Сущность процесса сварки аккумулированной энергией заключается в том, что кратковременные сварочные процессы осуществляются за счет энергии, запасенной в соответствующем приемнике, непрерывно заряжающем и периодически разряжающемся на свариваемые детали.
Существуют четыре разновидности сварки аккумулированной энергией:
• конденсаторная сварка;
• инерционная сварка;
• электромагнитная сварка;
• аккумуляторная сварка.
Накопление энергии соответственно происходит в конденсаторной батарее, во вращающихся частях генератора, в магнитном поле специального сварочного трансформатора и в аккумуляторной батарее.
Наиболее широкое промышленное применение получила конденсаторная сварка. Этот способ сварки по характеру протекания процессов близок к дугопрессовой сварке.
Энергия в конденсаторах накапливается при их зарядке от источника постоянного тока (генератора или выпрямителя). Затем в процессе разрядки запасенная энергия мгновенно подается в зону сварки. Накопленную в конденсаторе электрическую энергию можно регулировать, изменяя емкость конденсаторной батареи и напряжение ее зарядки.
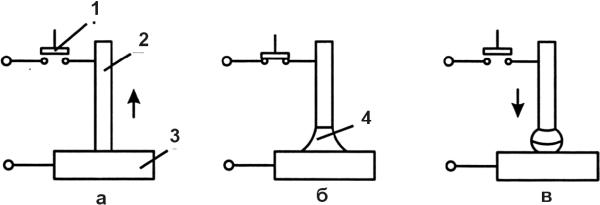
Рис. 35.
Схема дугопрессовой сварки (стрелка показывает направление сжатия);
а – положение деталей перед сваркой; б – разогрев свариваемых кромок; в – соединение деталей. 1 – выключатель тока; 2 – шпилька (электрод); 3 – пластина; 4 – дуговой разряд
Энергию заряда конденсатора можно определить по формуле:
A = C × U2/2,
где А – энергия заряда (Дж);
С – емкость конденсатора (Ф);
U – напряжение зарядки конденсатора (В).
При конденсаторной сварке возможна точная регулировка и дозировка количества энергии зарядки, не зависящая от внешних условий, в частности от нестабильности питающей сети.
В настоящее время используются две схемы конденсаторной сварки (рис. 36):
• бестрансформаторная конденсаторная сварка;
• трансформаторная конденсаторная сварка.
В обеих схемах запасенная в виде емкостного заряда энергия разряжается за короткое время (10–3 –10–4 с) на электроды, сжимающие заготовки. Высокая плотность тока способствует мгновенному разогреву места сварки, что обеспечивает небольшую зону термического влияния при скоростном процессе.
При бестрансформаторной (рис. 36а) сварке концы обкладок конденсатора подключены непосредственно к свариваемым деталям 2, 3. При этом один из выводов жестко закреплен, а другой может перемещаться в направляющих. При освобождении защелки 6 под действием сжатой пружины 5 деталь быстро переместится по направлению к неподвижной заготовке. Перед соударением, в промежутке 1–3 мм, между деталями возникает мощный дуговой разряд энергии, накопленной в конденсаторе С. Этот искровой пробой, переходящий в дуговой разряд, успевает частично оплавить торцы обеих заготовок 2, 3, которые после соударения свариваются между собой под действием усилия осадки. При ударном сжатии деталей поверхностная прослойка жидкого металла вытесняется из зоны сварки, что способствует образованию качественного сварного соединения.
Способом бестрансформаторной конденсаторной сварки можно сваривать встык проволоку и тонкие стержни разной толщины из разнородных материалов: вольфрам-никель, медь-константан, молибден-никель и т. п.
Трансформаторная конденсаторная сварка (рис. 36б) отличается тем, что конденсатор разряжается на обмотку сварочного трансформатора Т2.
При этом способе сварки сжимают заготовки между электродами, заряжают конденсатор, который разряжают на первичную обмотку сварочного трансформатора. В результате во вторичной обмотке сварочного трансформатора индуцируется ток большой величины, с энергией, достаточной для сплавления деталей.
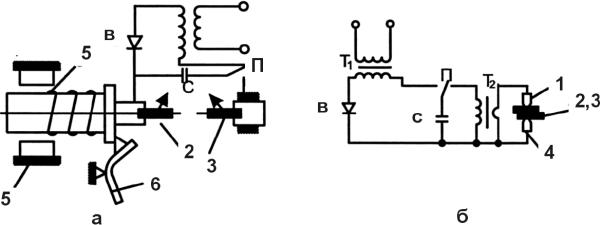
Рис. 36.
Схемы конденсаторной сварки:
а – бестрансформаторная конденсаторная сварка; б – трансформаторная конденсаторная сварка. Т1 – трансформатор повышающий; Т2 – трансформатор сварочный; С – конденсаторная батарея; В – выпрямитель переменного тока; П – переключатель; 1, 4 – электроды; 2, 3 – свариваемые заготовки; 5 – пружина; 6 – защелка
Преимущества конденсаторной сварки:
• точная дозировка запасенной энергии;
• независимость от колебаний питающей сети;
• малое время протекания тока (10–3–10–4 с);
• небольшая зона термического влияния;
• низкая потребляемая мощность (0,2–2 кВА);
• высокая степень автоматизации процесса;
• возможность сваривать материалы малых толщин (до нескольких микрон).
Конденсаторная сварка широко применяется в производстве приборов для точной механики (авиационные, часовые, прецизионные), в производстве радиоэлементов и т. п.
Глава 4