материал необходимо тщательно зачищать от окисных пленок и обезжиривать от любых органических пленок. Даже прикосновение пальцев рук резко снижает прочность сварного соединения. Прочность соединения способом холодной сварки зависит от относительной глубины вдавливания пуансона и качества подготовки поверхности.
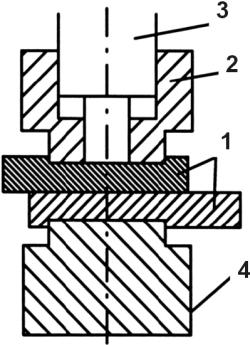
Рис. 19.
Схема холодной сварки с односторонним деформированием деталей:
1 – свариваемые детали; 2 – прижим;
3 – пуансон; 4 – основание.
Минимальная глубина вдавливания инструмента определяется свойством материала.
Холодная шовная сварка
Для холодной шовной сварки применяют специальные ролики. При этом способе сварки металл деформируется вдавливанием в него рабочих выступов вращающихся роликов (рис 20). Для сварки прямых листов непрерывные швы непригодны, т. к. уменьшают сечение деталей и по этой линии может происходить излом. Поэтому такой способ используют для сварки кольцевых и продольных швов в замкнутых контурах.
Для различных металлов и их сплавов разработаны технологические приемы холодной шовной сварки. Например, для алюминия и его мягких сплавов рекомендованы следующие параметры:
• диаметр роликов – 50 S;
• ширина рабочего выступа ролика – (1–5) S;
• высота рабочего выступа ролика (0,8–0,9) S,
где S – толщина свариваемых деталей.
Для сварки алюминия и мягких сплавов толщиной 2+1,5 мм усилие, прилагаемое к роликам в рабочем режиме, равно 1,8 тс. Используют два типа шовной сварки:
• с односторонним деформированием металла;
• с двухсторонним деформированием металла.
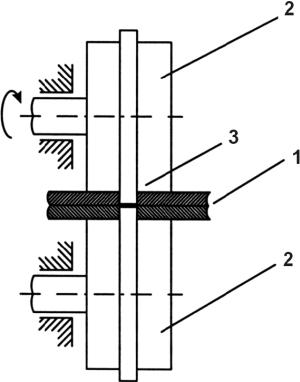
Рис. 20.
Схема холодной шовной сварки:
1 – свариваемые детали; 2 – ролики;
3 – рабочие выступы роликов
Холодная сварка встык
При этом способе сварки соединяемые детали закрепляют в специальных зажимах, расположенных соосно, а торцы свободных, выпущенных из зажимов концов деталей, примыкают один к другому. При осевой осадке выпущенные концы пластически деформируются, и в месте стыка образуется сварное соединение. Место сварки всегда имеет характерное утолщение по стыку. Величина свободных выпущенных концов зависит от свариваемых сечений и материала деталей.
Используют два типа зажимных устройств:
• с затрудненным истечением металла;
• со свободным истечением металла.
Схемы зажимных устройств показаны на рисунке 21.
Холодная сварка сейчас находит широкое применение благодаря простоте использования. Для соединения методом холодной сварки используют любые прессы (винтовые, гидравлические, рычажные, эксцентриковые и т. п.) как общепромышленного, так и специального назначения.
Достоинства холодной сварки:
• простота и доступность оборудования (например, любые прессы);
• низкая квалификация персонала;
• отсутствие вредных выделений при сварке;
• возможность сварки пластичных металлов без нагрева;
• высокая степень механизации процесса;
• малый расход энергии;
• высокая производительность.
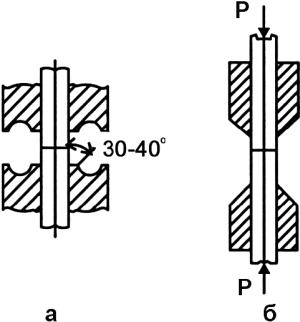
Рис. 21.
Схема зажимов для стыковой холодной сварки:
1 – с затрудненным истечением металла;
2 – со свободным истечением
Недостатки холодной сварки:
• большие удельные давления;
• относительно малый диапазон толщин материалов при сварке (0,2–15 мм);
• невозможность сварки высокопрочных металлов.
Сварка взрывом
Сварку взрывом можно отнести к видам сварки с оплавлением, при кратковременном нагреве на воздухе, так как на отдельных участках наблюдаются зоны металла, нагретые до оплавления. Однако на других участках температура может быть невысока, и здесь процесс приближается к холодной сварке.
Большинство технологических схем сварки основано на использовании направленного (кумулятивного) взрыва.
На рисунке 22 приведена схема сварки взрывом. Соединяемые поверхности двух заготовок, одна из которых неподвижна и служит основанием, располагают под углом друг к другу на расстоянии h.
На заготовку (3) укладывают взрывчатое вещество (2) толщиной Н, а со стороны, находящейся над вершиной угла, устанавливают детонатор (1). Сваривают на жесткой опоре. Давление, возникающее при взрыве, сообщает импульс расположенной под зарядом пластине. Детонация взрывчатого вещества с выделением газов и теплоты происходит с большой скоростью (несколько тысяч метров в секунду).
В месте соударения метаемой пластины с основанием образуется угол γ, который перемещается вдоль соединяемых поверхностей. При соударении из вершины угла выдуваются тонкие поверхностные слои, оксидные пленки и другие загрязнения. Соударение пластин вызывает течение металла в их поверхностных слоях.
Поверхности сближаются до расстояния действия межатомных сил взаимодействия, и происходит схватывание по всей площади соединения. Продолжительность сварки взрывом не превышает нескольких микросекунд. Этого времени недостаточно для протекания диффузных процессов, сварные соединения не образуют промежуточных соединений между разнородными металлами и сплавами.
Прочность соединений, выполненных сваркой взрывом, выше прочности соединяемых материалов. Разрушение при испытании происходит на некотором расстоянии от плоскости соединения по наименее прочному металлу. Это объясняется упрочнением тонких слоев металла, прилегающих к соединенным поверхностям, при их пластической деформации.
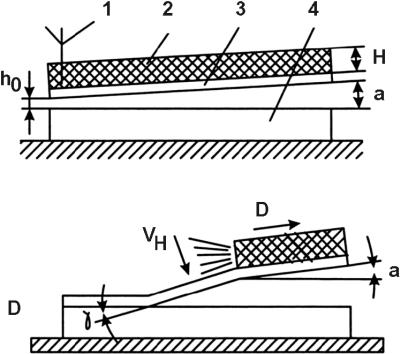
Рис. 22.
Схема сварки взрывом:
1 – детонатор; 2 – взрывчатое вещество (ВВ);
3, 4 – соединяемые поверхности
Параметры сварки взрывом:
• скорость детонации – D;
• нормальная скорость метаемой пластины при соударении с основанием – Vн;
• угол встречи при соударении – γ.
Скорость детонации, определяемая типом взрывчатого вещества и толщиной его слоя, должна обеспечивать образование направленной (кумулятивной) струи без возникновения опасных для металла ударных волн.
Сварка взрывом как способ соединения металлов в твердой фазе была открыта в начале 60-х годов прошлого столетия одновременно в России и США.
Достоинства сварки взрывом:
• высокая скорость (несколько микросекунд) соединения;
• изготовление заготовок из разнородных металлов (биметалл);
• плакирование (покрытие слоем металла) поверхностей сталей металлами и сплавами с особыми физическими и химическими свойствами;
• возможность изготовления прямолинейных и криволинейных заготовок площадью от нескольких квадратных сантиметров до десятков квадратных метров;
• изготовление заготовок для штамповки и ковки;
• простота оборудования (собственно детали и заряд ВВ).
Недостатки сварки взрывом:
• защита персонала от детонационных волн при взрыве зарядов;
• обучение персонала работе со взрывчатыми веществами;
• изготовление специальных камер для сварки взрывом;
• невозможность механизации или автоматизации процесса.
Сварка трением
Сварка трением относится к процессам, в которых используется взаимное перемещение свариваемых поверхностей, давление и кратковременный нагрев. Сварка трением происходит в твердом состоянии при взаимном скольжении двух заготовок, сжатых силой Р. Работа, совершаемая силами трения при скольжении, превращается в теплоту, что приводит к интенсивному нагреву трущихся поверхностей. Таким образом, для сварки используется тепло, которое выделяется в стыке при трении двух поверхностей в результате преобразования механической энергии в тепловую. Трение поверхностей осуществляют вращением, возвратно-поступательным перемещением сжатых заготовок и колебательным перемещением одной из соединяемых деталей по отношению к другой.
Схемы сварки трением показаны на рисунке 23:
а) с вращением одной детали;
б) с вращающейся вставкой;
в) с вращением в противоположные стороны;
г) с возвратно-поступательным движением одной детали.
В результате нагрева и сжатия происходит совместная пластическая деформация. Сварное соединение образуется вследствие возникновения металлических связей между чистыми (ювенильными) контактирующими поверхностями свариваемых заготовок. На сопряженных деталях в месте стыка происходит интенсивный нагрев контактирующих поверхностей. Например, для углеродистых сталей обыкновенного качества температура достигает 900–1350 °C. При достижении температуры сварки процесс трения должен быть резко прекращен.
Окисные пленки на соединяемых поверхностях разрушаются в результате трения и удаляются за счет пластической деформации в радиальных направлениях. Сварка заканчивается естественным охлаждением деталей при повышенном сжимающем осевом усилии.
Выделяют несколько типов сварных соединений сваркой трением, которые показаны на рисунке 24:
а) сварка стержней встык;
б) сварка труб встык;
в) сварка встык стержня с трубой;
г) приварка стержня к листу;
д) приварка трубы к листу;
е) приварка стержня к массивной детали.
Основные технологические параметры сварки трением:
• скорость относительного перемещения (вращения) свариваемых поверхностей;
• продолжительность нагрева;
• удельное усилие сжатия заготовок;
• пластическая деформация, т. е. величина осадки;
• площадь сечения и конфигурация заготовки.
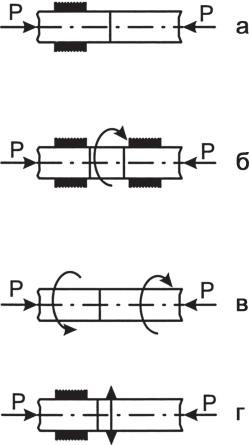
Рис. 23.
Схемы сварки трением
Преимущества стыковой сварки:
• высокая производительность;
• высокое и стабильное качество сварного соединения;
• возможность сварки разнородных металлов и сплавов;
• отсутствие вредных выделений;
• высокие энергетические показатели (например, при сварке трением углеродистой стали удельная электрическая мощность равна 15–20 Вт/мм2, а при электрической контактной сварке – 120–150 Вт/мм2);
• высокая скорость соединения деталей (машинное время в пределах 2–40 секунд);
• высокая степень механизации и автоматизации процесса;
• возможность использовать для сварки трением различные типы общепромышленных токарных и сверлильных станков.
Недостатки сварки трением:
• для каждого металла необходимо разрабатывать технологические режимы в зависимости от состава материала и геометрических параметров;
• необходимость контроля момента сварки с последующим прекращением процесса;
• необходим механизм давления для создания осевых усилий сжатия.
Ультразвуковая сварка
Волны, распространяющиеся в упругих средах (газах, жидкостях, твердых телах), называются в физике волнами малой интенсивности. Эти волны вызывают слабые механические возмущения. Звуковые волны, воздействуя на органы слуха, способны вызывать звуковые ощущения, если частоты звуковых колебаний лежат в пределах 16–20 000 Гц. Эта область называется областью слышимых звуков. Упругие волны с частотами 20–100 кГц называются ультразвуковыми.
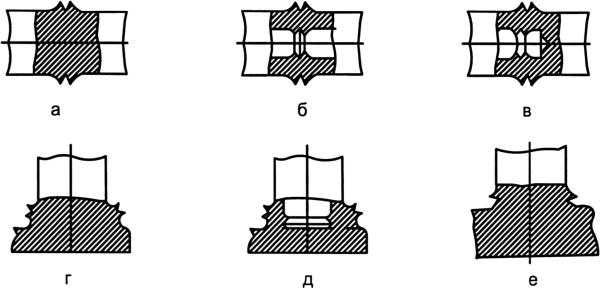
Рис. 24.
Типы соединений сварки трением
Ультразвук («ультра» означает «сверх») – волнообразно распространяющееся колебательное движение частиц твердых тел, жидкостей и газов, происходящее с частотами более 16 000 колебаний в секунду. В физике принято измерять частоты колебаний в герцах (1 Гц = 1 колебанию в 1 секунду). Ультразвук назван так потому, что основная часть людей не слышит колебания свыше 16 кГц.
Сущность процесса ультразвуковой сварки состоит в том, что при приложении колебаний высокой (ультразвуковой) частоты к свариваемым деталям в них возникают касательные напряжения, вызывающие пластические деформации материала свариваемых поверхностей. В результате механических колебаний в месте соединения металлов развивается повышенная температура, зависящая от свойств материала. Эта температура способствует возникновению пластического состояния материалов и их соединению. В местах сварки образуются совместные кристаллы, обеспечивающие прочность сварного соединения. Таким образом, сварка с применением ультразвука относится к процессам, в которых используют давление, нагрев и взаимное трение свариваемых поверхностей. В этом способе сварки тепловая энергия не подводится извне, а образуется в результате действия сил трения, поэтому ультразвуковая сварка относится к механическому классу. Силы трения возникают в результате действия механических колебаний с ультразвуковой частотой на заготовки, сжатые осевой силой Р.
Механические колебания создаются в специальных преобразователях, которые преобразуют высокочастотные колебания электрического тока в механические колебания рабочего инструмента.
Для этих целей используют магнитострикционный эффект, основанный на изменении размеров некоторых материалов при воздействии на них переменного магнитного поля. Магнитострикция как физический эффект была открыта в 1842 г. Дж. П. Джоулем. Название было дано от латинского слов strictio, что означает сжатие, натягивание. В настоящее время для магнитострикционных преобразователей используют материалы на основе ферромагнитных сплавов.
Переменный электрический ток создает в магнитострикционном материале преобразователя переменное магнитное поле. Изменения размеров магнитострикционного материала происходят при каждом полупериоде тока, т. е. упругие колебания генерируются с двойной частотой относительно частоты переменного тока. Изменения размеров магнитострикционных материалов очень незначительны, Поэтому для передачи к месту сварки механических колебаний, увеличения амплитуды и концентрации энергии колебаний используют волноводы. В большинстве случаев они имеют сужающуюся форму.
В зависимости от конструкции волновода и крепления инструмента в зоне сварки можно получить продольные, поперечные и крутильные колебания инструмента. Их амплитуда обычно бывает в пределах 10–30 мкм.
Мощность генераторов для сварки ультразвуком при рабочей частоте 18–25 кГц составляет от 0,4 кВт и до 5 кВт. Применяются также генераторы с частотами: 44, 66, 88 кГц.
На рисунке 25 показаны различные виды волноводов (концентраторов) для увеличения амплитуды колебаний и передачи их в зону сварки.
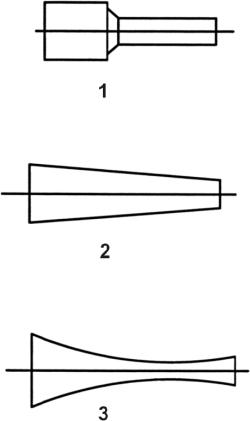
Рис. 25. Виды волноводов (концентраторов):
1 – ступенчатый; 2 – конический; 3 – сложной геометрической формы
Стержневой магнитострикционный преобразователь показан на рисунке 26а, он состоит из сердечника 1 и катушки 2. Переменный ток возбуждает в катушке переменное магнитное поле, которое за счет магнитострикционного эффекта в направлении оси сердечника создает упругие напряжения и деформации, т. е. сердечник совершает продольные механические колебания.
Продольные механические колебания, возбуждаемые в преобразователе, подаются на инструмент или преобразуются в другие типы колебаний, обусловленные технологией. Это реализуется изменением конструкции волновода и инструмента.
Устройства для преобразования колебаний показаны на рисунке 26б.
Изгибные колебания получают при помощи волновода продольных колебаний, если к нему присоединить стержень 3, имеющий резонансные размеры по отношению к изгибным колебаниям заданной частоты. Крутильные колебания передаются в зону сварки, например способом, показанным на рисунке 26б.
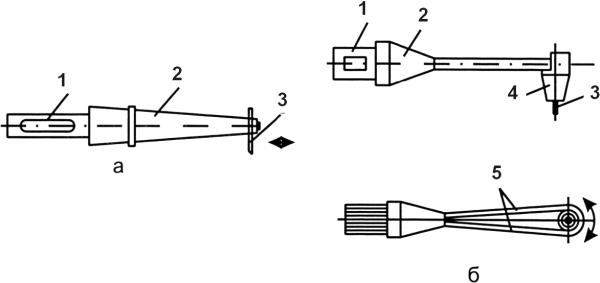
Рис. 26.
Устройства для преобразования колебаний:
а – с помощью волновода продольных колебаний; б – с помощью волновода крутильных колебаний
На рисунке 27 показана принципиальная схема ультразвуковой сварки. При сварке ультразвуком свариваемые заготовки размещают на опоре 6. Наконечник рабочего инструмента 2 соединен с магнитострикционным преобразователем 4 через трансформатор продольных колебаний, представляющий собой вместе с рабочим инструментом 2 волноотвод 3. Нормальная сжимающая сила Р создается моментом М в узле колебаний.
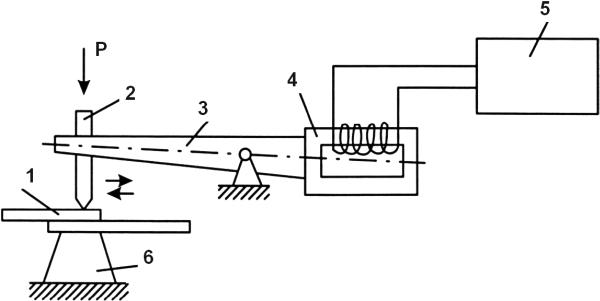
Рис. 27.
Принципиальная схема ультразвуковой сварки:
1 – свариваемые детали; 2 – инструмент; 3 – волновод; 4 – преобразователь; 5 – генератор ультразвуковых колебаний; 6 – опора
В результате ультразвуковых колебаний в тонких слоях контактирующих поверхностей создаются сдвиговые деформации, разрушающие поверхностные пленки. При этом тонкие поверхностные слои металла нагреваются, металл в этих слоях немного размягчается и под действием сжимающего усилия пластически деформируется. При сближении поверхностей на расстояние действия межатомных сил между ними возникает прочная связь.
Экспериментально установлено, что прочность соединений, выполненных сваркой ультразвуком, во многих случаях превосходит прочность соединения, полученного контактной сваркой.
Сравнительно небольшое тепловое воздействие на соединяемые материалы обеспечивает минимальное изменение их структуры, механических и других свойств. Например, при сварке меди температура в зоне контакта не превышает 600 °C. При сварке алюминия и его сплавов температура составляет 200–300 °C. Это особенно важно при сварке химически активных металлов.
Этим видом сварки соединяют металлы, сплавы металлов и различные материалы в различных сочетаниях толщиной от 0,001 мм и до нескольких миллиметров. При сварке пластмасс к заготовкам подводятся поперечные ультразвуковые колебания.
В настоящее время ультразвуковая сварка находит широкое применение в радиоэлектронной промышленности, приборостроении, авиационной, космической и многих других областях.
Сварка ультразвуком применяется для точечных и шовных соединений внахлестку и по замкнутому контуру.
Достоинства сварки ультразвуком:
• незначительный нагрев деталей (в пределах пластической деформации);
• для получения сварного соединения требуется незначительная электрическая мощность;
• подготовка деталей ограничивается практически их обезжириванием;
• возможность производить сварку деталей с оксидированными и плакированными поверхностями, а также с покрытиями в виде изоляционных пленок;
• возможность сварки разнородных металлов и материалов, в т. ч. и пластмасс;
• возможность сварки ультратонких листов до 0,001 мм;
• сваркой ультразвуком можно соединять разнородные материалы в пакет;
• ультразвуковая сварка применима для соединения трудносвариваемых металлов, например молибдена, вольфрама, тантала, циркония;
• сварка происходит практически мгновенно, в момент включения УЗ-генератора;
• отсутствие вредных выделений при сварке;
• высокая степень автоматизации процесса сварки;
• высокая скорость сварки (до 150 м/час) и прочность соединения.
Недостатки сварки ультразвуком:
• применение специальных генераторов ультразвука;
• относительно небольшой диапазон толщин свариваемых материалов;
• вредное воздействие ультразвука на организм человека;
• необходимость применения устройств для предварительного сжатия деталей.
Глава 3