Шовная (роликовая) сварка – разновидность контактной сварки, при которой заготовки соединяют прочно-плотным сварным швом, состоящим из ряда точек, перекрывающих друг друга. Электроды имеют вид роликов (дисков) диаметром – 400 мм. Форму рабочей поверхности выбирают в зависимости от толщины, формы и материала свариваемых заготовок. Ролики для сварки делают из токопроводящих материалов, с высокой теплопроводностью, например из меди или специальных сплавов.
Схема шовной сварки изображена на рисунке 32.
В процессе шовной сварки (рис. 32) листовые заготовки 1 соединяют внахлестку, зажимают между роликами-электродами 2 и пропускают ток сварки от трансформатора 3. При движении роликов по заготовкам образуются перекрывающие друг друга точки, в результате чего образуется сплошной герметичный шов. Шовную сварку, так же как и точечную, можно получить при одностороннем и двухстороннем расположении электродов.
Циклограмма процесса шовной сварки бывает с прерывистым или с непрерывным включением тока.
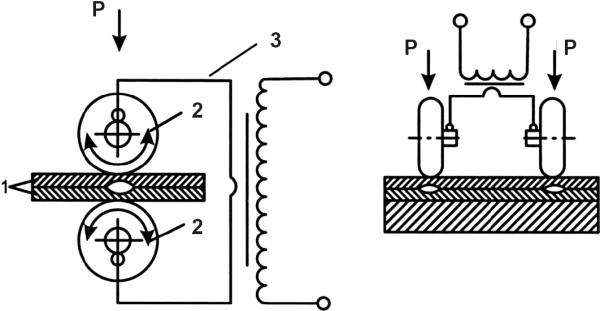
Рис. 32.
Схема шовной сварки и разрез сварного шва:
1 – заготовки; 2 – ролики;
3 – сварочный трансформатор;
Р – усилие сжатия
Толщины свариваемых листов металла составляют – 0,3 мм. Шовной сваркой выполняют те же типы сварных соединений, что и точечной сваркой, но используют для получения герметичных швов.
Шовную сварку применяют в массовом производстве для изготовления различных сосудов, баков и т. п.
Диффузная сварка
Диффузией называется явление самопроизвольного проникновения и перемешивания частиц двух соприкасающихся газов, жидкостей или твердых тел. Происхождение слова от латинского diffusio означает распространение, растекание, рассеивание. С точки зрения физики это неравновесный процесс, вызываемый молекулярным тепловым движением и приводящий к установлению равновесного распределения концентраций внутри фаз. В результате диффузии происходит выравнивание химических потенциалов компонентов смеси.
|
|
Микроскопическая теория диффузии атомов, основанная на механизме перескоков атомов по вакансиям (свободным местам), была развита Я. И. Френкелем.
Замещение атомов кристаллической структуры вакансиями связано с возможностью перехода их через потенциальный барьер. Предполагается, что после перехода атома на свободное место (вакансию) он, благодаря сильному взаимодействию его с соседними атомами, успевает отдать часть энергии, прежде чем вернется на свое место.
Процесс диффузии в твердых телах может осуществляться несколькими способами:
• обмен местами атомов кристаллической структуры с ее вакансиями;
• перемещение атомов по междоузлиям;
• одновременное циклическое перемещение нескольких атомов;
• обмен местами двух соседних атомов.
При образовании твердых растворов замещения преобладает обмен местами атомов и вакансий. Диффузию принято выражать через коэффициент диффузии D:
D = a2/t × exp (—W/k × T),
где: D – коэффициент диффузии;
a – постоянная решетки;
t – время периода колебаний атомов решетки (t=10–13c)
W – энергия активации;
Т – температура.
Из формулы видно, что для твердых тел характерна экспоненциальная зависимость диффузии от температуры. Например, коэффициент диффузии для цинка в медь возрастает в 1014 раз при повышении температуры от 30 °C до 300 °C.
|
|
Все эти физические явления положены в основу диффузной сварки материалов и различных металлов и их сплавов. При диффузной сварке соединение образуется в результате взаимной диффузии (проникновения) атомов в поверхностных слоях контактируемых материалов, находящихся в твердом состоянии.
Температура нагрева при сварке несколько выше или ниже 0,5–0,9 Тплавл) температуры рекристаллизации более легкоплавкого материала. Процесс сварки в большинстве случаев выполняют в вакууме, примерно (1,33 × (10–2–10–5) Па. Однако возможна и сварка в атмосфере инертных защитных или восстановительных газов.
Защитная среда способствует удалению пленок поверхностных окислов. В вакууме происходит их разложение (диссоциация) и испарение или восстановление окисных пленок до основного металла в среде восстановительного газа.
На рисунке 33 изображена принципиальная схема диффузной сварки.
Процесс диффузной сварки выполняют следующим образом (рис. 33): свариваемые заготовки 4 центрируют в оправках 3, 6, устанавливают в рабочую камеру 2, в которой создают вакуум или заполняют ее защитным газом. После этого нагревают заготовки до температуры рекристаллизации более легкоплавкого материала и прикладывают давление с помощью, например пневмо, гидро– или механических устройств 1.
Давление создают порядка 1–20 МПа в течение 5–20 минут. После охлаждения деталей образуется сварное соединение. Нагрев осуществляют при помощи внешнего либо внутреннего нагревателя. Используют нагрев электрическим током, при помощи индуктора ТВЧ (токами высокой частоты), при помощи электронного луча в вакууме. Время выдержки зависит от свойств материала и его размеров.
|
|
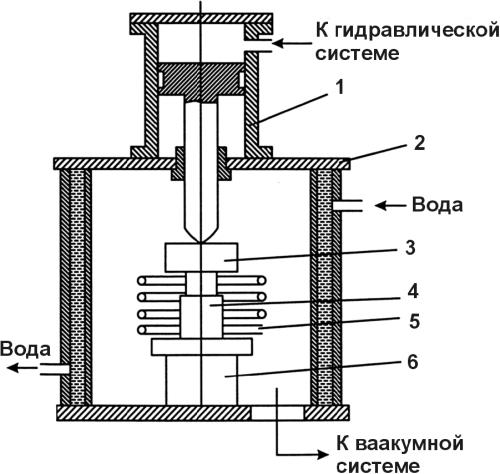
Рис. 33.
Схема диффузной сварки:
1 – механизм создания давления; 2 – рабочая камера; 3, 6 – оправки; 4 – свариваемые детали; 5 – нагреватель
Основные технологические параметры диффузной сварки:
• давление на свариваемые детали;
• температура нагрева заготовок;
• степень разрежения в вакуумной камере;
• время нагрева и время сжатия деталей.
Процесс сварки с помощью диффузного соединения условно разделяют на две стадии:
• 1-я стадия – нагрев материала и приложение давления, что вызывает пластическое течение микровыступов, разрушение и удаление различных пленок на поверхностях контакта. Образуются многочисленные участки с непосредственной связью материалов;
• 2-я стадия – ликвидация микровыступов и образование объемной зоны соединения.
Оборудование для диффузной сварки:
• вакуумная установка с системами для подъема и опускания камеры;
• системы для создания регулируемого давления на заготовки;
• устройства нагрева заготовок (индукторы ТВЧ, электроннолучевые нагреватели);
• системы управления установкой и контроля.
Преимущества диффузной сварки:
• отсутствие загрязнений в соединении (нет припоев, флюсов, электродов);
• возможность соединений в различных сочетаниях металлов, сплавов, различных материалов независимо от их твердости, взаимного смачивания;
• возможность сваривать биметаллические, триметаллические и тетраметаллические детали;
• получение высокопрочных соединений без изменения физико-химических свойств свариваемых материалов;
• отсутствие какой-либо механической обработки после сварки;
• возможность соединений материалов различных толщин;
• высокая степень автоматизации процесса сварки;
• относительно низкие энергозатраты при высокой рентабельности сварки.
Недостатки диффузной сварки:
• относительная сложность оборудования требует подготовки кадров.
Диффузную сварку широко применяют в ракетно-космической технике, в самолетостроении, приборостроении, пищевой и медицинской промышленностях и других отраслях. Этот способ применяют для сварки ответственных деталей турбин, при изготовлении металлокерамики, узлов вакуумных приборов, высокотемпературных нагревателей, при производстве инструмента и т. д.
Выпускаются установки диффузной сварки для единичного производства (с ручным управлением) и для серийного производства (с полуавтоматическим и автоматическим программным управлением).
Газопрессовая сварка
При газопрессовой сварке используют традиционный источник тепловой энергии, характерный для сварки плавлением, – газовое пламя. Одновременно с положительным воздействием нагрева и давления защитная атмосфера в зоне сварки интенсифицирует образование качественного соединения.
Схема газопрессовой сварки показана на рисунке 34.
При сварке газопрессовым способом детали 2, 4 фиксируют в зажимах 1, 5 и прогревают с поверхности стыка или с торца до температуры пластического состояния, а затем, прикладывая давление, обеспечивают образование сварного соединения. Регулируя состав газов, можно получать как окислительную, так и восстановительную атмосферу в газовом факеле. Этим можно оказывать определенное положительное воздействие на процесс образования сварочного соединения. Газопрессовая сварка достаточно широко применяется, например, при производстве электровакуумных приборов и в других сферах производства, благодаря простоте процесса сварки, доступности оборудования и низкой квалификации персонала.
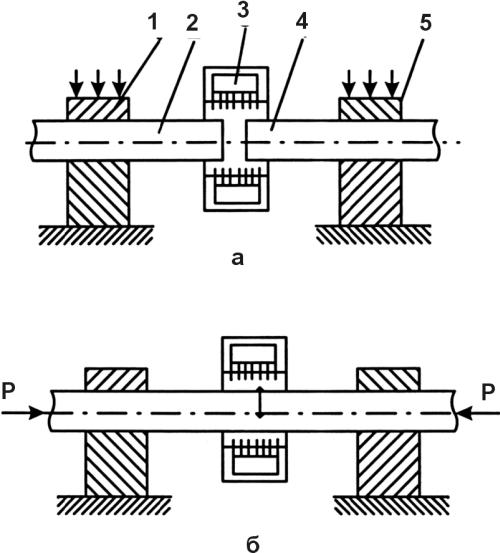
Рис. 34.
Схема газопрессовой сварки:
а – положение деталей перед сваркой; б – положение деталей после сварки;
1, 5 – зажимы заготовок; 2, 4 – свариваемые изделия; 3 – горелка кольцевая
Дугопрессовая сварка
Дугопрессовая сварка используется для присоединения деталей типа шпилька к пластине или к массивной плите. В качестве электрода выступает сама деталь. Для получения теплоты используется энергия электрической сварочной дуги.
Схема процесса дугопрессовой сварки показана на рисунке 35.
При отводе детали 2 от пластины 3 включают электрическую цепь, при этом возбуждаемая электрическая дуга расплавляет материал шпильки и пластины. После этого отключают электрическую цепь и ударом шпильки о пластину производят соединение деталей.
Поверхностные окислы и загрязнения при этом выдавливаются из зоны сварки вместе с жидким металлом, и образуется соединение высокого качества. Для повышения качества соединения сварка может производиться в защитной среде, например в среде азота, углекислого газа.
Процесс дугопрессовой сварки может быть легко механизирован. При производстве дугопрессовой сварки используется аппаратура для обычной электродуговой сварки.
Дугопрессовую сварку можно применять при производстве строительных элементов, например для сварки арматурных стержней с закладными деталями.